
六角換位組合件銼配探討
2016-10-18 17:18:22曾憲榮吳暉輝賴燕君
科技視界 2016年22期
曾憲榮 吳暉輝 賴燕君

【摘 要】本文對六角換位組合件的結(jié)構(gòu)特點、技術(shù)要求、操作難點等進行了分析,并對組合件進行加工工藝分析,制定了組合件中主要零件的加工工藝,分享此類六角組合件保證主要零件精度的的鉗工加工技巧。
【關(guān)鍵詞】六角組合件;鉗工加工;銼配
0 前言
鉗工是機械制造類行業(yè)中重要的工種,在機械生產(chǎn)過程中起著重要的作用。 鉗工是手持工具對金屬表面進行切削加工的一種方法,在加工過程中利用臺虎鉗、手鋸、銼刀、鉆床及各種手工工具去完成目前機械加工所不能完成的工作。鉗工的工作特點是靈活、機動、不受進刀方面位置的限制,即使現(xiàn)在各種先進設(shè)備的出現(xiàn)也都離不開鉗工。
本文以六角換位組合件為例,對組合件銼配進行工藝分析,制定主要零件的鉗工加工工序過程,組合件如圖l所示。
1 組合件分析
該組件是由4個工件修銼配后,使用銷釘、螺釘組裝而成。根據(jù)圖紙要求,加工2個組合后高度為L= 30±0.1mm的楔件(固定楔件2 和活動楔件5),1個六角,然后使用銷、螺釘進行裝配。配合要求件固定楔件2、活動楔件5、六角6無間隙;六角換位6次,L值的公差≤0.02;固定楔件2和底板1兩側(cè)錯位量≤0.02;L=30±0.01時,固定楔件2和活動楔件5兩側(cè)錯位量≤0.02。整個過程經(jīng)過劃線、鋸削、銼削、鉆孔、鉸孔等工序完成,鋸、銼削量較多,尺寸精度和配合精度要求高。
2 工藝要點、難點
2.1 底板1為基準件,為心軸7、銷4等連接件的基準,固定楔件2和底板1兩側(cè)錯位量≤0.02。
2.2 該組合件的難度在于六角6換位6次需滿足尺寸L的公差≤0.02,并且同時滿足固定楔件2和活動楔件5兩側(cè)錯位量≤0.02,則六角加工時對稱度的控制一定要準確,工序安排及測量方法要正確。
2.3 加工六角6時控制對稱度的同時,要使用萬能角度尺精確控制六面間角度。
2.4 先加工底板1,控制好外形尺寸使尺寸公差和形位公差都達到要求,并準確劃線加工心軸孔φ10H7、螺孔2×M5。
2.5 按圖紙加工固定楔件2,除銷孔φ10H7/k6只劃線不加工外,其余加工到尺寸;加工活動楔件5,楔面留0.5mm余量待后修配。
2.6 按工序完成底板1、固定楔件2、活動楔件5、六角6的加工后,使用螺釘3、心軸7安裝好底板1、固定楔件2、六角6,并使用活動楔件5進行試配,此時除活動楔件5外各件的尺寸公差和形位公差應(yīng)加工準確,則可以通過修正活動楔件5楔面部分余量來保證各配合要求,最后按固定楔件2預(yù)劃的銷孔位配作底板1、固定楔件2的銷孔。
3 主要零件的加工
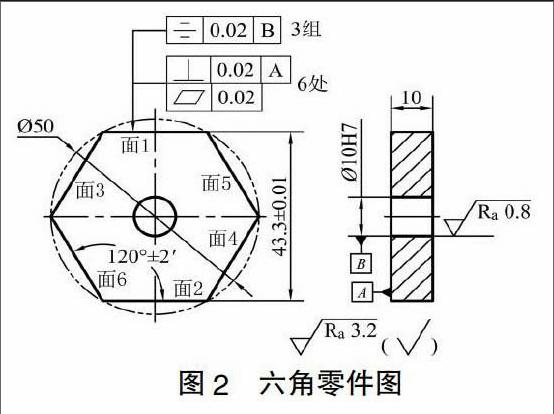
