核電低壓隔板找中質量控制的關鍵點
2016-10-21 02:41:34羅勇周振林
東方汽輪機 2016年3期
羅勇,周振林
(東方汽輪機有限公司,四川德陽,618000)
?
核電低壓隔板找中質量控制的關鍵點
羅勇,周振林
(東方汽輪機有限公司,四川德陽,618000)
質量是企業的生存之本,加強質量控制對企業具有深遠的意義。文章主要就HD1080核電項目低壓模塊總裝進行實例分析,從中選取影響質量控制的要點,對此要點的模型建立、數據分析及對質量控制的影響等方面展開詳細論述。
質量控制,汽輪機,核電,隔板找中
0 引言
東方汽輪機有限公司核電項目是公司發電設備的主要產品,相對于其他發電產品而言其優點為:(1)消耗資源少;(2)能量轉換率高;(3)環境影響小。然而,核電的發展也具有其高風險性,若不能有效地控制核電汽輪機的產品質量,一旦發生事故將帶來毀滅性的災難。而汽輪機總裝作為產品交付用戶前的最后環節,因此對其質量控制尤為重要。正是基于以上分析,本文以HD1080核電項目低壓模塊總裝隔板找中進行分析,就總裝過程中質量控制關鍵點等方面展開詳細論述。
1 核電低壓模塊總裝過程中質量控制概述
本部分首先對核電低壓模塊總裝過程進行簡單介紹,然后從中分析質量控制關鍵點,并以此關鍵點引入下階段的分析。
1.1核電低壓模塊總裝流程簡述
核電低壓模塊主要由電機側、汽機側排氣錐體上下半和低壓內缸上下半組成。總裝的主要流程包括:低壓內缸下半接配、低壓內缸上半接配、開缸狀態找中、合缸找中等步驟。通過以上步驟實現核電低壓模塊的廠內總裝。
1.2核電低壓模塊總裝質量控制關鍵點分析
總裝每個環節都是對核電汽輪機出廠前質量的驗證,通過各個環節的數據測量等工作,確保在將產品提交于用戶前徹底解決質量問題,因此,如何控制好總裝時的質量具有深遠的意義。
在汽輪機運行過程中若轉子中心和靜體中心不重合,會使機組產生振動,軸瓦表面產生單側磨損,嚴重時甚至造成轉子與靜體間的互相碰擦,汽封齒磨損而使汽封漏汽量增加,其產生的后果是直接影響機組的發電效率和使用壽命。而對核電低壓整個總裝過程及對機組運行重要性進行分析,可以看出,隔板找中主要目的是使轉子與靜體之間保持準確的同心度,確保汽輪機可靠運行。而核電低壓隔板找中的工作量大、難度高,主要體現為:(1)核電低壓的級數多;(2)開缸狀態和合缸狀態機組會存在一定的下沉量;(3)廠內總裝過程中并不能模擬汽輪機實際運行工況;(4)核電低壓轉子并不參與整個總裝過程。基于以上對核電低壓隔板找中重要性和難度進行分析,可以看出,確保核電機組運行平穩正是質量控制的關鍵點。
