熱處理對TC11/LF6異種金屬摩擦焊質量的影響
2016-10-10 05:13:48張昌明許林青侯軍才余少軍
中國機械工程 2016年17期
張昌明 許林青 張 會 侯軍才 余少軍
1.陜西理工大學,漢中,7230012.漢中雙戟摩擦焊接制造技術有限公司,漢中,723001
?
熱處理對TC11/LF6異種金屬摩擦焊質量的影響
張昌明1許林青1張會1侯軍才1余少軍2
1.陜西理工大學,漢中,7230012.漢中雙戟摩擦焊接制造技術有限公司,漢中,723001
對TC11/LF6鈦鋁異種金屬進行了連續驅動摩擦焊接工藝及其焊后熱處理工藝的研究,觀察了熱處理前后焊接接頭焊合區微觀組織并測定了試樣力學性能。研究結果表明:未經熱處理的焊接接頭晶粒較為粗大,有明顯的晶間化合物產生,接頭顯微硬度較高;經280 ℃退火1h后,焊接接頭晶粒均勻細化,焊接界面產生較薄的不連續擴散層;熱處理后接頭晶粒明顯細化,抗彎強度提高10.7%,顯微硬度下降38%。通過組織和力學性能綜合分析,得到最優化的TC11/LF6連續驅動摩擦焊接工藝參數。
TC11鈦合金;LF6鋁合金;連續驅動摩擦焊;焊后熱處理
0 引言
摩擦焊接是一種經濟且有效的連接金屬的固態焊接技術,廣泛應用于航空、航天、機械制造和石油勘探等領域。由于產品性能要求的提升,異種合金連接形成復合結構的應用在工程實際中越來越多[1-4]。連續驅動摩擦焊接是將待焊工件兩端分別固定在旋轉夾具和移動夾具內,工件被夾緊后,位于滑臺上的移動夾具隨滑臺一起向旋轉端移動,移動至一定距離后,旋轉端工件開始旋轉,工件接觸后開始摩擦加熱,待焊的金屬表面經歷了從低溫到高溫的摩擦加熱,并連續發生了塑性變形、機械嵌合、黏結和分子連接的過程變化,形成了一個存在于全過程的高速摩擦塑性變形層,摩擦焊接時的產熱、變形和擴散現象都集中在變形層中。在停車階段和頂鍛焊接過程中,摩擦表面的變形層和高溫區金屬被部分擠碎排出,焊縫金屬經受鍛造,形成了質量良好的焊接接頭[5-6]。
