某汽輪機大型管板帶極堆焊數(shù)值模擬及工藝優(yōu)化
2016-10-21 02:41:29熊建坤張峻銘徐健陶德
東方汽輪機 2016年3期
熊建坤,張峻銘,徐健,陶德
(東方汽輪機有限公司,四川 德陽,618000)
?
某汽輪機大型管板帶極堆焊數(shù)值模擬及工藝優(yōu)化
熊建坤,張峻銘,徐健,陶德
(東方汽輪機有限公司,四川 德陽,618000)
管板堆焊技術(shù)是低壓加熱器制造的關(guān)鍵技術(shù),文章利用FORTRAN語言編制了一個新熱源,基于SYSWELD軟件模擬管板帶極堆焊的溫度場和應(yīng)力應(yīng)變場,計算出反變形量,并將其運用到產(chǎn)品上。
帶極堆焊,熱源模型,數(shù)值模擬
1 前言
JD-2600-Ⅰ型低壓加熱器是百萬級火力發(fā)電機組回?zé)嵯到y(tǒng)中的主要設(shè)備,其利用在汽輪機內(nèi)做過部分功的蒸汽,抽至加熱器內(nèi)加熱給水,提高水的溫度,減少了汽輪機排往凝汽器中的蒸汽量,對降低能源損失,提高熱力系統(tǒng)的循環(huán)效率和電廠經(jīng)濟(jì)運行具有重要意義。在低壓加熱器的制造過程中,管板堆焊是一個關(guān)鍵的質(zhì)量控制點,堆焊質(zhì)量直接影響到設(shè)備生產(chǎn)進(jìn)度以及后續(xù)工序,特別是管與管板的焊接質(zhì)量,進(jìn)而影響整個設(shè)備的使用壽命。
傳統(tǒng)的堆焊工藝采用帶極埋弧堆焊技術(shù),在實際操作過程中,考慮到焊接變形和部分加工余量,一般需要堆焊3~4層以保證達(dá)到產(chǎn)品技術(shù)要求中的堆焊層厚度和化學(xué)成分要求。這種大面積的堆焊帶來了一定的制造難度,例如:管板變形嚴(yán)重;而堆焊層數(shù)和堆焊厚度的增加更容易造成較多的重大質(zhì)量問題。對此,為降低質(zhì)量風(fēng)險,縮短制造周期,同時控制成本,擬將工藝進(jìn)行優(yōu)化,適當(dāng)減薄堆焊層厚度,進(jìn)而減少堆焊層數(shù)至2層,并預(yù)期堆焊層化學(xué)成分滿足要求。為解決此工藝優(yōu)化問題,常用的方法是進(jìn)行試驗,但試驗工作量較大,需耗費大量的人力物力,很多時候不能滿足生產(chǎn)需求。
