凝膠注模法制備多孔莫來石陶瓷的顯微結構研究
2016-10-14 08:43:00黃建國趙文茹
硅酸鹽通報 2016年4期
江 超,黃建國,趙文茹
(華東理工大學材料科學與工程學院,上海 200237)
?
凝膠注模法制備多孔莫來石陶瓷的顯微結構研究
江超,黃建國,趙文茹
(華東理工大學材料科學與工程學院,上海200237)
本文重點研究了凝膠注模法制備多孔莫來石陶瓷的過程中固含量、表面活性劑量、攪拌速度等參數(shù)對多孔陶瓷顯微結構的影響。結果表明,多孔陶瓷的氣孔率、孔徑尺寸和連通性可以通過控制制備過程參數(shù)來進行調節(jié)。當固含量從40wt%增加到70wt%,樣品的開孔率和總氣孔率分別從88.49%和91.27%降低到76.94%和83.04%,而密度從0.276 g·cm-3增加到0.536 g·cm-3。當表面活性劑濃度由0.25wt%增加到1wt%時,樣品開孔率基本保持不變,總氣孔率先由84.34%增加到93.26%,再減小到87.63%;密度則由0.413 g·cm-3減小到0.378 g·cm-3,再增加到0.391 g·cm-3。當攪拌速度由1000 r/min增加到1800 r/min時,開孔率由78.12%減小到72.85%,總氣孔率則由79.95%先增加至84.18%,再減小到77.09%。
多孔陶瓷; 莫來石; 凝膠注模
1 引 言
由于多孔陶瓷獨特的結構特征,使其具有高比表面積、良好的抗熱震性、抗腐蝕性和機械性能[1,2],因而被廣泛應用于各種領域,如熱氣體過濾材料、吸聲材料、高溫相變蓄熱材料模板等[3,4]。
生產多孔陶瓷的方法很多,傳統(tǒng)的方法包括模板法、有機泡沫浸漬法和直接發(fā)泡法[5,6]。另外,一些新的多孔陶瓷制作方法也得到研究者的關注,如:冷凍干燥法、熱靜壓法和凝膠注模法[7]。和其他方法相比,利用原位高分子聚合的凝膠注模法具有很多優(yōu)點,具體體現(xiàn)在:(1)可制備復雜結構的零部件(2)模具的多樣化(塑料、玻璃、鐵質材料)(3)生坯強度高(4)成本低(5)有機成分易被燒除[8]。
目前,對凝膠注模法生產氧化物和非氧化物陶瓷進行了許多研究[9]。Zhang[10]研究了一種連續(xù)凝膠成型制作多孔陶瓷的方法,獲得了良好的吸聲性能,可望在降低噪聲污染方面提供新的思路。Kim[11]制備出了氣孔率可調的SiC陶瓷,氣孔率在35% 和 95%之間。江東亮[12]制備出了孔徑<10 μm的SiC多孔陶瓷,該SiC材料可望應用于高溫條件下氣體過濾除塵。