鈦合金與鋁合金在液態的條件下可無限互溶,而在固態時有限互溶,在高溫的條件下易形成TiAl、Ti3Al等多種金屬間化合物[4]。有些金屬間化合物具有很大的脆性,如果焊縫中含有大量的這種脆性化合物,會使焊接接頭變脆甚至導致直接開裂[7-8],因此,采用固態焊接技術是鈦鋁異種金屬焊接的有效途徑。目前,國內外對鈦鋁異種金屬摩擦焊的研究很少,Kimura等[7]嘗試采用Ti-6Al-4V鈦合金和AA5052鋁合金進行摩擦焊,得到了可以使鈦鋁異種金屬產生冶金結合的工藝參數;傅莉等[8]、馬志鵬等[9]研究了在感應磁場作用下,TC4鈦合金與LD10鋁合金的摩擦焊,發現接頭界面處脆性相較少,且焊后熱處理可增大合金元素的擴散區域。本文對TC11鈦合金與LF6鋁合金的摩擦焊進行了研究,旨在分析焊接及熱處理工藝對其接頭組織和性能的影響,并確定最優化工藝參數。
1 實驗過程
1.1實驗用設備及實驗材料
研究所采用的焊接材料為TC11鈦合金,尺寸為φ40mm×100mm(移動端)和LF6防銹鋁棒料,尺寸為φ40mm×100mm(旋轉端);實驗所用焊接設備是由漢中雙戟摩擦焊接制造技術有限公司提供的C320型連續驅動摩擦焊機。
1.2焊接及熱處理過程
1.2.1焊接工藝參數的確定
本次研究涉及的主要工藝參數包括:一級摩擦壓力pm1、二級摩擦壓力pm2、頂鍛壓力pd、一級摩擦時間tm1、二級摩擦時間tm2、頂鍛時間td、主軸轉速n。具體數值見表1。
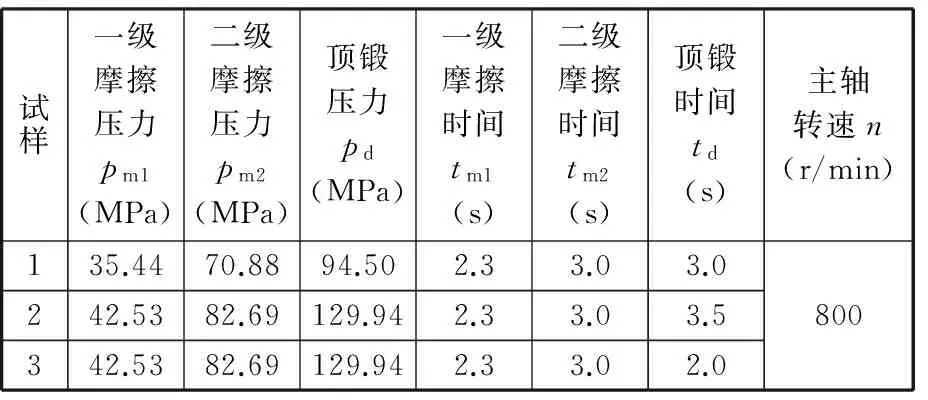
表1 焊接工藝參數
1.2.2TC11/LF6連續驅動摩擦焊焊接過程