2 核電低壓模塊開缸狀態找中模型
本部分首先對核電低壓模塊找中建立鋼絲模型,同時建立隔板數據模型。通過以上模型的定義得到總裝時隔板懸掛銷及底鍵偏心量計算方法。
2.1鋼絲基準模型
汽輪機找中方法主要有鋼絲找中和假軸找中。對以上兩種找中方式進行分析,可以看出鋼絲找中與假軸找中相比較有如下優點:(1)設備簡單、成本低;(2)測量速度快、數據準確率高;(3)安裝拆除方便。正是由于鋼絲找中的諸多優點,在核電低壓隔板找中時將使用鋼絲當作汽輪機的假想中心線,然后按鋼絲的中心來找正中心。
鋼絲撓度計算公式為:
fx=1.543 3X(L-X)/2G
式中:L為兩支點的跨距;X為測點到支點的距離;G為掛重(kg)。
在核電低壓隔板找中過程中,采用的是0.5 mm琴鋼絲,鋼絲彈性模量為1.543 3,掛重為20 kg。
2.2隔板數據模型
圖1為隔板模型及其與汽缸的連接方式。
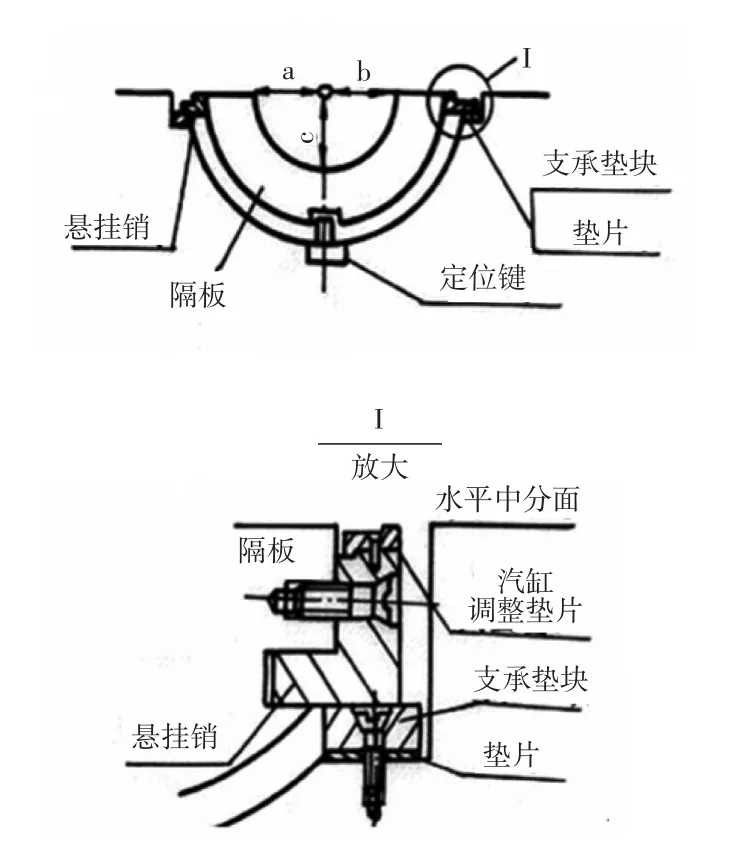
圖1 隔板模型及其與汽缸的連接方式圖
為了便于隔板找中過程的計算,對低壓總裝隔板模型進行如下定義:
定義1:電機側用G表示;
定義2:汽機側用T表示;
定義3:各級隔板用i表示;
定義4:a值為左側;
定義5:b值為右側;
定義6:c值為下側;
定義7:d值為上側;
定義8:電機側第i級隔板左側相對于中分面高低差為:GHia;
定義9:電機側第i級隔板右側相對于中分面高低差為:GHib;
定義10:汽機側第i級隔板左側相對于中分面高低差為:THia;
定義11:汽機側第i級隔板右側相對于中分面高低差為:THib;
定義12:電機側第i級隔板左側相對于鋼絲距離為:GLia;
定義13:電機側第i級隔板右側相對于鋼絲距離為:GLib;
定義14:電機側第i級隔板下側相對于鋼絲距離為:GLic;
定義15:電機側第i級隔板上側相對于鋼絲距離為:GLid;
定義16:汽機側第i級隔板左側相對于鋼絲距離為:TLia;
定義17:汽機側第i級隔板右側相對于鋼絲距離為:TLib;
定義18:汽機側第i級隔板下側相對于鋼絲距離為:TLic;
定義19:汽機側第i級隔板上側相對于鋼絲距離為:TLid;
定義20:電機側第i級隔板左側墊片厚度:GDia;
定義21:電機側第i級隔板右側墊片厚度:GDib;
定義22:汽機側第i級隔板左側墊片厚度:TDia;
定義23:汽機側第i級隔板右側墊片厚度:TDib;
定義24:電機側第i級隔板底鍵左偏心量:GPia;
