基于外圓磨床的大學生創新設計能力培養
2016-10-18 05:35:30周龍,鄭岳久,劉建國
中國科技信息 2016年18期
關鍵詞:設計
基于外圓磨床的大學生創新設計能力培養
具有創新設計能力是機械類大學生的基本要求。大學生在學校通過現有的資源提高其創新設計能力尤為重要,機床作為機械加工的母機,機床精密和可靠性對機械產品的質量極其重要。上海理工大學機械學院磨削重點實驗室有著豐富的經驗和龐大的機床資源,本文結合大學生畢業設計的要求,提出在外圓磨床進行改進設計方法,該方法設計了一種半剛性的新型磨削工具,以提高磨床的加工精度,通過這樣的實踐來鍛煉和提高學生的創新設計能力。
外圓磨床半剛性磨具裝置總體結構設計
外圓磨床半剛性磨具裝置主要是在原有MG1432A精密磨床進行改造設計的,所設計的外圓磨床半剛性磨具裝置的總體結構簡圖如圖1所示
從以上示意圖可以知道,修整裝置其組成結構包括修整工具、輪軸、軸承、座桿、支座、懸吊桿、試件、頭架、尾架、頂尖、電機等,其中修整工具由變頻電機通過皮帶帶動轉動,工件的轉動通過頭架伺服電機帶動撥桿,接著帶動撥盤,進而帶動試件的轉動。采用伺服電機控制頭架轉動,具有便于實現閉環控制,提高頭架的精度較高和傳動的平穩性等優點。
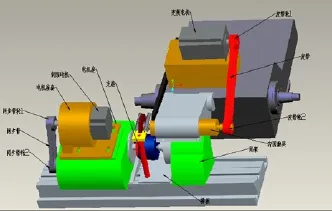
圖1 外圓磨床半剛性磨具裝置的總體結構簡圖
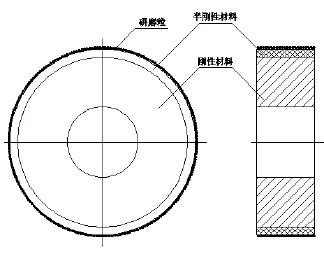
圖2 外圓磨床半剛性磨結構簡圖
半剛性磨具的結構設計
半剛性磨削工具裝置中工具的設計是本課題研究的重點部分之一,也是采用此方法提高精度的一個創新點,結合現有的高精密磨床MG4312A,將其改進并作為試驗平臺,本課題所設計的磨削工具的結構原理簡圖如圖2所示,由外層到內層分別為硬質磨粒或研磨塊層、塑料聚合薄膜、半剛性材料層、剛性基體層四部分組成。
使用的半剛性磨削工具的制作方法為:塑料薄膜由熱真空塑料制備,半剛性層材料選用橡膠或非牛頓流體,與剛型環固接,氯乙烯橡膠將剛性環和塑料薄膜連接, 金剛石或研磨塊粘接在塑料薄膜的外側。磨具則通過螺栓安裝研磨軸相連。這種修整工具通過塑料薄膜使得磨削過程中能夠有一定的剛性,而且通過橡膠的彈性保持對自由曲面完全附著。塑料薄膜的一端連接硬質磨粒或研磨塊,另一端和半剛性層相連接,橡膠層則依附著剛性盤。一般來說,半剛性層是用熱補償法將其固定在鋁制的剛性基體上。
該設計的目的是保證加工過程中,半剛性磨具能完全符合在工件的表面,且各部分壓力不同,可在磨具上增加壓力控制裝置,通過控制壓力進行修整,以達到表面波峰部分去除量大,波谷部分小,最終提高工件輪廓的精度和表面粗超度。
橡膠是作為半剛性材料最廣泛的原材料,其硬度和密度不相同,表面形狀各式各樣。選用熱真空成型塑料附在羊皮紙表面制備塑料薄膜。且塑料層厚度要足夠才能使磨削塊在加工過程中跟磨削區域完全附和,同時保證一定的磨削力。
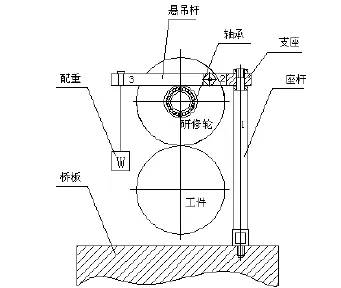
圖3 半剛性磨具壓力控制裝置結構圖
半剛性磨具壓力控制裝置的結構設計
半剛性磨削工具與試件修整中是一個連續的過程,為了提高精度,對試件輪廓波峰部分進行大的去除量,對波谷部分進行小去除,需要控制磨削工具與試件修整時的接觸壓力,為了達到控制修整過程中磨具與試件相對壓力的目的,根據現有的設備條件,設計了半剛性磨具壓力控制裝置方法,半剛性磨具壓力控制裝置的基本結構如圖3所示。