焊接實驗在C320型連續驅動摩擦焊機上進行,其主軸電機功率為30 kW,主軸轉速選為可達1470 r/min,最大頂鍛力為320 kN,焊件直徑為18~50 mm。焊前試件端面采用纖維砂輪拋光去除氧化物,同時采用自制夾具進行裝夾焊接,焊接后接頭如圖1所示。

(a)試樣1接頭 (b)試樣2接頭 (c)試樣3接頭圖1 各試樣焊后接頭
1.2.3熱處理過程
焊后采用SX-4-109型箱式電子爐對TC11/LF6摩擦焊接接頭試樣進行去應力退火處理。退火工藝參數如下:退火溫度分別為240 ℃、260 ℃、280 ℃、300 ℃、320 ℃,保溫時間為1 h,冷卻方式為砂冷。
1.2.4組織性能測試
選取具有典型力學性能的焊接接頭制備金相試樣,用XJL-02A型立式金相顯微鏡觀察采用不同工藝條件得到的試樣的金相顯微組織。彎曲試驗的試樣尺寸為50 mm×4 mm×5 mm(長×寬×高),在CMT5105型微機控制電子萬能試驗機上進行彎曲試驗。采用自動顯微硬度儀來測定試樣接頭區的顯微硬度。
2 實驗結果及分析
2.1熱處理前后顯微組織觀察分析
2.1.1熱處理前顯微組織
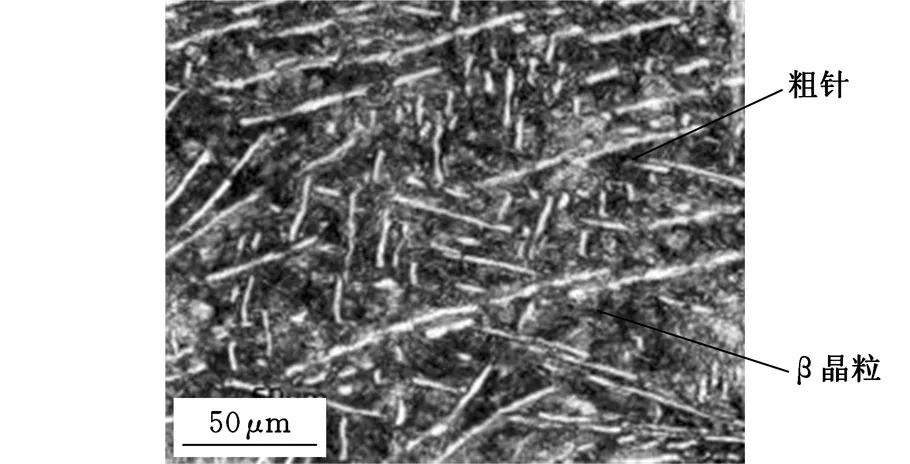
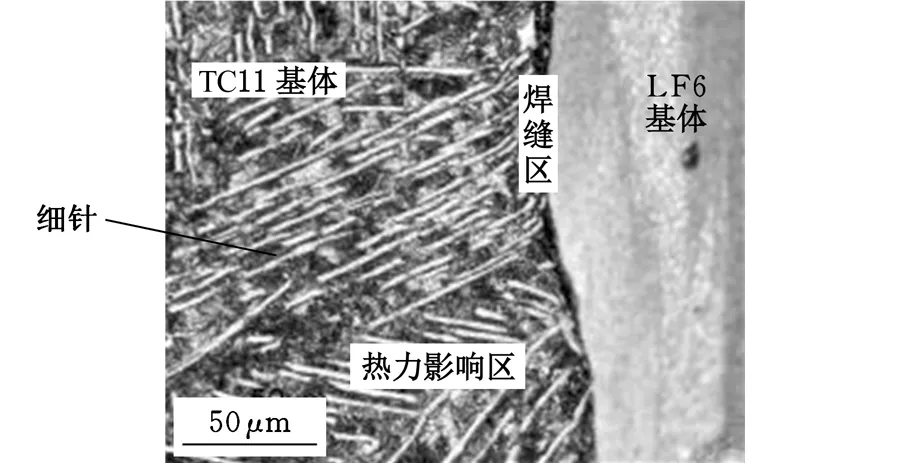
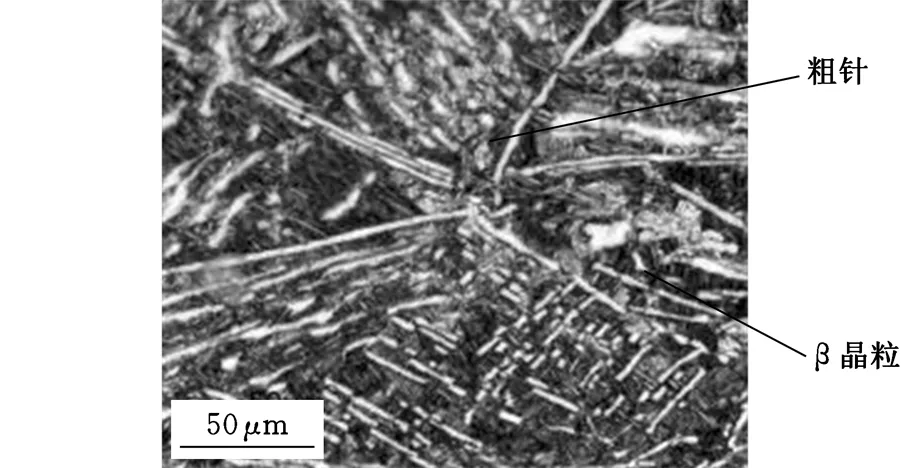
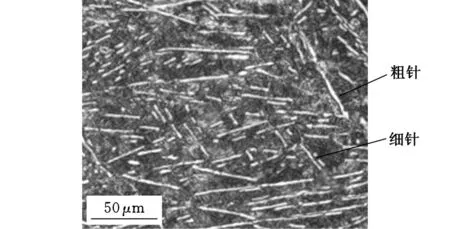
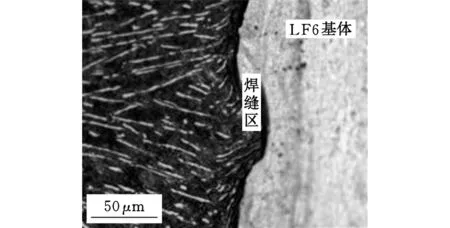
