注塑模具型腔表面陣列微結構的蝕刻技術
2016-10-10 05:05:15黃紅光郭鐘寧
中國機械工程 2016年17期
關鍵詞:深度
黃紅光 郭鐘寧 楊 權
1.廣州汽車集團股份有限公司,廣州,5114342.廣東工業大學,廣州, 510006
?
注塑模具型腔表面陣列微結構的蝕刻技術
黃紅光1郭鐘寧2楊權1
1.廣州汽車集團股份有限公司,廣州,5114342.廣東工業大學,廣州, 510006
設計了一種簡單的掩模,并通過控制蝕刻液的噴淋壓力進行了平滑陣列微結構研究。研究發現,蝕刻液噴淋壓力對微結構的加工形貌有顯著影響,蝕刻深度和側蝕量隨蝕刻液噴淋壓力增大而增大。研究整合了多次加工和控制噴淋壓力的工藝,得到了理想的無棱邊棱角、結構均勻的深度漸變型陣列微凸結構。最終在注塑模具表面上加工出寬度為200 μm、深度約60 μm的無棱邊棱角、過渡平滑的陣列微結構。
化學蝕刻;表面微陣列結構;蝕刻深度;側蝕量;二次加工
etching
0 引言
表面陣列微結構[1]是物體表面一種微米級甚至納米級的陣列微小結構,這些結構往往具有特定的功能作用,如減摩性、光學性、黏附性、導熱性、疏水性。表面陣列微結構廣泛應用于汽車內飾,而手感柔和細膩、富有科技感的均勻平滑陣列微結構內飾件成為一種更高要求的訴求。帶有表面陣列微結構的汽車內飾件是利用帶有微結構的模具注塑而成的,因此在注塑模具型腔表面制作陣列微結構成為工藝的關鍵。
注塑模具表面微結構廣泛采用化學蝕刻技術制造。化學蝕刻[2]指一種掩模刻蝕技術,它采用化學反應原理,通過蝕刻液與掩模[3]間裸露的被加工件發生化學反應、溶解,達到材料去除的目的。化學蝕刻加工成本低,效率高,可以迅速形成表面微結構,精度高,無加工應力,適合加工高硬度材料[4-5],因此成為很多學者的研究對象。例如,Fadaei等[6]發現蝕刻加工中表面粗糙度和蝕刻深度有密切關系,蝕刻深度增大的同時表面粗糙度也隨之增大。Sun等[7]在研究不銹鋼的化學蝕刻反應中發現,掩模初始尺寸與蝕刻深度成增長型線性關系。劉柱方等[8]運用約束蝕刻劑層技術在銅表面加工出三維齒狀微結構。