越來越多的研究表明,孔的尺寸、形狀和數(shù)量對多孔陶瓷材料的性能有著巨大的影響,多孔陶瓷的潛在應用價值只有當其顯微結構可以剪裁控制時才能發(fā)揮。本文采用凝膠注模法制備莫來石多孔陶瓷,重點研究了固含量、表面活性劑量和攪拌速度對其孔結構的影響。
2 實 驗
2.1原料
采用商業(yè)硅鋁酸鹽粉體,該粉體的化學組成如表1所示。將該粉體在行星球磨機球磨0.5 h,其粒徑D50為2.65 μm,然后放入干燥箱中進行干燥后備用。以丙烯酰胺(AM)作為有機單體,以N,N’-亞甲基雙丙烯酰胺(MBAM)作為交聯(lián)劑,用過硫酸銨溶液(30wt%APS)和四甲基乙二胺溶液(38wt%TEMED)分別作為引發(fā)劑和催化劑,十二烷基硫酸鈉(SDS)作為表面活性劑,檸檬酸銨作為分散劑。

表1 原材料的化學成分
2.2工藝過程
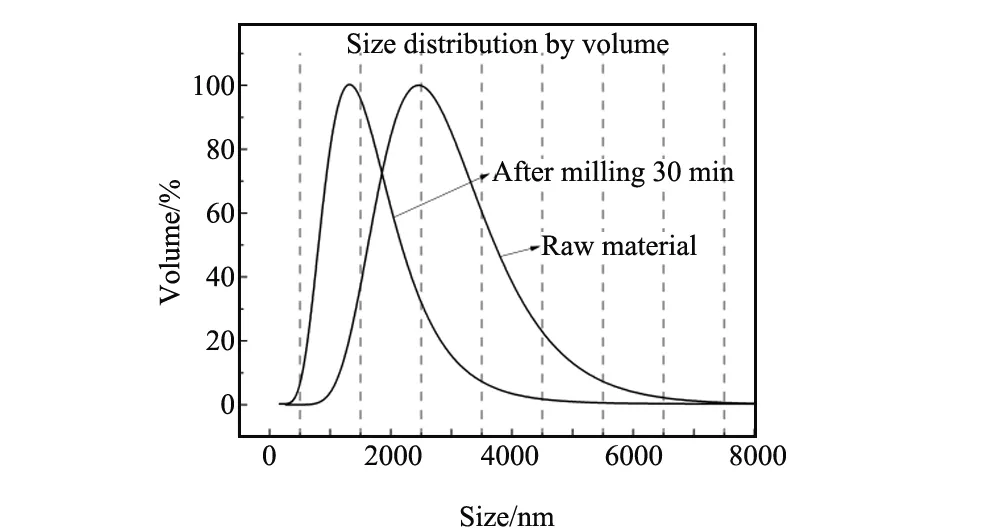
圖1 原粉體和球磨后粉體的粒度特征Fig.1 Particle size characteristics of the original powder and ball milling powder
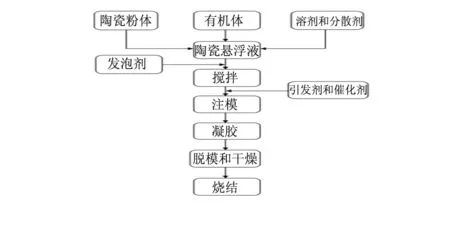
圖2 凝膠注模工藝流程圖Fig.2 Flow chart of the gelcasting process as currently practiced
首先將AM、MBAM和陶瓷粉體混合在去離子水中制成預混液。AM和MBAM的總量保持在15%,二者質量比為3∶1。以粉體質量為基準,加入0.5wt%的分散劑后球磨30 min,此時粉體粒徑D50為1.43 μm,原粉體和球磨30 min后粉體顆粒尺寸分布如圖1所示。將球磨好的懸浮液倒入燒杯中加入一定量的SDS,劇烈攪拌5 min產生泡沫漿料,然后繼續(xù)攪拌加入1wt%TEMED溶液和0.5wt%APS溶液。3 min后,將混合的漿料注入塑料模具中,樣品固化成生坯后進行脫模。樣品先在80 ℃進行干燥,然后放入電爐中在1500 ℃進行燒結。其工藝流程如圖2所示。
2.3性能表征
用動態(tài)光散射儀(ZLS380美國PSS公司)測定粉體粒徑分布。樣品的熱分析通過TG/DTA(TGA/SDTA 851e,Switzerland made)進行分析,在空氣中從40 ℃升溫到1000 ℃,升溫速度為10 ℃/min。使用X射線衍射儀(Geigerflex,Rigaku Co.,Japan)測定燒結樣品的物相組成。