圖2a為熱處理前TC11顯微組織,其中,黑色部分為基體,白色部分為強化相,是針狀α+β組織,即粗大的原始β晶粒和晶內的粗針或細針組織。這是TC11和LF6連續驅動摩擦焊接時產生的摩擦熱使合金在β區加熱變形的結果。圖2b為TC11近焊縫區的顯微組織。由圖2b可知,近焊縫區TC11基體組織晶粒細小,部分長針狀組織破碎,組織較TC11基體組織更致密。在焊縫區焊接界面晶粒細小,組織致密,可產生細晶強化,改善焊縫韌性。出現這種變化的原因為:試樣在摩擦焊接時,界面區的晶粒被破壞而變細小,再施加一定的壓力,界面區組織變得更加致密,從而提高了焊接接頭的韌性及強度。
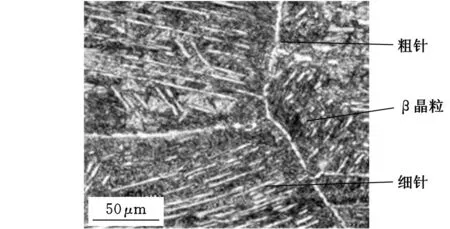
(a)TC11母材的顯微組織
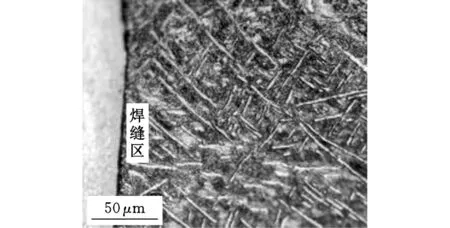
(b)TC11近焊縫區的顯微組織 圖2 TC11合金焊后顯微組織
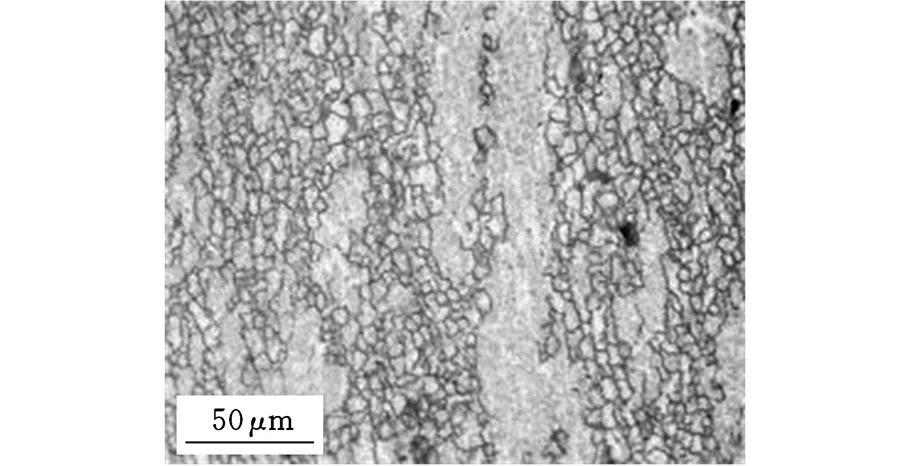
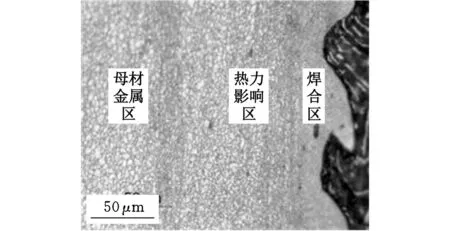
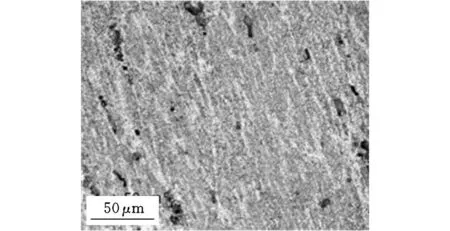
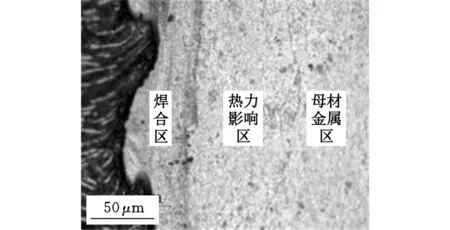
圖3a為LF6母材顯微組織,LF6母材晶粒形狀規則,呈等軸狀,晶粒粗大。圖3b為近焊縫區LF6的顯微組織,近焊縫區LF6的晶粒顆粒形狀不規則,晶粒細小,部分晶粒破碎,組織較LF6母材組織更致密。在焊縫區焊接界面晶粒細小,組織致密,可產生細晶強化,改善焊縫韌性,提高焊接接頭的韌性及強度。

(a)LF6母材的顯微組織

(b)近焊縫區LF6的顯微組織圖3 LF6合金焊后顯微組織
2.1.2熱處理后顯微組織
圖4~圖9是在主軸轉速為800r/min、一級摩擦壓力為42.53MPa、二級摩擦壓力為82.69MPa、頂鍛壓力為129.94MPa、一級摩擦時間為2.3s、二級摩擦時間為3.0s、頂鍛時間為2s時,TC11和LF6在退火溫度分別為260 ℃、280 ℃、320 ℃時接頭試樣的顯微組織。