采用噴淋蝕刻[9]技術加工注塑模具型腔內表面陣列微結構發現,化學蝕刻在縱向進行的同時在橫向也進行蝕刻,“各向同性”[10]成為蝕刻過程中產生側蝕的主要原因。此外,“水池效應”[11](在蝕刻加工的過程中被加工件中心的蝕刻液和雜質相對于邊緣較難排除,造成被蝕刻對象邊緣材料去除較多,靠近中心區域材料去除較少)也影響陣列微結構的均勻性。此外,試驗發現化學蝕刻加工的表面陣列微結構有鋒利的棱邊、棱角,手感和視覺效果相對較差[3]。本文針對加工大面積陣列微結構技術,探索了噴淋壓力對蝕刻深度和側蝕量的影響規律,并提出了多次加工結合控制噴淋壓力的方案來解決注塑模具型腔邊緣與底部微結構大小不一致問題,最終得到均勻、平滑的大面積均勻陣列微結構。
1 試驗
1.1試驗設備
圖1為進行陣列微結構蝕刻所采用的蝕刻設備示意圖。儲液箱中的蝕刻液為FeCl3溶液,蝕刻液的FeCl3和水的質量比為1∶4。蝕刻加工時液壓泵可以提供0~1.5MPa的噴淋壓力,蝕刻液從噴嘴中均勻地噴到被加工件上。蝕刻設備有較好的密封性,蝕刻設備的材料具有很好的耐腐蝕性。
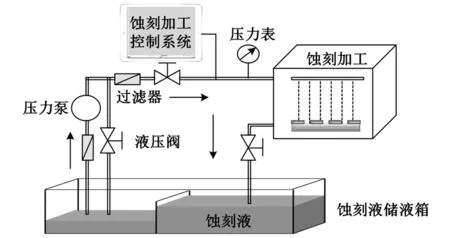
圖1 蝕刻設備示意圖
由圖1所示設備可以加工出圖2所展示的微形凹坑。微結構蝕刻深度和加工寬度是用OLS4000型激光共聚焦顯微鏡(日本奧林巴斯株式會社)進行測量的,側蝕量由下式計算:
(1)
式中,A為初始掩模間隙;B為加工后的加工寬度;U為側蝕量。
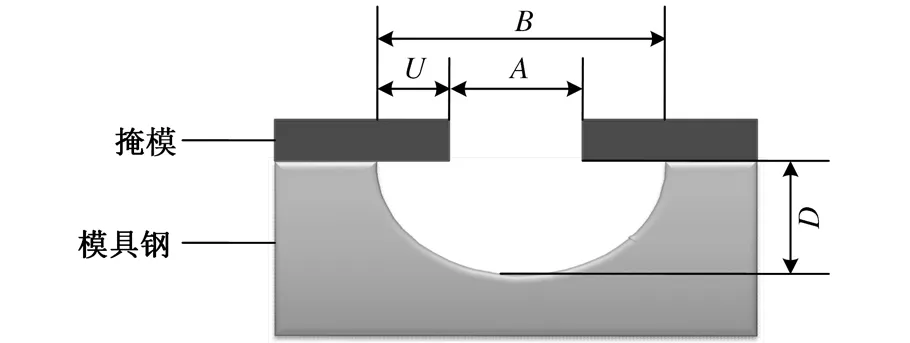
圖2 微結構局部尺寸示意圖
1.2掩模的設計和基本工藝