定義25:電機側第i級隔板底鍵右偏心量:GPib;
定義26:汽機側第i級隔板底鍵左偏心量:TPia;
定義27:汽機側第i級隔板底鍵右偏心量:TPib。
2.3調整隔板高低差
根據以上對隔板數據的定義,為保證每級隔板水平,因此,需調整各級隔板懸掛銷下的墊片。
電機側墊片厚度分為:
若GHia>GHib,則GDia=GHia-GHib;
若GHia<GHib,則GDib=GHib-GHia。
汽機側墊片厚度分為:
若THia>THib,則TDia=THia-THib;
若THia<THib,則TDib=THib-THia。
2.4調整底鍵偏心尺寸
利用內徑千分尺測量各級隔板與鋼絲基準之間的距離,通過測量的數據計算底鍵的加工尺寸。
電機側各級底鍵的偏心量為:
若GLia>GLib,則GPia=(GLia-GLib)/2;
若GLia<GLib,則GPib=(GLib-GLia)/2。
汽機側各級底鍵的偏心量為:
若TLia>TLib,則TPia=(TLia-TLib)/2;
若TLia<TLib,則TPib=(TLib-TLia)/2。
2.5調整懸掛銷墊片厚度
調整隔板下側與鋼絲之間的距離,其調整方式為同時增加各級隔板懸掛銷下的墊片厚度,并且滿足如下要求:
電機側:
GLic-(GLia+GLib)/2+(fx-f)=-0.6-0.75=-1.35 mm汽機側:
TLic-(TLia+TLib)/2+(fx-f)=-0.6-0.75=-1.35 mm各級隔板懸掛銷下墊片的厚度為:電機側:
GDia=GDib=GLic-(GLia+GLib)/2+(fx-f)+1.35
汽機側:
TDia=TDib=TLic-(TLia+TLib)/2+(fx-f)+1.35
3HD1080LP2低壓模塊數據求解模型
本部分利用低壓總裝時的實測數據對模型進行求解,通過數據驗證模型的合理性、可靠性。
3.1鋼絲撓度基準計算
根據測量的鋼絲支點之間的距離計算出鋼絲撓度值,并進行基準轉換,如表1所示。
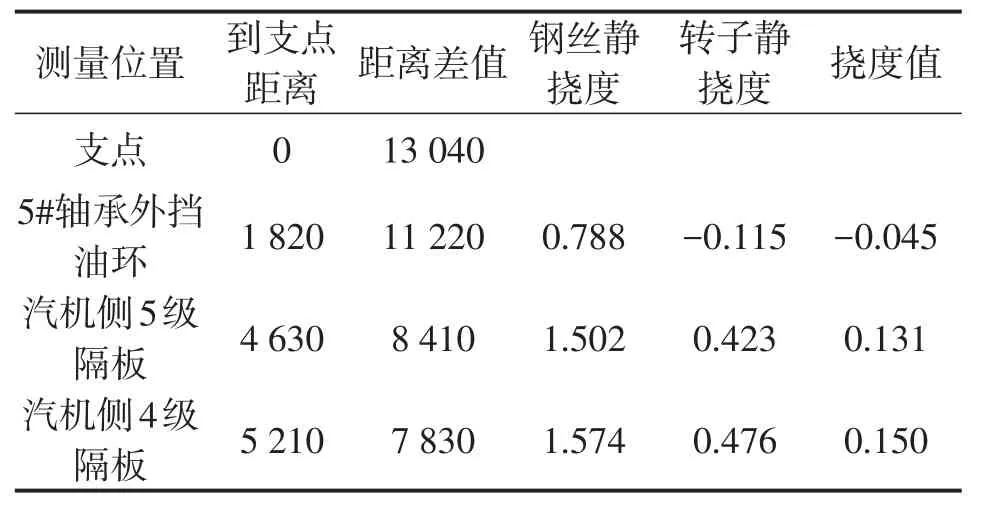
表1 低壓鋼絲撓度補償計算mm
3.2建立鋼絲基準
測量汽機側、電機側與鋼絲之間的距離,并進行調整,得到如表2所示的數據。
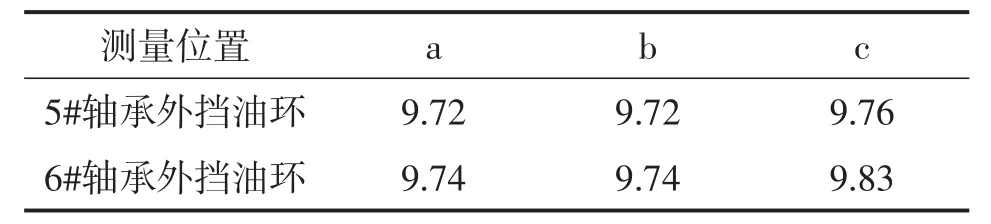
表2 鋼絲基準數據mm
3.3計算隔板高低差
利用深度千分尺測量各級隔板相對于水平中分面的高低差,如表3所示。
