沖裁模固定式廢料切刀的缺陷控制
2016-09-19 12:27:30黃梅春王正東
裝備制造技術 2016年6期
黃梅春,王正東
(1.佛岡縣職業技術學校,廣東清遠511600;2.廣東省工業貿易職業技術學校,廣東佛山528237)
沖裁模固定式廢料切刀的缺陷控制
黃梅春1,王正東2
(1.佛岡縣職業技術學校,廣東清遠511600;2.廣東省工業貿易職業技術學校,廣東佛山528237)
對沖裁模固定式廢料切刀在模具試模過程中存在的問題進行分析,綜合客戶的需求和公司的實際情況設計出整改方案,確定廢料切刀整改工藝路線,重新分析廢料切刀的可靠性與成本,本缺陷控制取得了較好的經濟效益。
廢料切刀;落料不順;整改方案
1 存在的問題
在汽車行業有較多的大型覆蓋件,其與一般沖壓件相比,具有材料薄、形狀復雜,空間曲面多、結構尺寸大,表面質量要求高等特點。覆蓋件的廢料外形尺寸大,修邊形狀較復雜,不可能采用一般卸料圈卸料,需要采用廢料刀切斷后卸料才方便和安全[1]。如果其模具在調試驗證階段廢料出現不能順利滑出模具的現象,將會影響試模效率,甚至出現模具報廢的現象。
為保證精度和滿足規定的的各項技術要求,需按照模具驗收技術條件,檢驗模具各部分的功能,即需要試模。并按試模生產制件情況調整、修正模具。
廢料切刀工作時,由于自身結構、工作條件等諸因素的不同,壽命也各有所異。而壽命的長短與失效密切相關。廢料切刀失效的形式大體為兩類:(1)由于選材、制作、使用或維修不當引起的不正常失效;(2)由于摩擦磨損引起的自然失效。顯然,后者的避免比較困難,而前者只要認真設計、制作、使用與維修,是可以避免的。目前廣泛使用的固定式廢料切刀是利用修邊凹模鑲塊的接合面作為一個廢料刀刃口,相應的在修邊凸模鑲塊外邊裝廢料刀作為另一個廢料刀刃口,這種結構的廢料刀可以簡單解決封閉廢料的切斷,以及廢料的排出和制件的取出的問題。但有時在試模過程中還是會發現存在結構缺陷,導致制件的有效型面產生塌角毛刺等缺陷,嚴重影響工件的表面質量,還會影響廢料的排除而使廢料積累在刃口處,嚴重時出現爆模現象。上述所說的這種結構上的缺陷,明顯是由于廢料切刀的切邊刀刃口形狀設計不合理而導致的。
在一次的沖壓模試模過程中,發現模具的廢料落料不順,依然粘在或都卡在廢料切刀的刃口上。根據實踐經驗分析為設計不合理導致了廢料切刀的落料不順。這就需要對廢料切刀的結構重新進行設計。
2 試模過程中問題分析
廢料切刀毛坯尺寸為100mm×93mm×32mm,材質是Cr12MoV板(大冶)光料,這種冷作模具鋼具有較強的硬度、耐磨性和強度,淬火處理后達58-60HRC,常用于制造截面較大、形狀復雜、工作條件繁重下的各種冷沖模具,如本例中的切邊模。試模制件材質是鍍鋅板(型號:DX52D-1220×2440×0.5),DX52D這種材質達到了沖壓級別,有較好的延展性[2]。但由于試模制件的厚度t為0.5 mm,這樣的材料厚度對于廢料切刀的刃口結構有更高的要求,必須保證刃口處有足夠的沖壓力把材料切斷。如圖1所示。