近年來,隨著計算機的發(fā)展,人們對焊接進(jìn)行了數(shù)值模擬研究,以此來準(zhǔn)確分析焊接中的一些現(xiàn)象。其意義在于,根據(jù)對焊接現(xiàn)象和過程的數(shù)值模擬,可以優(yōu)化結(jié)構(gòu)設(shè)計與工藝設(shè)計,從而減少試驗工作量,提高焊接質(zhì)量。通過模擬和計算得到定量的結(jié)果,最終達(dá)到在焊接過程中接頭不出現(xiàn)缺陷,而且能夠滿足規(guī)定的目的。焊接數(shù)值模擬技術(shù)的發(fā)展為焊接生產(chǎn)朝“理論—數(shù)值模擬—生產(chǎn)”模式的發(fā)展創(chuàng)造了條件,使焊接技術(shù)正在發(fā)生著由經(jīng)驗到科學(xué)、由定性到定量的飛躍。
但是,由于管板帶極堆焊是用較長的矩形截面的鋼帶代替圓形截面的焊絲或焊條,其熔池形態(tài)與常規(guī)焊絲或焊條焊接時的熔池形態(tài)差異較大,國內(nèi)外對帶極堆焊的數(shù)值模擬研究又較少,且到目前為止,還沒有成熟的帶極堆焊熱源可用,而常用的無論是高斯熱源或者雙橢球熱源都不適合。本文針對低加管板帶極堆焊,利用FORTRAN語言編制了一個新型熱源,基于SYSWELD軟件模擬管板堆焊的溫度場分布情況及變形情況,從而優(yōu)化工藝,并將其運用到產(chǎn)品上。
2 管板帶極堆焊介紹
2.1管板堆焊結(jié)構(gòu)介紹
管板是低壓加熱器制造的一個關(guān)鍵部件。管板雖然很厚,但與其直徑相比仍屬于較薄件。據(jù)有關(guān)檢驗結(jié)果統(tǒng)計表明:由于管口焊接質(zhì)量問題而導(dǎo)致滲水、漏水的比例占2%~3%。為保證管板與換熱管的焊接是同材質(zhì)間的焊接,要求在材質(zhì)為20MnMo鍛件的管板上堆焊5 mm厚的不銹鋼,如圖1所示。
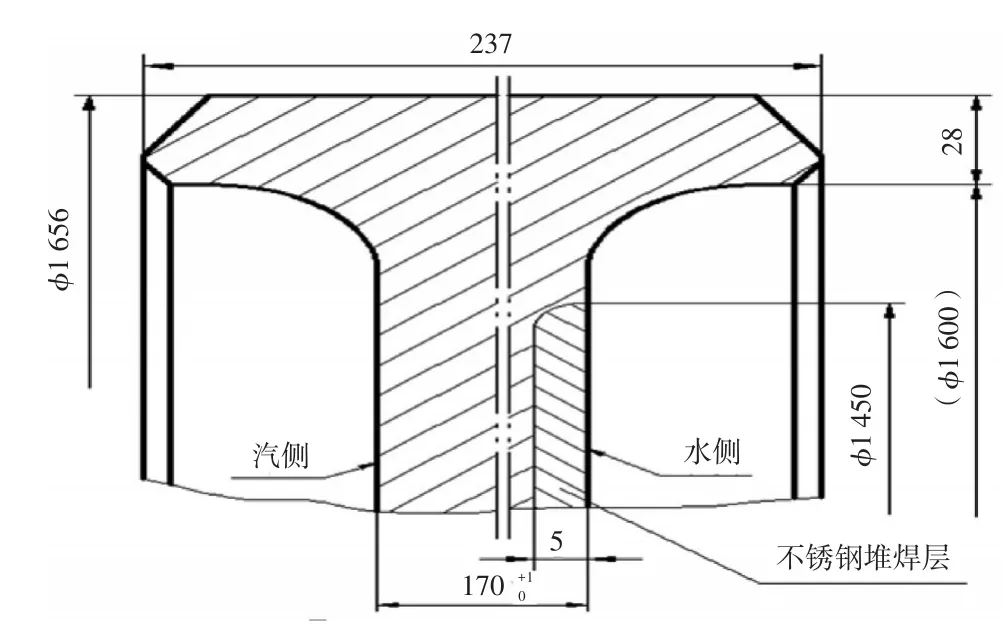