用掃描電子顯微鏡(S-4800,日本日立公司)和三維顯微分析儀(VHX-2000,日本Keyence公司)來表征樣品的顯微形貌結構。另外,采用阿基米德原理計算樣品的體積密度和開孔率。樣品的總孔隙率(Xp)根據(jù)公式Xp=100×(1-ρ/ρ0)[13]計算,ρ0是致密固體材料的真密度,可通過氦比重瓶(Accupyc 1330,Micromeritics,Norcross,GA)測得。
3 結果與討論
3.1熱分析
圖3為任意選取一個干燥樣品進行TG/DTA分析曲線。從TG曲線看出,當溫度達到150 ℃時,樣品有3.9%的質量損失,這和物理吸附水的排出有關[14]。當溫度繼續(xù)從150 ℃升到600 ℃,樣品失重加速。同時,DTA曲線上分別在372 ℃、441 ℃和558 ℃出現(xiàn)了三個放熱峰。特別是在372 ℃時出現(xiàn)一個強烈的放熱峰,這表明在此階段有機物發(fā)生了大量的分解。進一步觀察可以看到,在600 ℃以后樣品TG-DTA曲線上沒有明顯的熱效應和質量損失。由此可知本實驗樣品的排膠過程主要發(fā)生在150~600 ℃ 。所以燒結樣品時,在該溫度段宜采用較慢的升溫速度。當溫度在900 ℃到1000 ℃之間時,DTA曲線上出現(xiàn)了一個放熱峰,這可能是由于尖晶石物相的產生所致[15]。
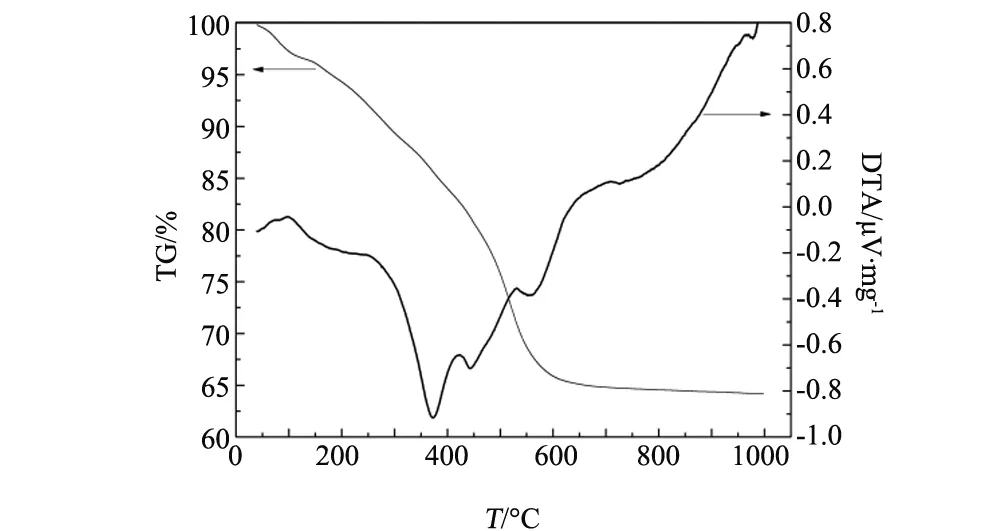
圖3 干燥生坯在空氣中的TG/DTA曲線Fig.3 TG/DTA curves of dried green body in air
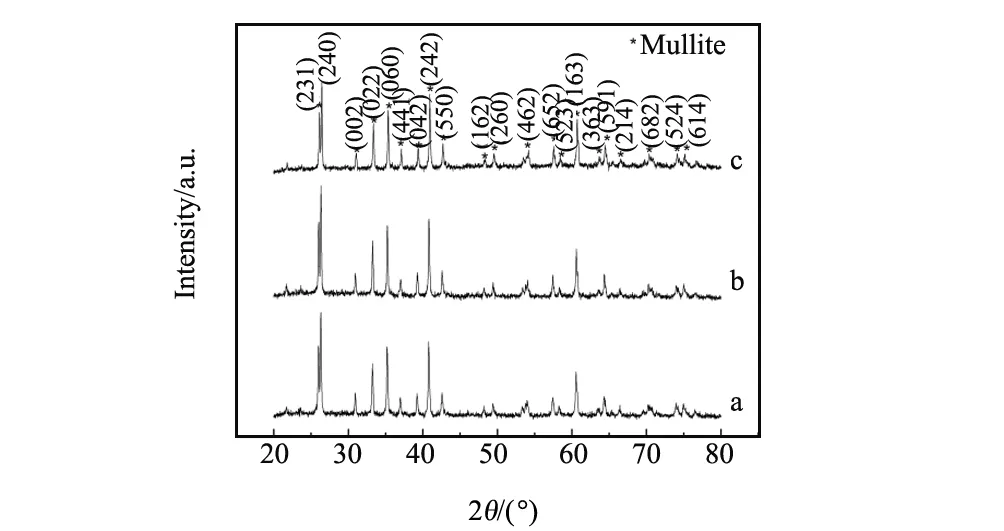
圖4 不同燒結溫度下樣品的XRD圖譜(a-1400 ℃;b-1450 ℃;c-1500 ℃)Fig.4 XRD patterns of the sintered samples at different temperature
3.2物相分析
在不同燒結溫度下樣品的XRD圖譜如圖4所示。可以發(fā)現(xiàn)樣品在1400~1500 ℃的燒結溫度下主晶相是莫來石。但樣品在1500 ℃燒結后具有更高的機械性能,所以本實驗中選擇1500 ℃作為樣品燒結溫度。通常,凝膠注模法制備多孔陶瓷的燒結過程主要可以分為兩個主要的階段:第一階段是有機成分(AM和MBAM)的燒除,第二階段是樣品在高溫下進行燒結。在燒結過程中,由于莫來石生成反應引起的膨脹會對樣品孔徑尺寸有兩種影響。當膨脹比較大而顆粒間結合力相對弱時,膨脹會使顆粒間分離,這會導致孔徑增大。