(a)TC11母材的顯微組織
(b)近焊縫區TC11的顯微組織圖4 260 ℃退火后TC11母材與近焊縫區顯微組織
(a)TC11母材的顯微組織
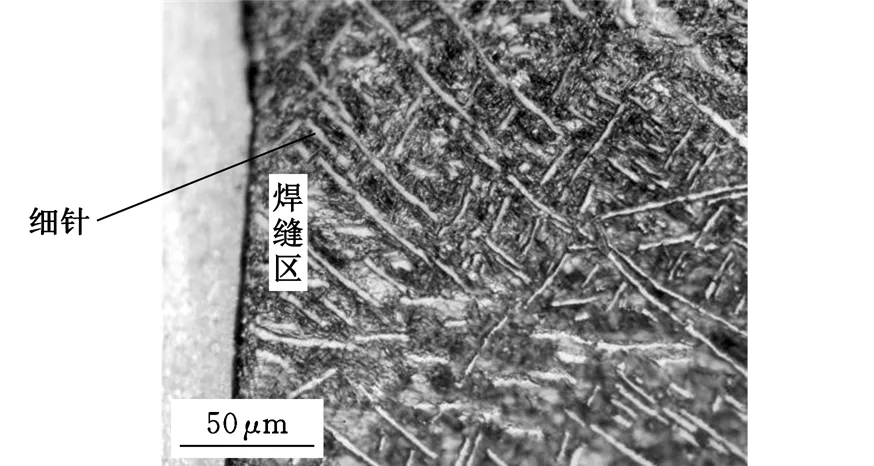
(b)近焊縫區TC11的顯微組織圖5 280 ℃退火后TC11母材與近焊縫區顯微組織
(a)TC11母材的顯微組織
(b)近焊縫區TC11的顯微組織圖6 320 ℃退火后TC11母材與近焊縫區顯微組織
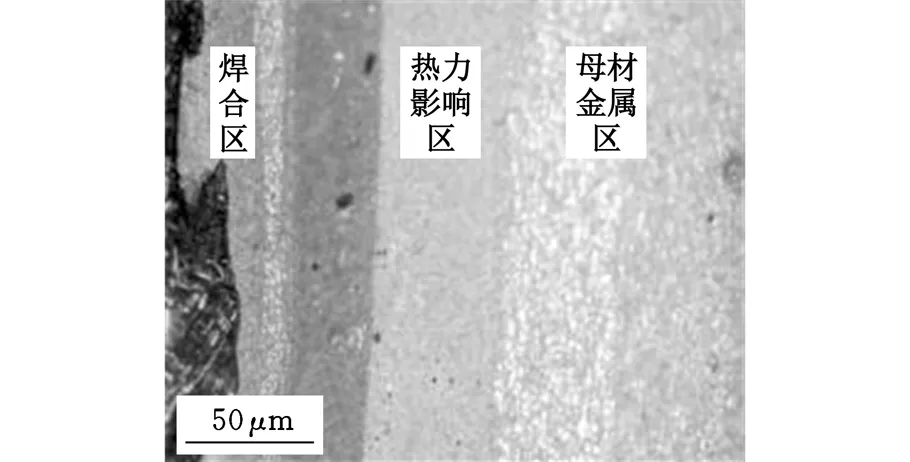
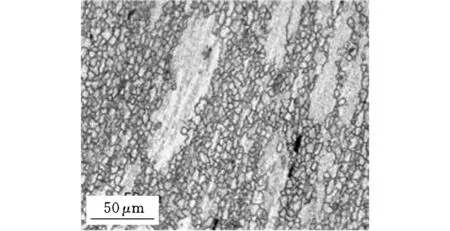
由圖4~圖9可知,與TC11母材組織和LF6母材組織相比,以及與退火前的組織相比,近焊縫區組織都更加細小,也更加致密。退火后,焊接接頭中產生的脆性相減少,即退火改善了焊接接頭的性能,使焊接接頭的韌性及強度得到提高。經過退火,熱影響區也有所擴大,這可以提高摩擦焊接接頭的結合強度,使異種金屬焊接更加牢固,接頭強度也隨之提高,母材和近焊縫區基體的顯微
(a)LF6母材的顯微組織
(b)近焊縫區LF6的顯微組織圖7 260 ℃退火后LF6母材與近焊縫區顯微組織
(a)LF6母材的顯微組織
(b)近焊縫區LF6的顯微組織圖8 280 ℃退火后LF6母材與近焊縫區顯微組織
組織晶粒更加細小;溫度越低,TC11與LF6之間的擴散系數越小,擴散時間越短,TC11與LF6焊接界面處不易生成金屬間化合物,但會產生少量的固溶體及擴散層,TC11與LF6間原子的擴散能增強TC11/LF6間結合面的強度,提高TC11/LF6焊合面的性能。
(a)LF6母材的顯微組織
(b)近焊縫區LF6的顯微組織圖9 320 ℃退火后LF6母材與近焊縫區顯微組織