掩模的制作對化學蝕刻的精度有重要的影響,圖3展示了掩模的制作和蝕刻過程:①試驗采用菲林制作遮光板,菲林主要成分為AgBr,分辨率為2~3μm,菲林厚4~6μm;②模具鋼的掩模材料為自干型感光抗腐蝕油墨,它是一種UV感光材料;③曝光時用紫外光照射掩模材料使菲林片未遮掩住的部位發生光固化,未被UV曝光的掩模容易被堿性物體溶解;④顯影時用2%~5%NaOH水溶液浸泡30~60s,用清水沖洗被加工件,掩模制作完成;⑤對附有掩模的模具鋼進行蝕刻,材料被去除,直至加工完成。
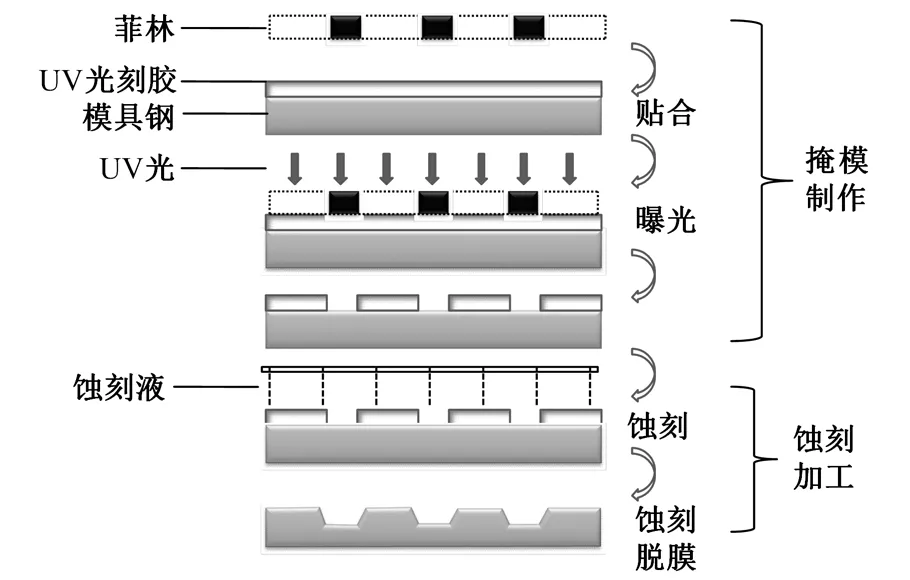
圖3 掩模蝕刻加工工藝過程
試驗材料為德國撒斯特738預硬塑膠模具鋼,其化學成分為:w(C)=0.30%,w(Si)=0.30%,w(Mn)=1.50%,w(Cr)=2.00%,w(Ni)=1.00%,w(Mo)=0.20%,w(P)=0.02%,w(S)=0.003%。經硬化及回火至280~350HB, 試驗前將模具鋼加工成30mm(直徑)×5mm(高)的圓柱形鋼板,將圓柱形鋼板進行掩模處理,掩模形狀如圖4所示。圖中黑色正方形部位為掩模,掩模邊寬度為350μm,相鄰掩模之間裸露的模具鋼是掩模間隙,形成縱橫交錯的條形。掩模間隙在刻蝕加工時被蝕除成微流道,未被蝕除的部分最終形成陣列微凸。
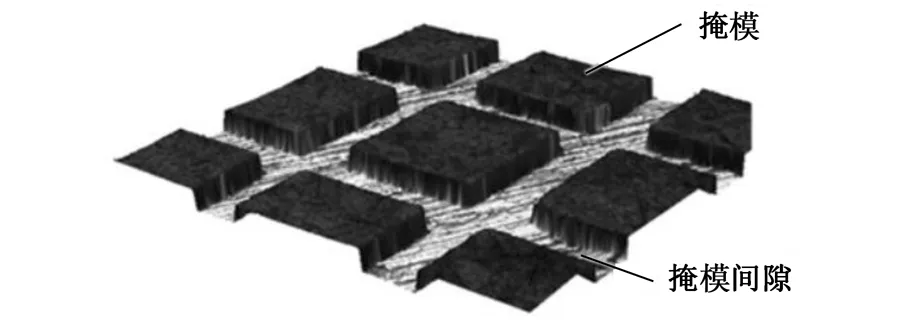
圖4 掩模三維圖
1.3無棱邊陣列加工方法
眾所周知,當一個有棱角的石頭放在流淌的水中,經過一段時間其棱角會變得不那么尖銳,久而久之成為一個圓潤的鵝卵石。受“鵝卵石”現象啟發,試驗通過將1.2節所加工的帶有陣列微結構的模具鋼表面的掩模去掉,放在蝕刻機中進行二次蝕刻,以期加工出無棱邊棱角、結構均勻的微結構。
1.4漸變深度陣列加工方法
“水池效應”使得模具型腔邊緣的微結構邊緣深底部淺,筆者嘗試用邊緣淺、底部深的漸變深度微結構加工方法來抵消“水池效應”對微結構均勻性的影響,然而漸變深度陣列微結構一直是加工的難題。為此,本文在探索噴淋壓力對蝕刻深度和側蝕量影響規律的基礎上設計了圖5所示的工藝流程,將控制噴淋壓力和二次加工相結合進行研究。