然而,當膨脹比較小而顆粒間結合力非常強大時,顆粒間不能由于膨脹而分離,并且由于膨脹而增加的體積會進入空隙,這使得孔的尺寸和體積減小[16],這表明,燒結溫度越高,樣品平均孔徑尺寸越小。圖5a和5b分別是樣品在1450 ℃和1500 ℃高溫燒結2 h所形成SEM圖像,其中黑色部分(圓圈部分)為孔洞,灰色部分(方框部分)為莫來石陶瓷基體。將這兩個樣品進行比較,后者的平均孔徑尺寸要比前者小。可以認為,1500 ℃時的陶瓷顆粒結合力要比1450 ℃的大,這也是多孔陶瓷樣品在高溫燒結時能夠致密化的重要原因之一。從圖5c看出在1500 ℃時,形成的莫來石晶體呈柱狀且分布均勻,各晶體之間存在縱橫交錯的微孔。
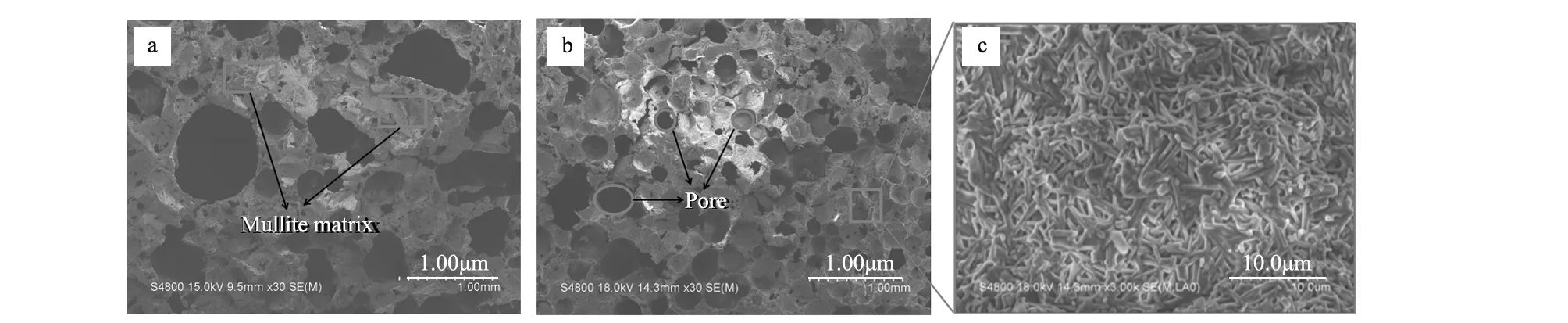
圖5 不同燒結溫度下樣品的SEM圖像(a)1450 ℃;( b,c) 1500 ℃Fig.5 SEM images of the sintered samples at different temperature(a) 1450 ℃;(b,c)1500 ℃
3.3孔結構調控
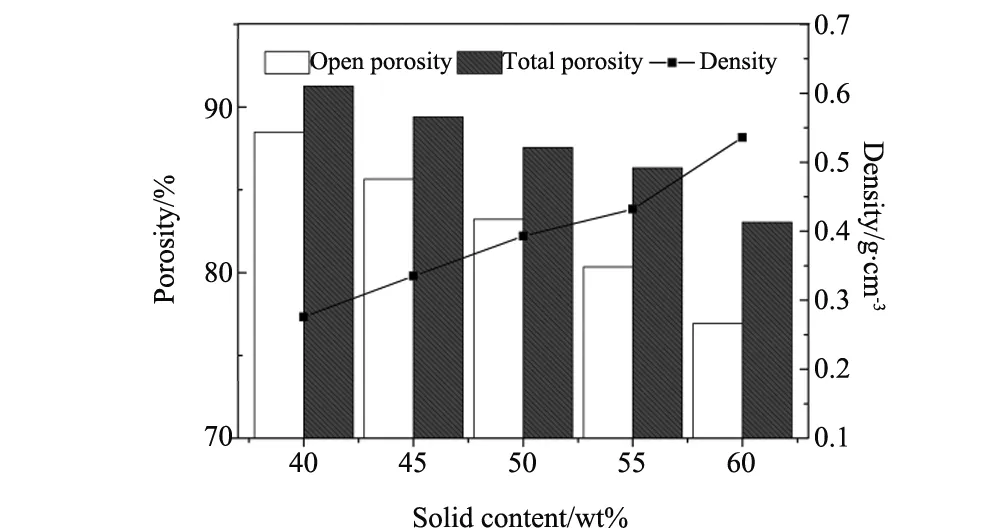
圖6 不同固含量對燒結樣品的氣孔率和密度的影響Fig.6 Effect of different solid content on the porosity and density of sintered samples
為了研究多孔陶瓷的工藝參數(shù)和顯微結構的關系,采用控制變量法制備了一系列不同固含量和表面活性劑濃度的樣品。同時,對攪拌速度的影響也進行了研究。
圖6展示了當表面活性劑濃度為0.25wt%,攪拌速度為800 r/min時,不同固含量對燒結樣品的開孔率、總氣孔率和密度的影響。研究發(fā)現(xiàn):隨著固含量從40wt%增加到70wt%,燒結樣品的開孔率和總氣孔率分別從88.49%和91.27%降低到76.94%和83.04%,而密度從0.276 g·cm-3增加到0.536 g·cm-3。將開孔率和總氣孔率比較時不難發(fā)現(xiàn),隨著固含量增加,閉氣孔所占比例有所增加。因為包含一定數(shù)量固體質點的混合溶液是一個不均勻的多相系統(tǒng),在一定的濃度范圍內,顆粒間的摩擦隨著固含量的增大而增大,從而產生了比較高的粘度。結果,粘度的增加導致了孔數(shù)量的減少和形成閉孔的趨勢增強。
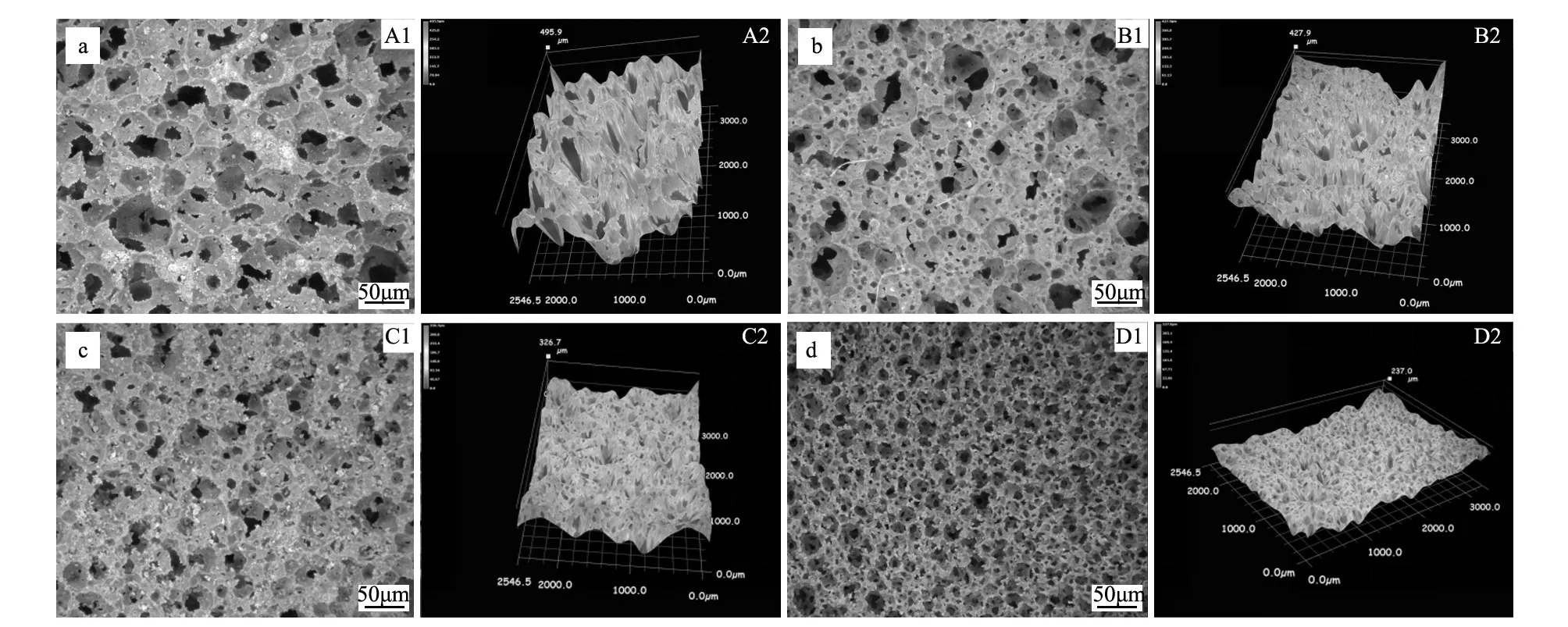