裝置底座固定在MG1432A精密磨床導軌上,座桿1和底座通過螺紋2連接,支座左右對稱,螺紋連接在座桿的頂端,兩端分別連懸吊桿3,使得懸吊桿對磨削工具的壓力穩定、平均的壓在研修輪上,懸吊桿的前端有懸掛孔,用于懸掛重物,可根據到支座連接處中心的距離和到研修輪接觸的距離,利用杠桿原理算出二者的比之關系,進而可以控制懸掛重物的多少來控制施加在研修輪上的正壓力。而在懸掛重物的選擇上最簡單的方式可以添加砝碼,此方法的優點原理簡單、價格低廉;缺點是操作繁雜,且精確度不好控制。
半剛性修整裝置頭架控制系統的設計
將現有高精密磨床MG1432A的頭架部分進行重新設計,同時盡可能的利用現有的設備條件,主要改造以下兩部分:
(1)頭架的改造在原有頭架主軸的基礎上,更換伺服電機或者夠用力矩電機來實現,以便于實現閉環控制,提高頭架的精度較高和傳動的平穩性。
(2)在頭架主軸前端加同步帶輪和編碼器。同步齒形帶可以實現減速傳動,皮帶具有彈性,傳動平穩、噪音少,改造的成本也較低。編碼器作為頭架的轉速和角位移檢測裝置,具有結構簡單、成本低,方便改造的優點。
改造后頭架可進行的控制改變工件轉速修整方法:
(1)定義
調整好并穩定修整工具的參數,修整工具對工件的壓力不變,壓力是通過位移的來實現,修整工具轉速不變,根據回轉類零件的圓度軌跡,來改變構架工件的轉速,按照輪廓的高低調整修整時間,實現工件形狀誤差的修整。
(2)基本理論
1)高點高去除,高點低速度。假設工件順時針轉動,當刀具和工件的接觸點正值工件的高點,這時工件的速度比較慢,以使工件該高點處具有較多的材料去除量。
2)低點少去除,低點高速度。當工件從高點逐漸轉到與修整工具接觸的低點時,這時工件的速度慢慢變快,以使工件該低點處具有較少的材料去除量。
3)快慢結合,逐漸過渡。在有高到低和有低到高的速度變化時,在電機控制條件許可的情況下,兼顧速度的細分和變化的漸進性,可以滿足高出來的地方多去除,低的地方少去除,兼顧曲線光順性,提高工件形狀精度。
(3)算法實現
1)參數初始化:等角度采集數據,確定圓度檢測分度角度α和數據采集點個數n,n=360/α。設置工件轉動極大角速度ωmax,極小角速度ωmin。
2)輪廓數據采集:圓度測量之前,標記好0°位置。用圓度儀半徑變化測量法測量工件圓弧圓度誤差,令分度回轉中心和工件兩端中心孔確定的中心重合,以保證測量的工件圓弧輪廓數據和工件修整加工時的輪廓具有一致性。
結語
基于外圓磨床半剛性磨具方法是一種為實現工件精度和表面粗超度的磨削過程,它利用彈性材料粘接磨粒層作用于工件表面,并通過頭架系統控制工件轉動速度,和壓力調節裝置控制修整過程中的法向壓力,達到去除工件表面材料的目的,實現工件輪廓精度的提高。
本文主要從外圓磨床半剛性磨具裝置總體結構設計、半剛性磨具的結構設計、半剛性磨具壓力控制裝置的結構設計、半剛性修整裝置頭架控制系統的設計四個方面進行創新設計。機械類大學生參與到四個創新設計的整個過程,可以更為全面地提高學生創新設計能力。
10.3969/j.issn.1001- 8972.2016.18.002
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04