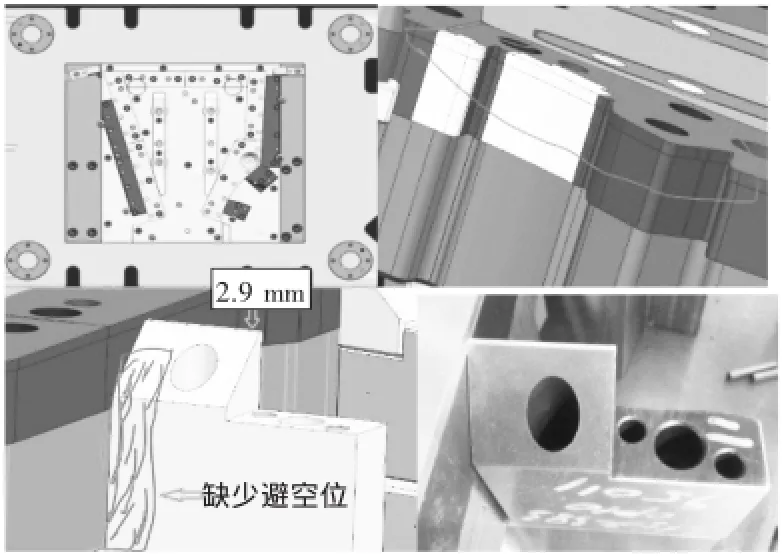
圖1 整改前的廢料切刀
從新模設計3D圖和實物中可以看出,廢料切刀的刃口位置是一個寬為2.9mm的小平面,這樣寬度的刃口能切斷廢料,但在試模中就出現了廢料刃口上卡著超過5t料厚的廢料,出現廢料落料不順的現象。
另一邊的廢料外形比較復雜,切斷刃口零件斜面太長,短邊落料兩端下模沒有做適當避空,所以也出現了卡材料的現象,使模具無法正常工作。因為卸料切刀上的廢料不能順利排出,再次沖壓時就會出現更多廢料卡在刃口上,繼續沖壓的話刃口有可能會因擠壓而產生熱量降低了使用壽命,也可能會因擠壓力太大而產生缺口或爆裂。如果不改善這種現象,會為后續的生產造成很大的影響。
3 整改方案設計
選擇加工方法,比如避空位的加工方法沒有特殊的要求,只要保證尺寸要求和外觀就可以了。但有刃口的地方,就要選樣加工方法,為順利切斷材料一定要保證刃口要尖角過渡,不能出現毛刺或圓角,所以需用線切割機床進行加工,如重新做一件加工排產周期會比較長。現對廢料切刀整改工藝路線安排如表1.
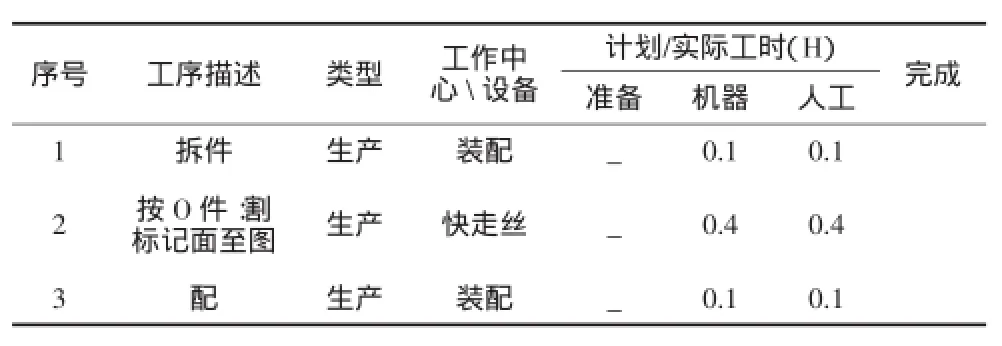
表1 整改工藝路線
3.1整改方案
要改善上述所出現的問題,將廢料切刀的刃口平面寬度減小至0.3 mm的小平面,其它多余的材料用線切割機床切割成一個斜面,這樣就能減小刃口與廢料的接觸面,讓廢料順利卸下。
除此之外,對廢料外形比較復雜的一邊(見圖2)實物所示斜面上做適當的避空位,還有在短邊落料兩端下模做部分要留10 mm左右不避空,其它做適當避空,這樣廢料在切斷后廢料落料就會順暢了。
4 分析可靠性與成本
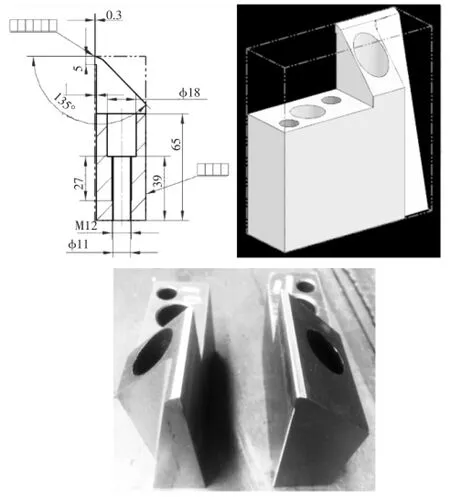
圖2 整改后的廢料切刀
廢料切刀的缺陷控制可以很好地解決廢料滑出的問題,大大地縮短了模具制造調試的周期,在保證模具質量的前提下,確保各項目的按時完成。在以后的生產過程中,如果刃口有磨損,也可以用快走絲線切割的方法對刃口進行修飾。在高度不能滿足加工的情況下,可以用墊鐵適當墊高到所需尺寸,直到不能滿足生產再考慮按圖紙重新加工一件,這種做法是企業經常用的、能較快并節約成本方法。
5 本缺陷控制的經濟效益
廢料切刀是冷作模具鋼(Cr12MoV),具有較強的硬度、耐磨性和強度,熱處理后達58-60HRC[2].整改工藝中主要有刃口、避空位等加工,需用線切割機床進行加工。重新做,加工工序會增多,加工排產周期也會比較長,可能導致加工費用超出模具的成本預算。為了節約成本,采用了在原件上整改的方法,用快走絲線切割按尺寸去鐵至黃色面,達到尺寸要求就可以了。這種做法節省了原材料和熱處理的費用,更省了很多廢料切刀前期加工工序所需的費用。