圖7 不同固含量的樣品的顯微結構(a)40wt%;(b)50wt%;(c)60wt%;(d)70wt%Fig.7 Microstructure of samples with different solid content(a)40wt%;(b)50wt%;(c)60wt%;(d)70wt%
圖7(A1、B1、C1和D1)表明樣品的孔徑尺寸隨固含量提高而逐漸減小。根據(jù)先前的研究[17],通過機械攪拌發(fā)泡方法產生的氣泡直徑(D)與漿料密度(ρ)和氣-液界面張力(δ)有關,可表示為:
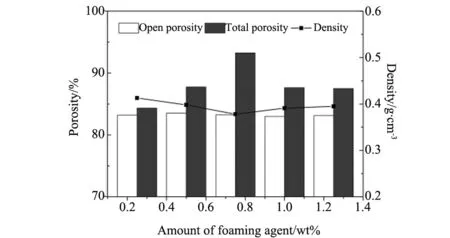
圖8 不同表面活性劑濃度對樣品的氣孔率和密度的影響Fig.8 Effect of different surfactant concentration on the porosity and density of sintered samples
圖7(A2、B2、C2和D2)分別展示了固含量為40wt%、50wt%、60wt%和70wt%的樣品的三維結構。可以看出,樣品D2的氣孔最為均勻,其最大孔徑深度為237.0 μm。然而,樣品A2 的孔徑尺寸比較雜亂無章,其最大孔徑深度為495.9 μm。結果表明,隨著固含量的逐漸增大,樣品的氣孔分布越來越均勻,且平均孔徑尺寸逐漸減小。并且,孔壁上會出現(xiàn)若干個小孔,導致樣品孔與孔之間有非常好的連通性。
選擇漿料的固含量為50wt%,攪拌速度為800 r/min,研究了表面活性劑濃度對孔結構的影響。圖8表明隨著SDS量的增加,樣品的開孔率基本保持不變,但是總氣孔率呈現(xiàn)先增大后減小的趨勢。當SDS濃度由0.25wt%增加到0.75wt%,氣孔率由84.34%增加到93.26%,同時樣品的密度由0.413 g·cm-3降低到0.378 g·cm-3。這是由于帶有長鏈結構的表面活性劑能有效減小溶液的表面張力[18],從而降低溶液的表面張力,這使得溶液中氣泡能夠得到很好地穩(wěn)固,導致樣品總氣孔率的增加。然而,當SDS濃度繼續(xù)增加到1wt%時,樣品氣孔率減小到87.63%,此后氣孔率基本保持不變。與此同時,樣品密度由0.378 g·cm-3增加到0.391 g·cm-3后不再變化。原因可以解釋如下:表面活性劑的臨界膠束濃度(CMC)[16]代表了達到最小表面張力所需的最低表面活性劑的量,當溶液中表面活性劑的濃度超過這一臨界值,溶液表面張力不在變化,樣品的氣孔率不再發(fā)生明顯的變化,此時氣泡尺寸達到基本穩(wěn)定[19]。