(1)一次蝕刻加工,即在進行蝕刻試驗時,控制
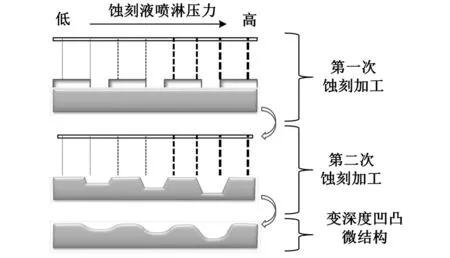
圖5 二次蝕刻加工工藝流程圖
噴淋壓力,即壓力從左到右逐漸增大。這樣以期得到從左至右深度逐漸變深的陣列微結構,側蝕量也逐漸增大。
(2)二次蝕刻加工,即將一次蝕刻加工的模具鋼去掉掩模,清洗干凈后再放到蝕刻機中采用同樣的噴淋壓力進行蝕刻加工。微結構的棱邊棱角被去除,過渡平滑。
2 試驗結果及討論
2.1噴淋壓力對蝕刻深度和側蝕量的影響
在本試驗中,以在模具鋼表面加工出過渡平滑、無棱邊棱角的陣列微結構為主要目標。蝕刻液的噴淋壓力作為對蝕刻結果的重要影響因素被研究。表1為進行陣列微結構蝕刻所采用的加工條件。

表1 噴淋壓力對蝕刻深度和側蝕量的影響試驗條件
在蝕刻加工出的陣列微結構中,以蝕刻深度和側蝕量為研究目標。在同一條件下做四次試驗,測量數據如表2所示,采用IBMSPSSStatistics19進行單因素方差分析,在表3的方差齊次性檢驗結果中蝕刻深度的顯著性為0.206,側蝕量的顯著性為0.876,全都大于0.05,所以滿足方差齊次的前提條件,認為各組的總體方差相等。表4的方差分析中,蝕刻深度和側蝕量的F值大于F0.01(4.10),依據F檢驗得出噴淋壓力對蝕刻深度和側蝕量具有非常顯著的影響。
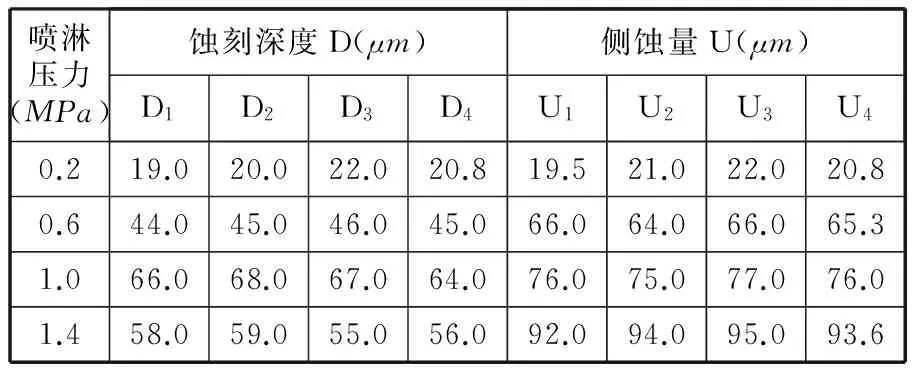
表2 不同噴淋壓力下的蝕刻深度和側蝕量

表3 方差齊次性檢驗

表4 方差分析
在圖6中,當噴淋壓力小于等于1.0MPa時,蝕刻深度增大速度隨噴淋壓力的增大而增大,當噴淋壓力大于1.0MPa時,蝕刻深度增大速度隨噴淋壓力的增大而減小。而在圖7中,側蝕量的增大速度隨噴淋壓力的增大而增大,但是增速越來越平緩。
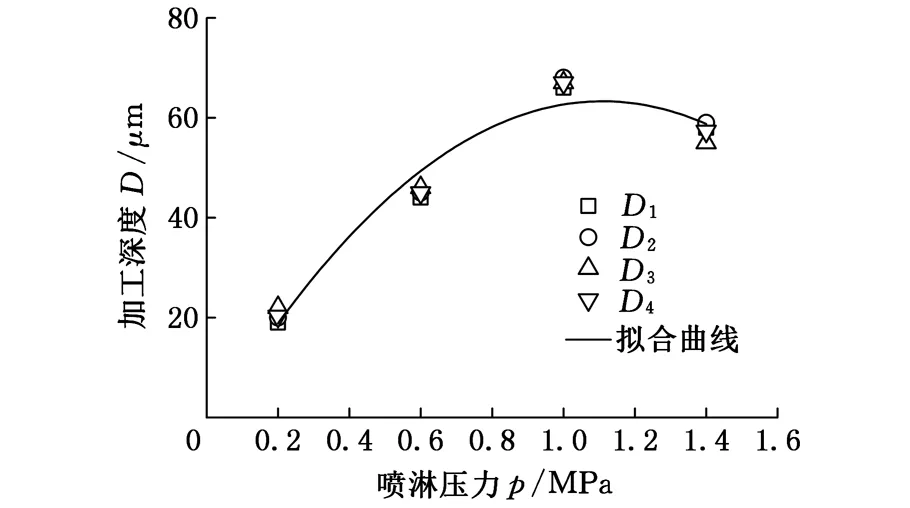
圖6 噴淋壓力對蝕刻深度的影響
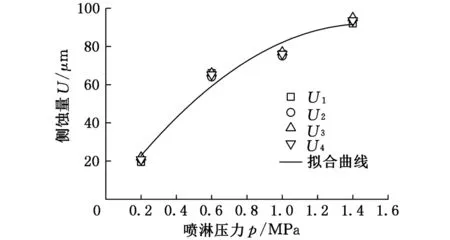