圖1 管板結(jié)構(gòu)圖
2.2管板堆焊工藝介紹
管板堆焊工藝為:根據(jù)生產(chǎn)經(jīng)驗確定反變形量,首先,從中心開始以同心圓向外堆焊過渡層,再熱處理;然后,堆焊第2層耐蝕層以及堆焊第3層耐蝕層;最后,進(jìn)行UT探傷。具體工藝參數(shù)如表1所示。

表1 堆焊工藝參數(shù)
2.3目前存在的問題
(1)堆焊直徑較大,為φ1 450,單面堆焊容易引起較大凹陷變形;
(2)堆焊層厚度大,堆焊越厚,變形越大;
(3)加工余量大,制造周期長。
3 管板堆焊數(shù)值模擬方案
3.1焊接數(shù)值模擬軟件的選擇
在有限元計算方面,現(xiàn)在已經(jīng)有商業(yè)化的大型通用有限元軟件NASTRAN、MARC、ABAQUS、ANSYS等,專門用于分析焊接現(xiàn)象的軟件有:SYSWELD(法)、SIMUFACT(德)、HEARTS(日)等。其中,SYSWELD是世界上最著名的熱處理、焊接模擬和焊接裝配軟件,SYSWELD完全實現(xiàn)了機械、熱傳導(dǎo)和金屬冶金的耦合計算,允許考慮晶相轉(zhuǎn)變及同一時間晶相轉(zhuǎn)變潛熱和晶相組織對溫度場的影響。幾種焊接軟件對比分析如表2所示。
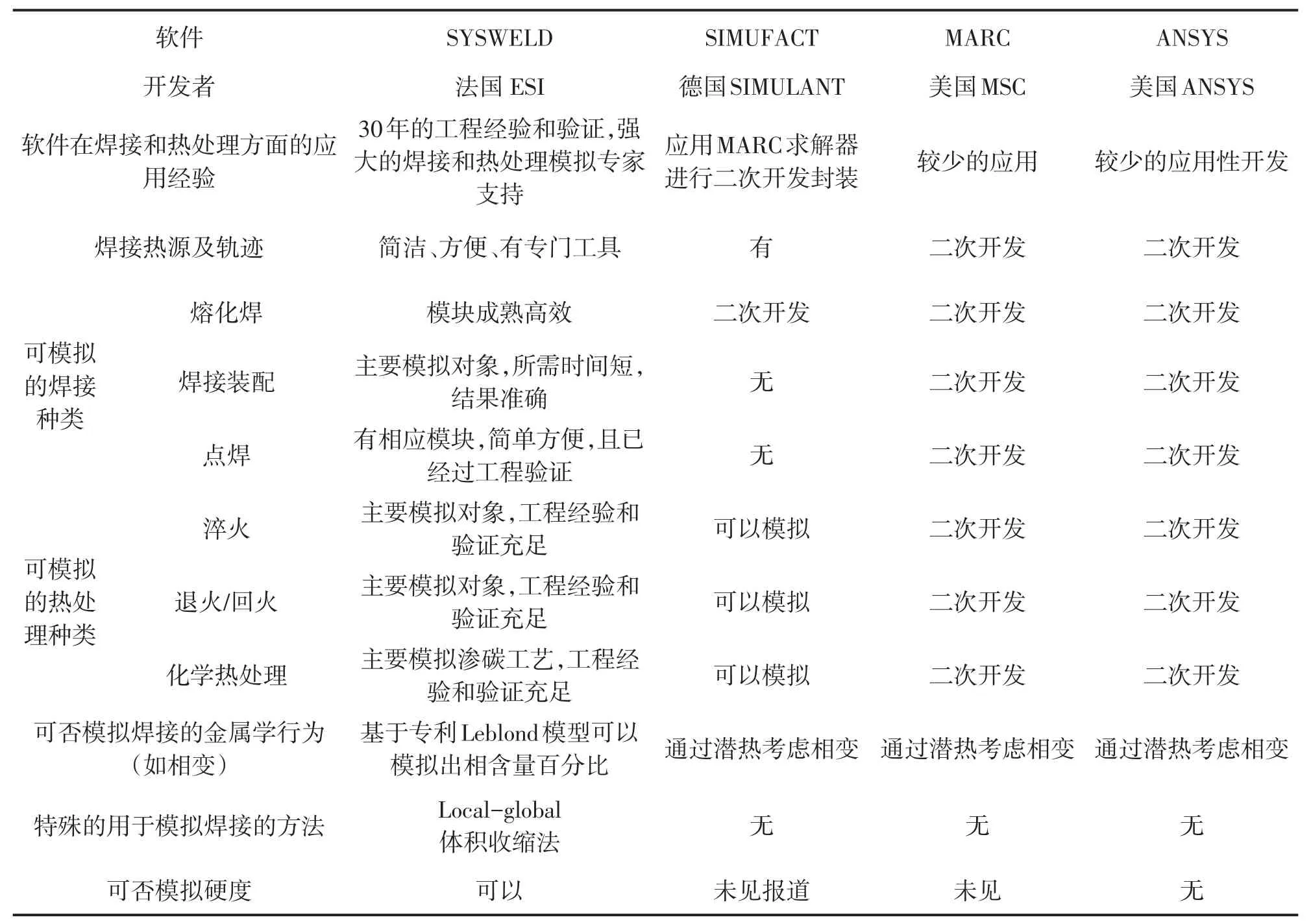
表2 焊接軟件對比表
3.2管板堆焊數(shù)值模擬流程
管板堆焊數(shù)值模擬流程如圖2所示。
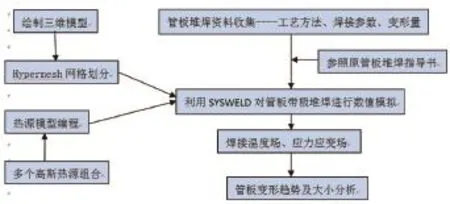
圖2 管板數(shù)值模擬流程圖
4 模擬過程分析
4.1熱源模型的選擇
焊接熱源模型是實現(xiàn)焊接過程數(shù)值模擬的基本條件。焊接熱源具有電弧局部集中、瞬時和快速移動的特點,易在時間和空間域內(nèi)梯度都很大的不均勻溫度場形成,這種不均勻溫度場會導(dǎo)致在焊接過程中和焊后出現(xiàn)較大的焊接應(yīng)力和變形。因此,在數(shù)值模擬計算焊接過程的溫度場時,熱源模型的選擇至關(guān)重要,它關(guān)系到焊接溫度場和應(yīng)力變形的計算精度,特別是在靠近熱源的地方影響更大[1]。