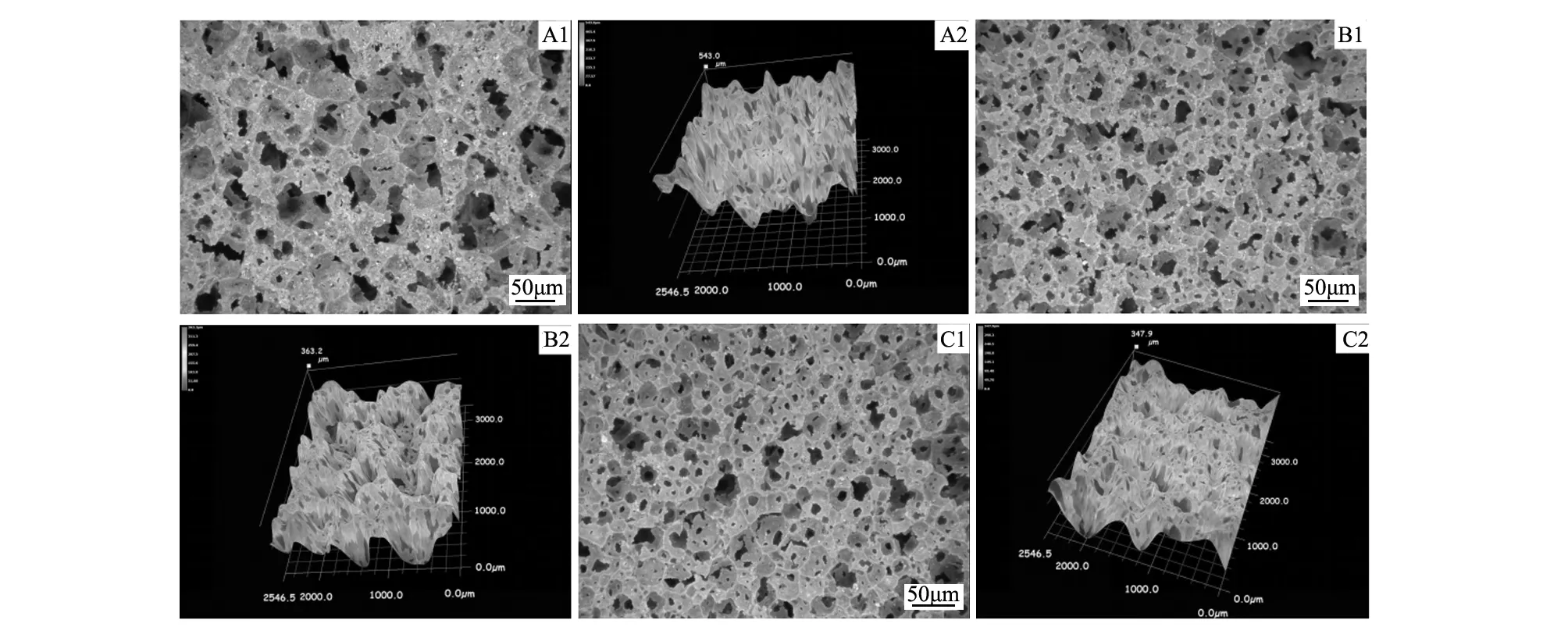
圖9 不同表面活性劑濃度的樣品的顯微結構(A)0.25wt%;(B) 0.75wt%;(C)1wt%Fig.9 Microstructure of samples with different surfactant concentration(A)0.25wt%;(B) 0.75wt%;(C)1wt%
圖9(A1、B1、C1)展示表面活性劑濃度分別為0.25wt%、0.75wt%和1wt%的樣品的孔徑尺寸。當表面活性劑濃度為0.25wt%時,其最大孔徑深度可達到543.0 μm(圖9(A2))。而圖9(B2)表明當表面活性劑濃度為0.75wt%時,氣泡尺寸有明顯的減小,且樣品最大孔徑深度為363.2 μm。如果表面活性劑濃度繼續(xù)增加到1wt%,樣品孔徑大小基本保持不變,此時孔徑深度為347.9 μm(圖9(C2)),這與前面的分析相一致。
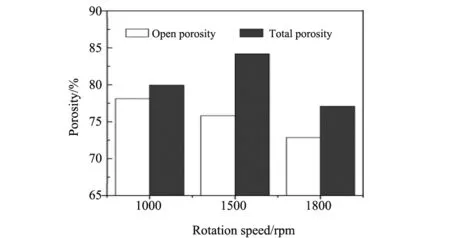
圖10 不同攪拌速度對樣品的氣孔率和密度的影響Fig.10 Effect of different rotation speed on the porosity of sintered samples
圖10顯示制備過程中當保持固含量為50wt%,表面活性劑濃度為0.25wt%時,漿料的攪拌速度對樣品氣孔率的影響。當轉速由1000 r/min增加到1500 r/min時,樣品的開孔率由78.12%降低為75.81%,而總氣孔率由79.95%增加到84.18%,這說明樣品閉孔率在這一過程有明顯的增加。在攪拌器中,當攪拌速度增大時,漿料的旋轉運動加強,導致了大量的空氣被卷入漿料中,從而增加了漿料中顆粒與氣泡接觸的機會。同時,在高轉速下,漿料中卷入的空氣能被葉片高效切割并分散開來,這使得氣泡的流速更加穩(wěn)定,大大提高了莫來石顆粒在氣泡表面粘附的概率,從而增加了氣泡的穩(wěn)定性,導致樣品的總氣孔率增加。這與Schwarz應用CFX軟件中對多相流中氣泡和礦粒的碰撞和粘附過程模擬結果相一致[20,21]。然而,當攪拌速度繼續(xù)由1500 r/min增加到1800 r/min時,樣品的開孔率和總氣孔率分別由75.81%和84.18%下降到72.85%和77.09%。這是由于容器內紊流強度的增大造成的。當容器中攪拌速度增大時,已粘附的顆粒很容易從氣泡表面脫落,這降低了氣泡的穩(wěn)定性,因此導致氣孔率降低[22]。