圖7 噴淋壓力對側蝕量的影響
噴淋壓力越大,蝕刻液的物理沖刷力越大,有利于蝕刻反應產物排除,同時促使蝕刻液的更新,及時而新鮮的蝕刻液供給使蝕刻反應充分而高效。蝕刻反應會產生大量的反應熱,蝕刻反應越劇烈,反應熱越多,反應產生的熱量加劇了分子間的活躍程度,有利于蝕刻反應。因此蝕刻深度隨噴淋壓力的增大而增大,McClean[12]在銅的蝕刻研究中得到了相似的結論。然而,隨著噴淋壓力的持續增大,蝕刻液更新速度持續增大,蝕刻液在被加工件表面的駐留時間縮短,蝕刻反應的有效時間縮短,不利于蝕刻反應的充分進行,這與Takechi等[13]研究噴淋壓力對硅的蝕刻反應速率影響的發現相似。因此蝕刻深度增大量減小。“水池效應”是加大側蝕量的重要原因,過大的噴淋壓力下蝕刻速率到達極限,巨大的物理沖刷力減小了“水池效應”,因此側蝕量增大趨于緩慢。圖8所示是在噴淋壓力為0.2MPa下加工的方形陣列微凸結構,微凸高32μm,相鄰微凸結構間寬200μm。圖9所示是在噴淋壓力為1.0MPa下加工的方形陣列微凸結構,微凸高141μm,相鄰微凸結構間寬283μm。
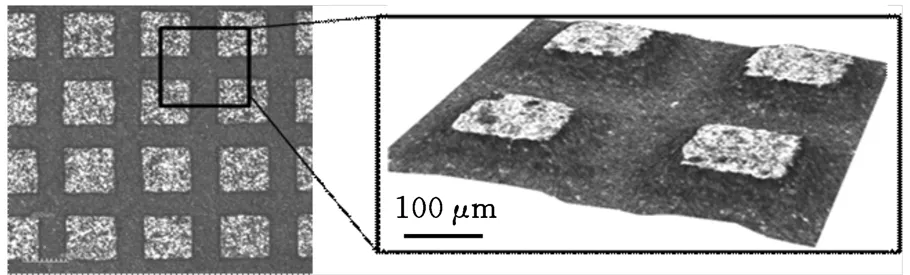
圖8 0.2 MPa噴淋壓力下在模具鋼表面加工的陣列微結構
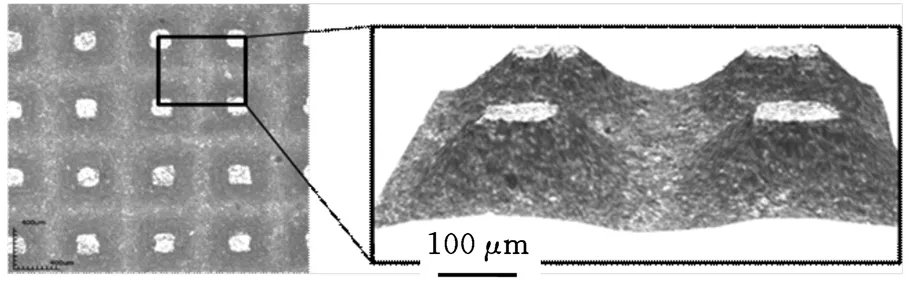
圖9 1.0 MPa噴淋壓力下在模具鋼表面加工的陣列微結構
2.2無棱邊、棱角陣列微結構制造
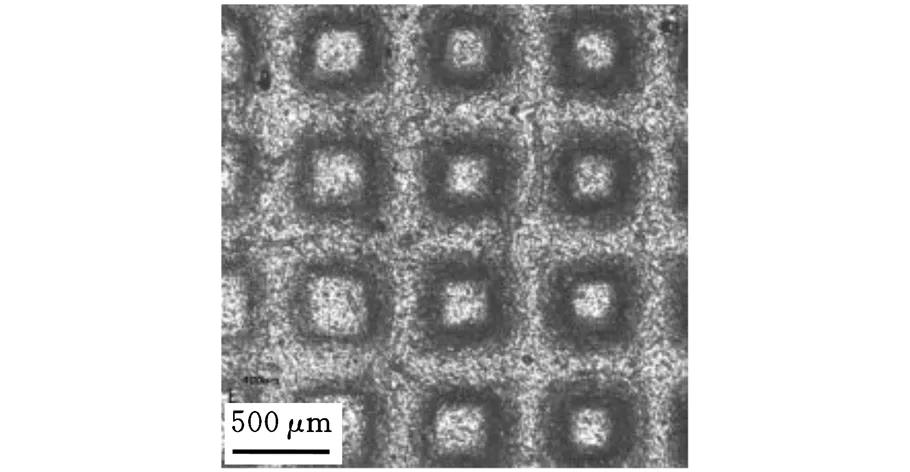
將圖8和圖9的陣列微結構按照1.3節的方式進一步試驗,噴淋壓力仍然分別為0.2MPa和1.0MPa,蝕刻時間為2min。試驗結果如圖10和圖11所示,從圖10中可以看出微結構深度較淺,圖11顯示微結構深度較深,然而它們都展示出無棱邊棱角、過渡平滑、結構均勻的特征。這證明了本文的設計構想。