該組合件各零件的加工中,六角6(見圖2)為滿足換位6次仍達到尺寸L的公差≤0.02此要求,六面對基準面的垂直度、對邊面的對稱度均有要求,且對邊尺寸要求達到±0.01mm,故六角6的加工要求最高。六角6加工精確,則修配時省時省力,容易達到圖紙要求。在此主要闡述六角6的加工工藝:
圖2 六角零件圖
3.1 檢查工件的毛坯、整理外形
(1)擦掉毛坯的機油、銹跡并去除毛刺。
(2)用鋼直尺檢查外形尺寸是否有足夠的加工余量,檢查外形精度誤差是否過大。
(3)毛坯外形尺寸符合要求φ55×10mm ,先修整A面作為基準面,再加工平行面,使尺寸達到圖紙要求。此面是加工其它面的第一個基準面,精度要求較高,平面度公差控制在0.02mm范圍以內(nèi)。
3.2 鋸、銼面1
六角的毛坯料外形尺寸φ55mm,由于六角有垂直度、對稱度要求,先加工面1,單邊粗銼加工6mm,以刀口角尺控制平面度和垂直度,并且用游標卡尺測量控制尺寸49±0.1mm。
3.3 鉆、鉸心軸孔φ10H7
在面1加工完成達到要求后,以面1為基準,先將工件放到劃線平板上,用高度劃線尺劃出21.65+0.1mm高度線條(0.1為面1修銼余量),然后將工件面1靠齊V形鐵豎直面,劃出毛坯φ55的中心線,在該線與21.65mm高度線條交點使用樣沖定出中心眼,鉆孔、鉸孔到φ10H7。
3.4 修銼面1到尺寸
借助兩塊固定百分表的觸針在高度26.65mm時歸零,在心軸孔上安裝心軸,使用固定的百分表觸針觸碰心軸最上母線,以此修銼、控制心軸的母線高度26.65mm尺寸精度在±0.01mm范圍以內(nèi),完成面1加工。
3.5 鋸、銼面2
以面1為基準劃43.3+0.1mm(0.1為面2修銼余量,鋸、粗銼面2至劃線尺寸,采用工藝4相同的方法打表精修面2高度26.65mm尺寸精度在±0.01mm范圍以內(nèi),以刀口角尺控制平面度和垂直度。
3.6 劃線確定剩余四面
以工藝4所劃中心線為參考,使用劃線規(guī)劃出六角輔助圓φ50,并以面1、2為參考劃出六角剩余的四條邊,劃線時留0.1mm余量。
3.7 鋸、銼剩余四面
根據(jù)工藝7所劃線,鋸、粗銼面3,粗銼時注意以萬能角度尺精確控制面3與面1的夾角符合120°2′要求,采用工藝4相同的方法打表精修面3高度26.65mm尺寸精度在±0.01mm范圍以內(nèi),以刀口角尺控制平面度和垂直度。然后加工面3對面4,以此類推完成面5、面6的加工。
4 經(jīng)驗總結(jié)
鉗工要在制作高精度的裝配件,首先熟練基本功,特別是銼削平面的基本功是基礎(chǔ);其次要制定合理的加工工藝;第三量具使用要正確,測量位置要合適;再者工、量具準備要充分。在加工的過程中為方便,還要對鉆頭等工具進行適當?shù)男弈ゼ庸ぃb配前需進行綜合檢測、倒角去毛刺等。
【參考文獻】
[1]裝配鉗工.勞動和社會保障部教材辦公室組織[M].中國勞動社會保障出版社,2008.
[2]孫庚午.安裝鉗工手冊[M].河南科學技術(shù)出版社,2010.
[3]范增福,等.鉗工工藝與技能訓練[M].機械工業(yè)出版社,2010.
[4]于曉忠.鉗工操作技能的基礎(chǔ)訓練[J].職業(yè),2011.