另一方面,隨著葉片對氣泡進行切割的速率增加,樣品孔徑尺寸會逐漸減小且孔徑分布趨于均勻,如圖11(A1、B1、C1)所示。圖11(A2、B2、C2)展示了攪拌速度分別為1000 r/min、1500 r/min和1800 r/min時樣品的三維結構,可以看到不同的攪拌速度對樣品孔徑和均勻性會產生較大的影響。
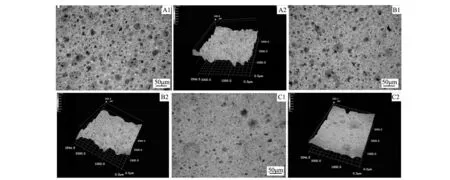
圖11 不同攪拌速度的樣品的顯微結構(A)1000 r/min;(B)1500 r/min;(C)1800 r/minFig.11 Microstructure of samples with different rotation speed(A)1000 r/min;(B)1500 r/min;(C)1800 r/min
4 結 論
(1)凝膠注模法過程參數(shù)會直接影響莫來石多孔陶瓷的孔結構。漿料制備中,隨著固含量的升高,最終樣品的孔隙率和孔徑尺寸會下降,而樣品密度會增大。隨著漿料中表面活性劑質量或者攪拌速度的增加,樣品的孔隙率會有一個先增大后減小的趨勢,樣品孔徑尺寸也會減小。當表面活性劑質量增大到一定量時,樣品的孔隙率和孔徑大小基本保持不變;
(2)通過改變工藝參數(shù),可以利用凝膠注模法制備不同顯微結構特征的莫來石多孔陶瓷,其氣孔率在72.85%~93.26%之間。
[1] Strozi M,Raymundo M,Colombo P.Effect of process parameters on the physical properties of porous geopolymers obtained by gelcasting[J].Ceram.Int.,2014,(40):13585-13590.
[2] Colombo P,Vakifahmetoglu C,Costacurta S.Fabrication of ceramic components with hierarchical porosity[J].J.Mater.Sci., 2010,(45):5425-5455.
[3] Du J,Zhang X,Hong C,et al.Microstructure and mechanical properties of ZrB2-SiC porous ceramic by camphene-based freeze casting[J].Ceram.Int.,2013,(39):953-957.