目前描述焊接熱源的模型有好幾種,常用的主要有高斯熱源模型和雙橢球熱源模型,但是對于本文中的60 mm寬帶極堆焊都不適用[2]。帶極埋弧堆焊焊接熱相對集中,焊接熱輸入大,母材稀釋率高,約為15%~20%,每層堆焊層厚度一般為4 mm,但不超過5 mm[3]。文中帶極堆焊基于高斯熱源設(shè)計了一個新型的有限元熱源模型。
4.2熱源模型編程組合
高斯熱源如圖3所示。
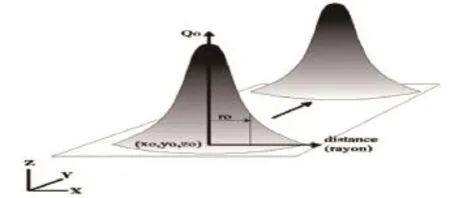
圖3 高斯熱源
設(shè)想新型的有限元熱源模型由多個高斯熱源并列組成,采用FORTRAN語言根據(jù)下列數(shù)學(xué)模型進(jìn)行編程修正。

新熱源簡圖如圖4所示,新熱源溫度場示意圖如圖5所示。
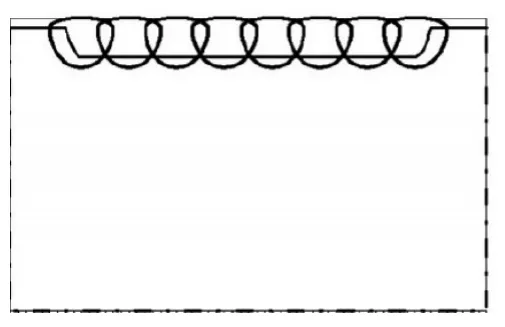
圖4 新熱源簡圖
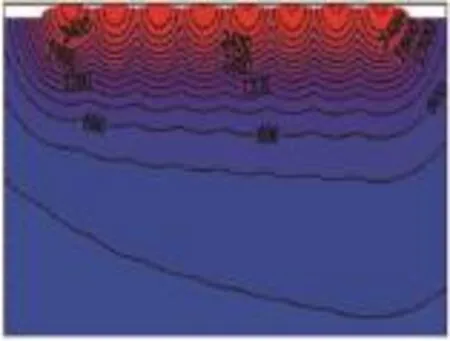
圖5 新熱源溫度場示意圖
4.3邊界條件的設(shè)置
定義邊界條件主要是約束焊接構(gòu)件的自由度,需根據(jù)具體情況確定。加載位移邊界條件既要防止在有限元計算過程中產(chǎn)生剛性位移,而又不能嚴(yán)重阻礙焊接過程中的應(yīng)力釋放和自由變形(無外約束情況下)。定義參考溫度,如果焊前沒有預(yù)熱,則為室溫;反之,則為預(yù)熱溫度。本文管板材質(zhì)為20MnMo,考慮焊前預(yù)熱,溫度為130℃。
5 管板堆焊數(shù)值模擬
對管板建模,導(dǎo)入新編熱源,基于SYSWELD軟件進(jìn)行了管板堆焊數(shù)值模擬。圖6為溫度場分布情況,圖7~8為應(yīng)力場分布情況。
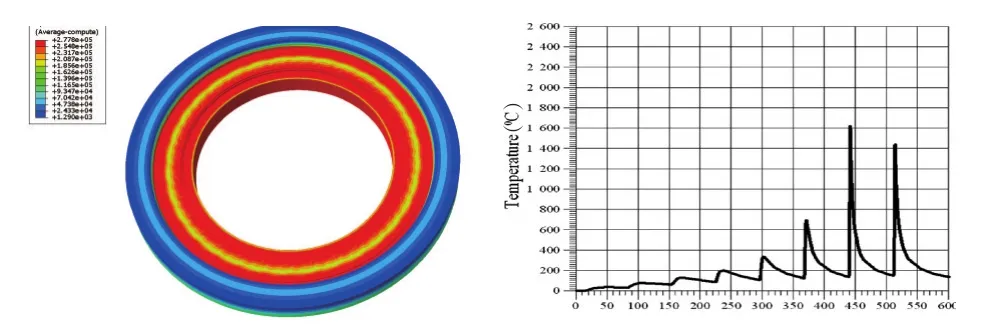
圖6 管板堆焊溫度場

圖7 第1層變形模擬
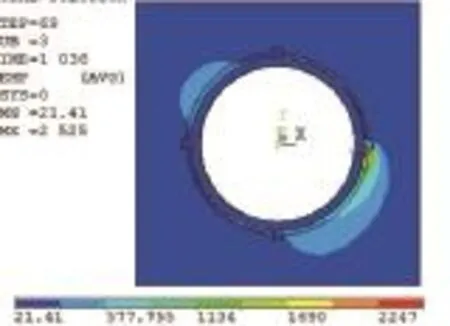
圖8 第2層變形模擬
6 工藝優(yōu)化
6.1工藝對比