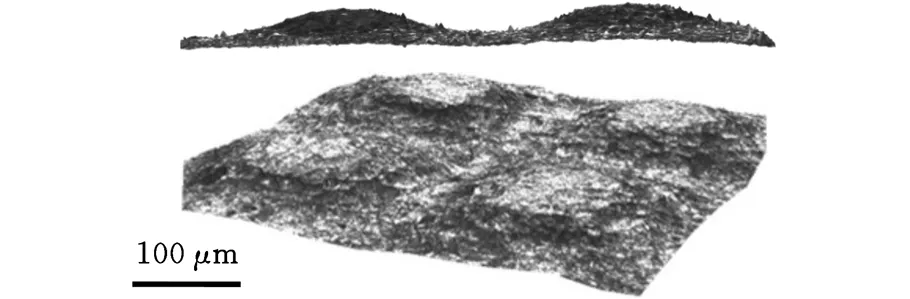
圖10 0.2 MPa噴淋壓力下二次蝕刻加工的陣列微結構
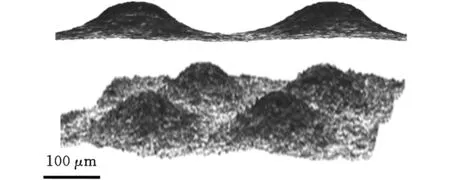
圖11 1.0 MPa噴淋壓力下二次蝕刻加工的陣列微結構
2.3漸變深度陣列微結構制造
按照1.4節所設計的加工工藝,將形如圖8和圖9的陣列微結構進行進一步試驗。加工基本條件為表1中的加工參數,其中一次加工的加工時間為4min,二次加工的加工時間為2min。在兩次加工中,噴淋壓力從左到右依次保持為0.2MPa,0.6MPa,1.0MPa,1.4MPa。在738模具鋼上加工出圖12所示的變深度陣列微凸結構。圖12b為圖12a的橫截面掃描圖。如圖12b所示,隨著噴淋壓力自左到右逐漸增大,微結構深度從左至右逐漸加深,最左側深度為25μm,最右側深度為85μm。觀察圖12a可知,陣列微凸無棱角棱邊、微結構間過渡平滑。因此本文的設計成功地解決了漸變深度微結構問題。
(a)變深度陣列微結構形貌圖
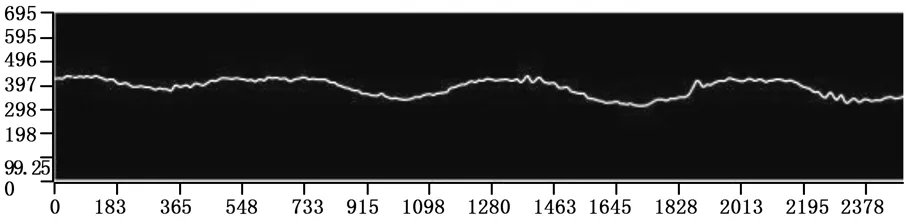
(b)變深度陣列微結構界面曲線圖12 蝕刻加工的變深度陣列微結構
2.4注塑模具陣列微結構制造
通過大量試驗研究和規律分析,在模具鋼表面(包括曲面、轉角處)制作出了圖13所示的黏附度高、尺寸規則的掩模。采用兩次蝕刻加工的方式在注塑模具型腔內部加工出了大面積微結構。蝕刻加工條件如表1所示,其中一次加工時間為4min,二次加工時間為2min。由于“水池效應”,在噴淋壓力均勻一致的情況下,型腔邊緣曲面和轉角面蝕刻速率較快,因此蝕刻深度和側蝕量較模具型腔底面大。為得到型腔曲面和型腔底部均勻一致的微結構,采用變深度加工工藝,即在模具型腔邊緣采用較小的噴淋壓力,由邊緣到模具型腔中心噴淋壓力逐步增大,進而增強型腔底部“水池”的液體流動性,克服蝕刻中的“水池效應”,使得模具型腔邊緣曲面微結構和型腔底面微結構大小一致、均勻平滑。加工結果如圖14所示,微結構呈“山丘”狀,“山丘”高60μm,相鄰兩“山丘”頂部相距500μm。