[4] Giese F,Eigenbrod C,Koch D.A novel production method for porous sound-absorbing ceramic material for high-temperature applications[J].Int.J.Appl.Ceram.Technol.,2011,8(3):646-652.
[5] Wu H,Yin J,Liu X,et al.Aqueous gelcasting and pressureless sintering of zirconium diboride foams[J].Ceram.Int.,2014,(40):6325-6330.
[6] 朱新文,江東亮.有機泡沫浸漬工藝-一種經濟實用的多孔陶瓷制備工藝[J].硅酸鹽通報,2000,19(3):45-50.
[7] 王鵬舉,吳玉萍,應國兵,等.凝膠注模技術制備高強度多孔氮化硅陶瓷[J].硅酸鹽學報,2014,42(12):1496-1500.
[8] Gilissen R,Erauw J P,Smolders A,et al.Gelcasting,a near net shape technique[J].Mater.Des.,2000,(21): 251-257.
[9] Wan T,Yao D,Hu H,et al.Fabrication of porous Si3N4 ceramics through a novel gelcasting method[J].Mater.Lett.,2014,(133):190-192.
[10] Zhang F Z,Kato T,Fuji M,et al.Gelcasting fabrication of porous ceramics using a continuous process[J].J.Eur.Ceram.Soc.,2006,(26):667-671.
[11] Kim Y W,Jin Y J,Eom J H,et al.Engineering porosity in silicon carbide ceramics[J].J.Mater.Sci.,2010,(45) :2808-2815.
[12] Ding S,Zhu S,Zeng Y,et al.Effect of Y2O3addition on the properties of reaction-bonded porous SiC ceramics[J].Ceram.Int.,2006,(32):461-466.
[13] Cilla S M,Colombo P,Morelli M R.Geopolymer foams by gelcasting[J].CeramInt,2014,(40):5723-5730.
[14] Wu H,Li Y,Yan Y,et al.Processing,microstructures and mechanical properties of aqueous gelcasted and solid-state-sintered porous SiC ceramics[J].J.Eur.Ceram.Soc.,2014,(34) :3469-3478.
[15] Brindley G M,Nakahira M.Kaolinite-mullite reaction series:I-III[J].J.Am.Ceram.Soc.,1959,42(7):311-314.
[16] Zawrah M F,Khattab R M,Girgis L G,et al.Effect of CTAB as a foaming agent on the properties of alumina ceramic membranes[J].Ceram.Int.,2014,(40):5299-5305.
[17] 代敬龍,謝廣元,劉姍姍.浮選氣泡尺寸影響因素分析[J].選煤技術,2007,5:7-9.
[18] He X,Zhou X,Su B.3D interconnective porous alμmina ceramics via direct protein foaming[J].Mater.Lett.,2009,(63):830-832.
[19] 鄧麗君,曹亦俊,王利軍.起泡劑溶液的表面張力對氣泡尺寸的影響[J].中國科技論文,2014,9(12):1340-1343.
[20] Koh P T L,Schwarz M P.CFD modelling of bubble-particle attachments in flotation cells[J].Miner.Eng.,2006,(19):619-626.
[21] Koh P T L,Schwarz M P.Modelling attachment rates of multi-sized bubbles with particles in a flotation cell[J].Miner.Eng.,2008,(21):989-993.
[22] 曾克文,薛玉蘭,余永富.浮選槽中固-液-氣三相流中顆粒的速度[J].金屬礦山,2001,(5):21-23.
Microstructure of Porous Mullite Ceramic Prepared by Gelcasting
JIANGChao,HUANGJian-guo,ZHAOWen-ru
(School of Materials Science and Engineering,East China University of Science and Technology,Shanghai 200237,China)
In this research, we investigated the influence of solid content, surfactant concentration and mixing speed on the microstructure of porous ceramics in the process of making porous mullite ceramics by gelcasting. The result revealed that the pore size and connectivity of the geopolymer foams could be efficiently adjusted by controlling some process parameters.With the increase of solid content from 40wt% to 70 wt%, the open porosityand total porosity decreased from 88.49% and 91.27% to 76.94% and 83.04%, respectively. Also, thedensity increased from 0.276 g·cm-3to 0.536 g·cm-3.When the SDS concentration increased from 0.25wt% to 1wt%, the open porosity of the sample remained unchanged, but the total porosity increased from 84.34% to 93.26% at first, and then decreased to 87.63%.In the meantime, the density of the sample decreased from 0.413 g·cm-3to 0.378 g·cm-3at first, and then increased to 0.391 g·cm-3.When the stirring speed increased from 1000 r/min to 1800 r/min, the open porosity of the sample decreased from 78.12% to 72.85%. Simultaneously, the total porosity increased from 79.95% to 84.18% at first, and then decreased to 77.09%.
porous ceramics;mullite;gelcasting
江超(1989-),男,碩士研究生.主要從事無機非金屬材料方面的研究.
黃建國,副研究員.
TQ175
A
1001-1625(2016)04-1311-07