2.2TC11/LF6摩擦焊接接頭試驗結果及分析
表2所示為各試樣退火前后彎曲試驗結果。
其中試樣2的焊接接頭在退火溫度為240 ℃時,抗彎強度為95.97MPa,最大彎曲力為0.28kN,比退火前的接頭試樣的平均值大。采用表1中試樣3焊接參數得到的焊接接頭在退火溫度為320 ℃時,抗彎強度為87.80MPa,比退火前的接頭試樣的平均抗彎強度大,最大彎曲力為0.27kN。
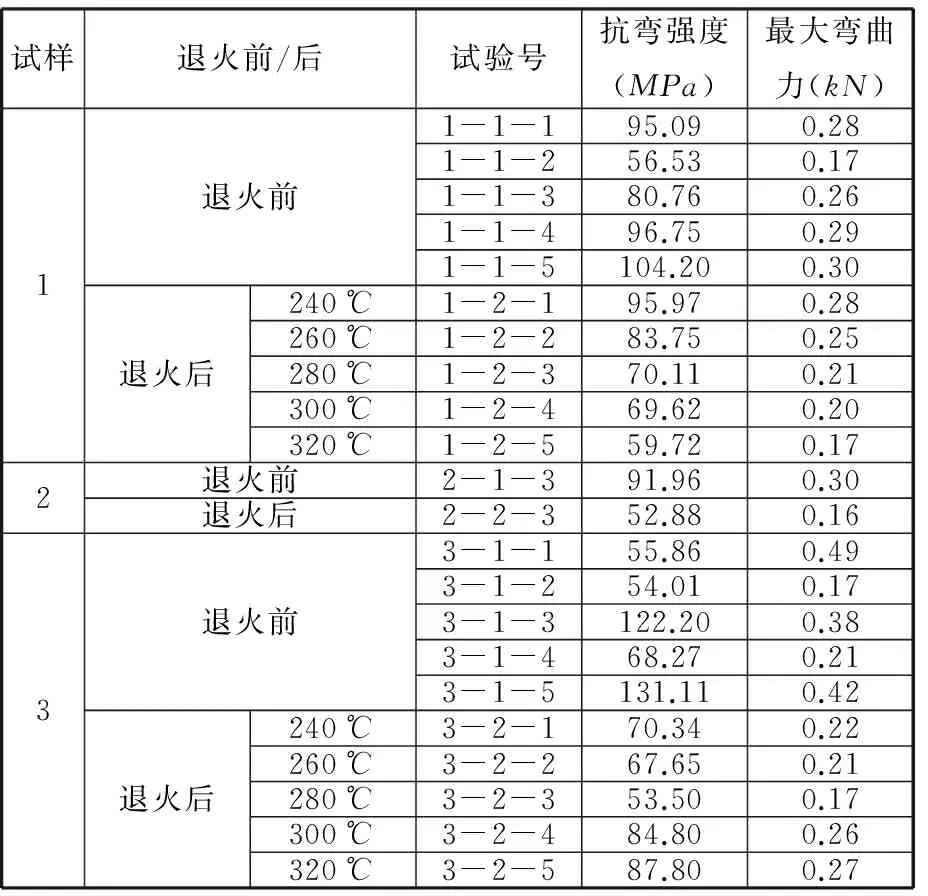
表2 彎曲試驗結果
2.3熱處理前后顯微硬度結果與分析
表3為優化參數TC11/LF6連續驅動摩擦焊接接頭熱處理前后的硬度在軸向距焊縫的硬度值。其中距離為0處代表焊縫位置,負值代表LF6側,正值代表TC11側。從表3中可看出,熱處理后焊縫區硬度大幅提高;熱處理前后鈦側硬度整體高于鋁側及焊縫區,這是由于TC11和LF6性能差異較大,焊縫處的硬度受兩種金屬的影響,在摩擦焊接熱作用、頂鍛力以及摩擦力作用下,近焊縫處組織致密,產生細晶強化,硬度值增大,所以導致最終的結果是焊縫處的硬度略低于鈦基體的硬度。同時發現,熱處理后焊縫區硬度與未熱處理時相比下降了約38%。

表3 熱處理前后硬度結果(HV) MPa
3 結論
(1)當TC11/LF6連續驅動摩擦焊接工藝參數優化為主軸轉速為800r/min、一級摩擦壓力為42.53MPa、二級摩擦壓力為82.69MPa、頂鍛壓力為129.94MPa、一級摩擦時間為2.3s、二級摩擦時間為3.0s、頂鍛時間為2.0s時,TC11/LF6摩擦焊接接頭具有良好的力學性能。TC11/LF6摩擦焊接試樣在室溫下的抗彎強度較高,摩擦焊接接頭結合良好。