圖13 注塑模具表面的掩模
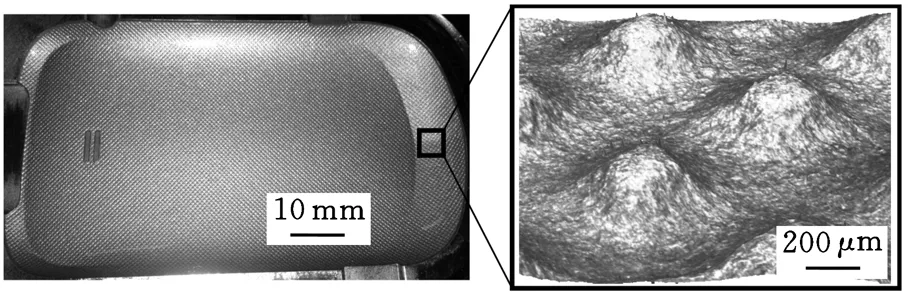
圖14 蝕刻方法在注塑模具表面加工的大面積陣列微結構
3 結論
(1)本文設計的陣列方形掩模及尺寸有利于得到大面積陣列微凸結構。
(2)噴淋壓力對微結構的蝕刻深度和側蝕量有顯著影響。蝕刻深度和側蝕量隨蝕刻液噴淋壓力增大而增大。
(3)一次蝕刻加工的陣列微結構有明顯的棱角棱邊,將去掉掩模的陣列微結構進行二次蝕刻可以有效地去除棱角棱邊,并且微結構間過渡平滑。控制噴淋壓力大小,經過二次蝕刻技術可以得到無棱邊棱角的漸變深度陣列微結構。
(4)本文在80mm×60mm的注塑型腔表面成功加工出介觀尺寸為500μm的陣列微凸結構,微結構過渡平滑、結構均勻。
[1]湯勇,周明,韓志武,等.表面功能結構制造研究進展[J].機械工程學報, 2010,46(23):93-94.
TangYong,ZhouMing,HanZhiwu,etal.ResearchProgressofSurfaceFunctionalStructureManufacturing[J].JournalofMechanicalEngineering, 2010, 46(23):93-94.
[2]周一揚, 黃明珠,李澄,等. 不銹鋼的化學腐蝕加工[J]. 材料保護, 1995, 28(12): 10-11.
ZhouYiyang,HuangMingzhu,LiCheng,etal.TheChemicalEtchingProcessofStainlessSteel[J].MaterialsProtection,1995, 28(12): 10-11.
[3]黃紅光, 郭鐘寧, 王冠. 模具鋼表面陣列微結構蝕刻工藝的實驗研究[J]. 腐蝕科學與防護技術, 2014, 26(2): 194-196.