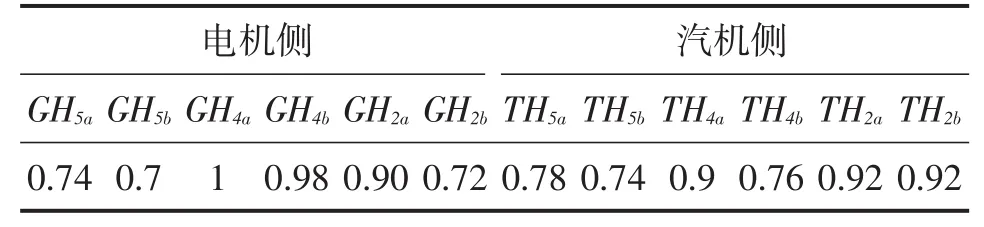
表3 隔板高低差mm
通過以上實測數據,需對各級隔板懸掛銷下的墊片進行調整,調整厚度如表4所示。
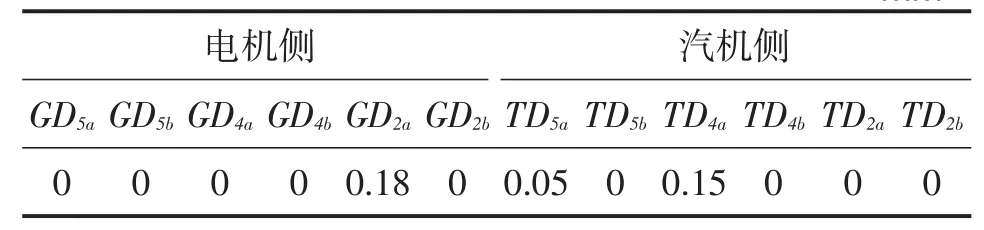
表4 隔板墊片厚度mm
3.4計算底鍵偏心量
利用內徑千分尺測量各級隔板距鋼絲基準的距離,如表5所示。
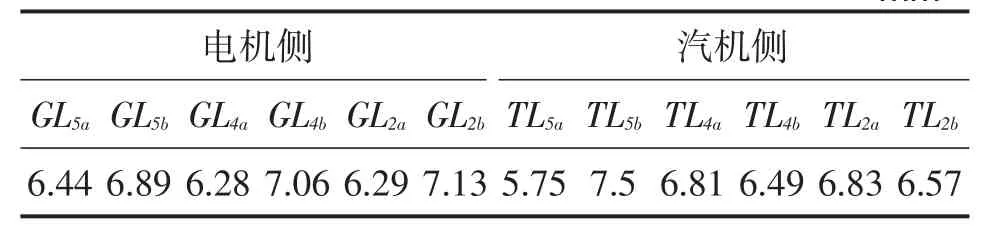
表5 隔板距鋼絲基準左右的距離mm
通過以上數據計算出各工藝底鍵的偏心量如表6所示。
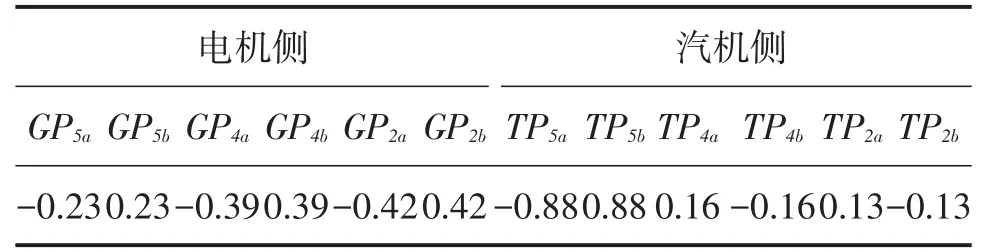
表6 底鍵偏心量mm
3.5計算隔板左右懸掛銷墊片厚度
在測量隔板左右距鋼絲基準的同時,測量每級隔板底部與鋼絲基準的高度差,如表7所示。
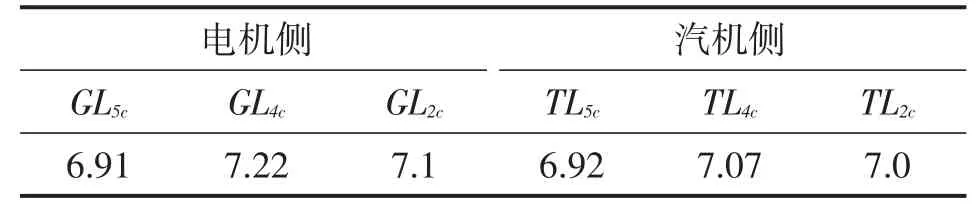
表7 各級隔板距鋼絲的高度差mm
通過公式計算各級隔板左右懸掛銷下需增加的墊片厚度,如表8所示。
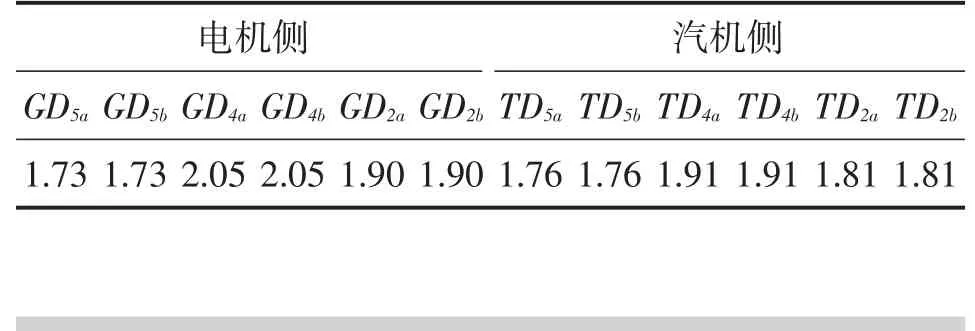
表8 隔板墊片厚度mm
4 HD1080LP2低壓模塊總裝結果分析
通過第3節對總裝數據的計算和驗證,最終獲得了底鍵的偏心量及懸掛銷墊片的厚度。在合缸的狀態下重新測量數據,驗證找中方法的可靠性。本節中所用的數據均為合缸狀態下實測數據。
根據以上方式調整底鍵和懸掛銷墊片,得到各級隔板數值,如表9所示。
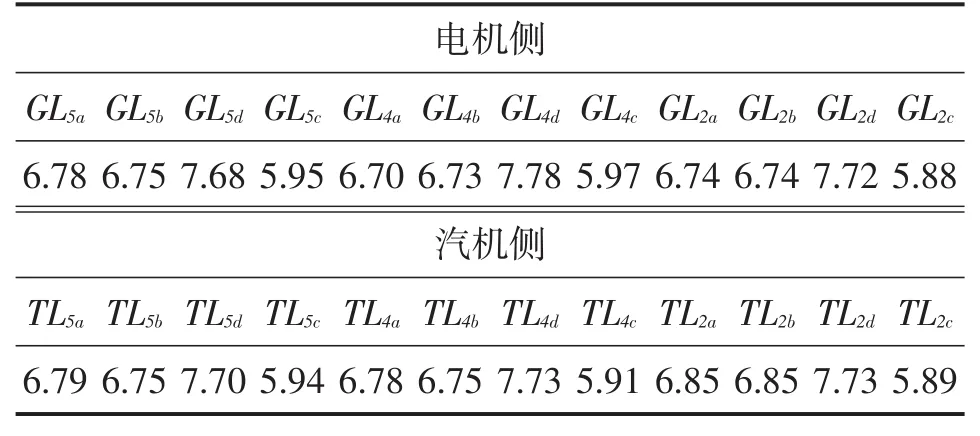
表9 隔板數值mm
通過以上數據的分析,滿足工藝HD1080A-09TC2-2292-02(V1.0)中關于隔板找中要求:dc-2(fx-f)=1.5±0.05 mm的相關數據。從而證明對低壓內缸找中模型建立的正確性。同時通過找中對底鍵偏心量及懸掛銷墊片的調整,確保汽輪機在發往電廠參與總裝時候的準確性,并且也確保了汽輪機發電效率。正是基于此,可以看出低壓內缸找中方法的正確性和合理性是汽輪機質量控制的關鍵工序,對整機質量有著深遠的影響意義。
5 結論
本文以汽輪機核電產品質量為出發點,闡述了汽輪機總裝是質量控制的關鍵及最后環節,并從中發現鋼絲找中是質量控制的關鍵點。基于以上質量關鍵點的分析,本文首先建立了鋼絲基準模型、隔板數據模型、底鍵及懸掛銷墊片計算公式;其次,利用實測數據對模型進行求解;最后,利用合缸后的數據驗證模型及計算方法的可靠性。通過上述方式確保汽輪機在出廠時無質量問題,也保證了發電效率。
Key Point Quality Control of Nuclear Steam Turbine Diaphragm Centering
Luo Yong,Zhou Zhenlin
(Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
Quality is the survival of the enterprise,it has far-reaching significance,which strengthen the quality control of the enterprise.This article focuses on HD1080 nuclear power projects in low-voltage module assembly,selects from the impact point of quality control on the main point of this model,discusses the model building,data analysis and the impact on quality control and other expanded in detail.
quality control,turbine,nuclear,diaphragm centering
TK266
B
1674-9987(2016)03-0070-05
10.13808/j.cnki.issn1674-9987.2016.03.016
羅勇(1986-),男,工學碩士,工程師,2011年畢業于西安交通大學機械制造專業,一直從事質量管理工作。
猜你喜歡
海峽姐妹(2020年9期)2021-01-04 01:35:44
能源工程(2020年5期)2021-01-04 01:29:00
VOGUE服飾與美容(2020年9期)2020-09-02 14:47:26
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
山東青年(2016年1期)2016-02-28 14:25:25
機械制造與自動化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40
河南科技(2014年11期)2014-02-27 14:09:55
當代修辭學(2014年3期)2014-01-21 02:30:44