原堆焊工藝與優(yōu)化后的工藝對比如表3所示。
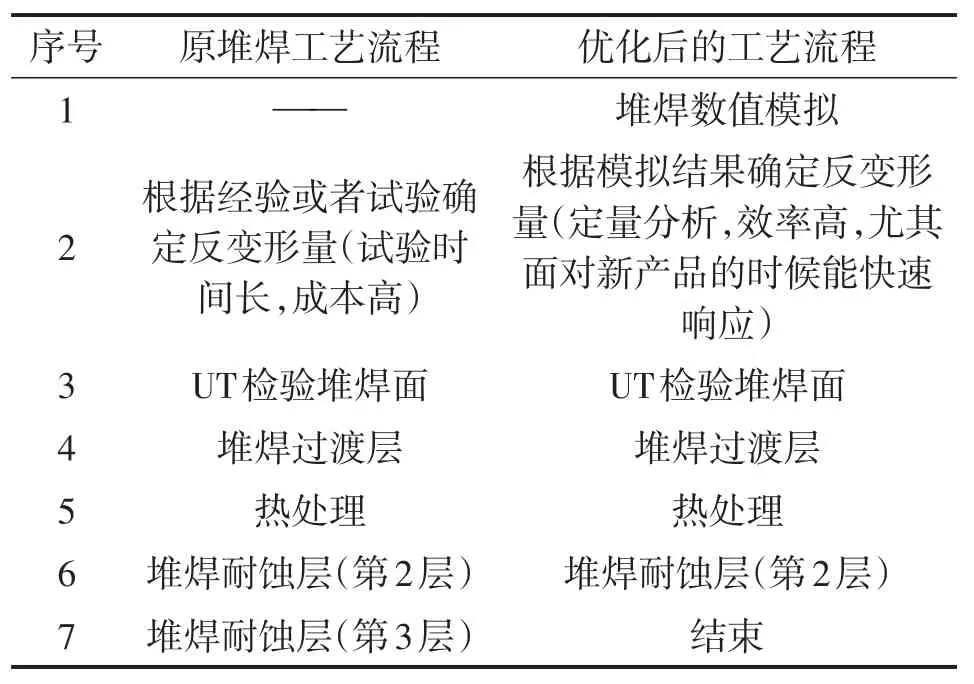
表3 工藝對比
根據(jù)模擬結(jié)果,計算分析得出該管板最大變形量為3.681 mm,綜合考慮后,為盡量保證堆焊層厚度滿足設(shè)計要求,確定反變形臺階為3 mm(見圖9),并將其應(yīng)用到產(chǎn)品上。
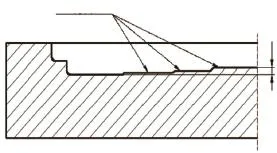
圖9 反變形臺階
6.2結(jié)果對比
選取兩件管板,在堆焊層取樣進(jìn)行化學(xué)成分分析,結(jié)果與預(yù)期相符,滿足對化學(xué)成分的設(shè)計要求;同時對其變形情況進(jìn)行測量,與模擬結(jié)果進(jìn)行對比,如表4所示。
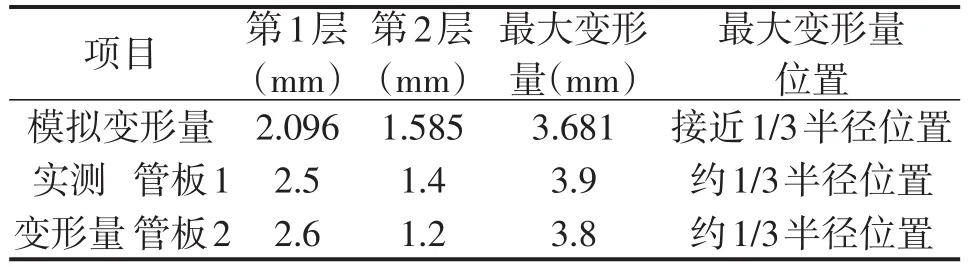
表4 模擬結(jié)果與實測結(jié)果對比
通過模擬情況和實測產(chǎn)品情況對比發(fā)現(xiàn),其變形趨勢一致,呈內(nèi)凹變形,最大變形位置在距離管板半徑1/3位置,實測變形數(shù)據(jù)與模擬數(shù)據(jù)基本吻合。
7 總結(jié)
(1)本文基于SYSWELD,根據(jù)高斯熱源模型設(shè)計出了并列型新熱源模型,類似長方形,熔池類似長方體,可適用于帶極埋弧堆焊的有限元熱源模型。
(2)模擬出的變形趨勢及整體變形量與實際產(chǎn)品基本一致,能成功運用到產(chǎn)品上。
(3)由于目前沒有特定的帶極堆焊熱源模型,本文基于高斯熱源嘗試設(shè)計了一個新型熱源,在合理性及準(zhǔn)確性上還有較大的提升空間。
(4)利用SYSWELD進(jìn)行管板堆焊數(shù)值模擬,在一定程度上可以為管板堆焊提供理論依據(jù)。
[1]陳家權(quán),肖順湖,吳剛,等。焊接過程數(shù)值模擬熱源模式的比較[J].焊接技術(shù),2006,35(1):9-11.
[2]王志鋒,陳佩寅,吳偉,等.厚板帶極埋弧堆焊溫度場的有限元模擬[J].焊接學(xué)報,2009,30(1):89-92.
[3]李奮昆,吳文軍,杜永前.不銹鋼帶極埋弧堆焊焊材選擇和焊接缺陷的防止[J].甘肅科技,2004,20(12):64-65.
Numerical Simulation and Process Optimization of A Steam Turbine with Large Tube Sheet Welding
Xiong Jiankun,Zhang Junming,Xu Jian,Tao De
(Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
Tube sheet welding technology is the key technology in the manufacture of low pressure heater,a new heat source is compiled by using FORTRAN,based on SYSWELD software simulation with a tube sheet welding temperature field and stress strain field,the anti-deformation is calculated,and it's applied to the product.
welding,heat source model,numerical simulation
TK262
A
1674-9987(2016)03-0037-05
10.13808/j.cnki.issn1674-9987.2016.03.009
熊建坤(1980-),男,工程師,清華大學(xué)在讀博士,2008年畢業(yè)于重慶大學(xué)焊接專業(yè),現(xiàn)從事焊接技術(shù)研究工作。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
機械工程師(2015年10期)2015-02-02 01:14:03
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