(2)研究了熱處理溫度對TC11/LF6摩擦焊接試樣組織及性能的影響。熱處理前,焊接接頭組織晶粒粗大,有明顯的晶間化合物產生,焊接接頭顯微硬度較高,使得焊接接頭在彎曲試驗中易發生脆性斷裂。當熱處理溫度為280 ℃時,TC11/LF6焊接界面產生較薄的不連續的擴散層,鋁基體的顯微硬度有所上升,鈦基體的硬度分布均勻了。
(3)熱處理后,接頭晶粒明顯細化,抗彎強度提高了10.7%,顯微硬度下降38%,說明焊后熱處理對焊接接頭的組織和性能有明顯的改善作用。
[1]白建紅,傅莉,杜隨更.鈦合金/純鋁異種金屬摩擦焊接工藝[J].焊接學報,2006,27(11):50-52.
BaiJianhong,FuLi,DuSuigeng.FrictionWeldingTechnologybetweenTitaniumAlloyandPureAluminum[J].TransactionsoftheChinaWeldingInstitution,2006,27(11):50-52.
[2]黃鵬飛,盧振洋,高文寧,等.鋼鋁異種金屬的低能量焊接法[J].機械工程學報,2009,45(11):295-298.
HuangPengfei,LuZhenyang,GaoWenning,etal.LowEnergyWeldingTechnologyinBondingSteelwithAluminum.[J].JournalofMechanicalEngineering,2009,45(11):295-298.
[3]吉玲.鋼鋁異種金屬連接方法現狀分析[J].電焊機,2009,39(12):102-104.
JiLing.AnalysisabouttheJointingStatusforDissimilarMaterialsofSteelwithAluminum[J].ElectricWeldingMachine,2009,39(12):102-104.