6 結束語
3.2確定廢料切刀整改工藝路線
由于廢料切刀是冷作模具鋼(Cr12MoV),具有較強的硬度、耐磨性和強度,熱處理后達58-60HRC[2].整改部位有避空位和刃口。對沖裁模零部件的加工,首先要考慮零件在模具上的作用,模具零件材料的性能,再以上內容主要針對沖裁模固定式廢料切刀的落料不順等缺陷的控制,綜合客戶的需求和公司的實際情況,對這些缺陷進行整改,以達到模具的精度和使用要求。從這些因結構不合理產生缺陷看出,設計的核心部門的重要性,特別是對模具結構的分析評估,工序的安排等都非常重要,否則會影響接下來的模具生產。
[1]邵東強,梁明.一種沖裁模具浮動式廢料切刀裝置的制作方法.中國.B21D28/16GK202570945SQ20122 023887[P]. 2012-12-5.
[2]ISBN:9787534552274,國內外黑色金屬材料對照手冊[S].
DefectControl for Stationary Scrap Cutter in Blanking Die
HUANGMei-chun1,WANG Zheng-dong2
(1.Fogang Country Vocational Technical School,Qingyuan Guangdong 511600,China;2.Guangdong Industry and Trade Vocational School,Foshan Guangdong 528237,China)
This thesis aims to analyze the issue of blanking die stationary waste cutter duringmold testing,provide corrective proposal based on clients’needs and company situation,confirm the comprehensive ideas of waste cutter,reanalyze the flexibility and costofwaste cutter and achieve an optimum economic benefits.
waste cutting knife;fallingmaterial is not suitable;the reform plan
TQ320.662
A
1672-545X(2016)06-0168-02
2016-03-19
黃梅春(1983-),女,廣東佛岡人,助理講師,技師,高級操作工,本科,主要從事機械專業教學與研究工作;王正東(1979-),男,寧夏西吉人,講師,本科學士,工高級技師,高級鉗工,主要從事機械專業教學與研究工作。