HuangHongguang,GuoZhongning,WangGuan.ExperimentalStudyonMicroStructureEtchingProcessofDieSteelSurfaceArray[J].CorrosionScienceandProtectionTechnology, 2014, 26(2): 194-196.
[4]田波. 微帶蝕刻工藝影響因素探討[J]. 表面技術, 2004, 33(2): 50-51.TianBo.TheInfluenceFactorsofMicroStripEtchingProcess[J].SurfaceTechnology, 2004, 33(2): 50-51.
[5]RaoPN,KunzruD.FabricationofMicrochannelsonStainlessSteelbyWetChemicalEtching[J].JournalofMicromechanics&Microengineering, 2007, 17(17):N99-N106.
[6]FadaeiTA,ImanianE.ANewEtchantfortheChemicalMachiningofSt304[J].JournalofMaterialsProcessingTechnology, 2004, 149(1): 404-408.
[7]SunL,LiangJ,LiuC,etal.EffectsoftheInitialStencilWidthonStainlessSteelWetChemicalEtching:CombinedModelandExperimentalInvestigations[J].JournalofMicromechanics&Microengineering, 2009, 19(19):442-447.
[8]劉柱方, 蔣利民, 湯儆,等. 金屬銅表面的三維齒狀圖形的化學微加工[J]. 應用化學, 2004, 21(3):227-230.
LiuZhufang,JiangLimin,TangJing,etal.ChemicalMicro-machiningofthe3DDentateStructureontheSurfaceoftheMetalCopper[J].ChineseJournalofAppliedChemistry,2004, 21(3):227-230.
[9]傅玉婷, 巴俊州. 噴淋蝕刻中不銹鋼的側蝕研究[J]. 艦船防化, 2010(4): 15-18.FuYuting,BaJunzhou.SprayEtchingUndercutonDieSteel[J].ChemicalDefenceonShips,2010 (4): 15-18.
[10]LiJia,LiDeliang,MoLing.TheStudyofEtchingProcesswithNitricAcidEtchingSolution[J].SurfaceTechnology,2010,39(3):87-89.
[11]曾凡初, 史書漢. 水池效應對厚銅板蝕刻的影響分析[J]. 印制電路信息, 2012(4): 1-5.
ZengFanchu,ShiShuhan.AnalysisoftheEffectofPoolEffectonThickOpperEtching[J].PrintedCircuitInformation, 2012(4): 1-5.
[12]McCleanJL.EtchantwithIncreasedEtchRate:US,4462861[P]. 1984-07-31.
[13]TakechiK,KanohH,OtsukiS.VeryHighRateandUniformGlassEtchingwithHF/HClSprayforTransferringThin-filmTransistorArraystoFlexibleSubstrates[J].JapaneseJournalofAppliedPhysics, 2006, 45: 6008.
(編輯王艷麗)
EtchingMicromachiningofMicro-structureArraysonInjectionMoldCavitySurface
HuangHongguang1GuoZhongning2YangQuan1
1.GuangzhouAutomoibleGroupCo.,Ltd.,Guangzhou,511434 2.GuangdongUniversityofTechnology,Guangzhou,510006
Asimplemaskwasdesigned,andsmoothrallymicro-structurewasresearched.Itisfoundthatspraypressureisofsignificantinfluencesonthemicro-structurefeature,theetchingdepthandundercutwillincreaseperunittimewhenspaypressureisgrowing.Differentprocessingmethodwithcontrolledspaypressurewasintegratedtomachinerallymicro-structure,suchassmoothrallymicrosalientandgradualdepthrallymicro-structure.Finally,alargerallysmoothmicro-structurewithdiameterof200μm,depthof60μmwasmachined.
chemicaletching;rallysurfacemicro-structure;etchingdepth;undercut;secondary
2015-07-07
國家自然科學基金資助項目(U1134003)
TH16
10.3969/j.issn.1004-132X.2016.17.014
黃紅光,男,1985年生。廣州汽車集團股份有限公司汽車工程研究院工程師。研究方向為模具加工。發表論文10余篇。郭鐘寧,男,1965年生。廣東工業大學機電工程學院教授、博士研究生導師。楊權,男,1969年生。廣州汽車集團股份有限公司汽車工程研究院工程師。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