[4]胡經洪.Ti/Al的交流TIG焊接工藝[J].焊接,2002(5):28-30.HuJinghong.AlternatingCurrentTIGWeldingProce-dureTi/Al[J].Welding&Joining,2002(5):28-30.
[5]ChenYC,NakataK.MicrostructuralCharacteriza-tionandMechanicalPropertiesinFrictionStirWeldingofAluminumandTitaniumDissimilarAlloys[J].Materials&Design,2009,30(3):469-474.
[6]陳國慶,馮吉才,何景山,等.TiAl基合金及其連接技術的研究進展[J].焊接,2007(1):16-20.
ChenGuoqing,FengJicai,HeJingshan,etal.ResearchProgressinBondingTechnologyofTiAl-basedAlloys[J].Welding&Joining,2007(1):16-20.
[7]Kimura,M,Nakamura,S,Kusaka,M,etal.MechanicalPropertiesofFrictionWeldedJointbetweenTi-6Al-4VAlloyandAl-MgAlloy(AA5052)[J].ScienceandTechnologyofWelding&Joining, 2005, 10(6), 666-672.
[8]傅莉, 杜隨更, 白建紅.TC4鈦合金與LD10鋁合金感應摩擦焊接頭的組織與性能[J].中國有色金屬學報. 2007,17(2):228-232.
FuLi,DuSuigeng,BaiJianhong.MicrostructuresandPropertiesofInductionFrictionWeldedJointofTC4TiAlloyandLD10AlAlloy[J].TheChineseJournalofNonferrousMetals,2007,17(2):228-232.
[9]馬志鵬,張旭昀,郭光偉.鈦合金與鋁合金異種金屬焊接研究現狀[J].兵器材料科學與工程,2014,37(5):128-132.
MaZhipeng,ZhangXuyun,GuoGuangwei.ResearchStatusofWeldingofTi/AlDissimilarAlloy[J].OrdnanceMaterialScienceandEngineering,2014,37(5):128-132.
(編輯盧湘帆)
EffectsofHeatTreatmantonFormationandMechanicalPropertiesQualityofTC11andLF6DissimilarMetalFrictionWeldingSeam
ZhangChangming1XuLinqing1ZhangHui1HouJuncai1YuShaojun2
1.ShaanxiSci-TechUniversity,Hanzhong,Shaanxi,723001 2.HanzhongShuangjiFrictionWeldingManufactureTechnologyCo.Ltd.,Hanzhong,Shaanxi,723001
Thecontinuousdrivefrictionweldingandpost-weldheattreatmentprocessofTC11titaniumalloyandLF6stainresistantaluminumalloywerestudied.Themicrostructuresofweldingzonebeforeandafterheattreatmentwereobserved,andthemechanicalpropertiesweretested.Theconclusionsareasfollows:beforeheattreatment,thegrainsizeofweldzoneiscoarsened;intermetalliccompoundsmaybeobservedclearlyandthemicroVickershardnessincreases.AdiscontinuousthindiffusionlayerformsintheTC11/LF6weldinginterfaceafterheattreatmentat280 ℃.Afterheattreatment,thegrainsizeofweldzoneisfine,thebendingstrengthincreasesby10.7%,andthemicroVickershardnessdecreasesby38%.Theoptimalfrictionwildingparametersweredeterminedapplyingthebendingtestsandmicrostructureanalysis.
TC11-alloy;LF6-alloy;continuousdrivefrictionwelding;postweldheattreatment
2015-11-02
陜西省教育廳產業化項目(15JF014)
TG453.9
10.3969/j.issn.1004-132X.2016.17.020
張昌明,男,1978年生。陜西理工大學機械工程學院副教授。 主要研究方向為機械設備及成形工藝控制。發表論文20余篇。許林清,男,1986年生。陜西理工大學材料科學與工程學院講師。張會,女,1976年生。陜西理工大學材料科學與工程學院副教授。侯軍才,男,1980年生。陜西理工大學材料科學與工程學院副教授。余少軍,男,1968年生。漢中雙戟摩擦焊接制造技術有限公司高級工程師。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
