SDS-900B機轉型開發新產品可行性探討
2016-10-28 08:36:02李業強
化纖與紡織技術 2016年3期
李業強
(廣東開平春暉股份有限公司滌綸三廠,廣東開平529300)
科研與實踐
SDS-900B機轉型開發新產品可行性探討
李業強
(廣東開平春暉股份有限公司滌綸三廠,廣東開平529300)
通過對英國斯格拉格公司SDS-900B滌綸加彈機進行設備改造,假捻器改用1塊噴涂盤+5塊PU盤+3塊軟陶盤及5塊噴涂盤+4塊軟陶盤等多種假捻盤組合組裝,采用合適的工藝:機速500~700 m/min,拉伸比1.60~1.70,D/Y比、變形溫度和定型溫度根據假捻盤組合及產品不同而設定,調試、開發、生產高彈絲、網絡絲等新產品,探討了SDS-900B滌綸加彈機轉型開發新產品的可行性。
滌淪加彈機;設備改造;高彈絲;網絡絲
目前我司共有4臺英國斯格拉格公司SDS-900B雙絲道滌綸加彈機,因為機型設計特點,一直只能生產333 dtex/96 f粗旦絲品種,品種單一。隨著人們生活水平的提高,市場對粗旦絲的需求越來越少。由于供求關系影響,SDS-900B加彈機處于半停產狀態。為了拓寬SDS-900B的生產品種,減少設備閑置率,提高設備開機率,并滿足下游客戶的需求,我司通過改造設備,使用噴涂盤、PU盤、軟陶盤組合,進行一系列新產品調試開發。
1 實驗
1.1原料
本公司提供的130 dtex/36 f、177 dtex/48 f、265 dtex/48 f、530 dtex/96 f常規POY。物理指標見表1。

表1 滌綸POY物理指標
1.2設備和儀器
設備:加彈機采用英國斯格拉格公司設計提供的SDS-900B雙絲道滌綸加彈機。
儀器:USTERTESTER 3條干儀,瑞士烏斯特公司;USTERTENSORAPID 3強伸儀,瑞士烏斯特公司;AE-N測長儀,常州紡織儀器廠;CD-50電腦噴射染色機,常州紡織儀器廠;YG982型標準光源箱,常州紡織儀器廠;HC585D型織襪機,無錫市宏城紡織機械廠。
1.3工藝流程
主要工藝流程:滌綸POY原絲(紗架)→剪絲器→第一羅拉→第一熱箱→滑塊→冷卻板→假捻器→第二羅拉→網絡噴嘴(做網絡絲)→第二熱箱→第三羅拉→探絲器→油嘴→搖架、光輥、紙筒管(卷繞成形)
1.4實驗內容
1.4.1設備改造內容
1調試生產222 dtex/96 f常規品種及高彈絲的時候,假捻器改用1塊噴涂盤+5塊PU盤+ 3塊軟陶盤,即1-5-3組裝方式。
2調試生產網絡絲的時候,假捻器改用5塊噴涂盤+4塊軟陶盤,即0-5-4組裝方式,網絡管的安裝位置裝在第二鋼羅拉下方,加裝的網絡管和網絡氣壓調節閥連接后接到網絡總氣管,實現網絡氣壓調節。
1.4.2調試的樣品及要求
(1)222 dtex/96 f DTY,使用177 dtex/48 f POY,并股,使用噴涂盤+PU盤+軟陶盤。調試目的是物理指標和染色風格要接近本廠的另外一種機型DRAWSET1200生產的品種,計劃是擴大222 dtex/99 f DTY的生產規模。
(2)167 dtex/72 f高彈絲,使用83 dtex/36 f POY,并股,使用噴涂盤+PU盤+軟陶盤,調試要求是卷曲收縮率要達到40%以上。
(3)網絡絲。
①333 dtex/96 f,使用265 dtex/48 f POY,并股,使用噴涂盤+軟陶盤,要求網絡度達到80個/米以上,且網絡點不能打開。
②666 dtex/192 f,一種方法是使用265 dtex/(48~96)f POY,四股合絲,使用噴涂盤+軟陶盤,另外一種是使用500 dtex/96 f,530 dtex/ 96 f,雙股合絲。要求網絡度達到70個/米以上,且網絡點不能打開。
1.4.3調試工藝
上述各種產品的調試工藝見表2。
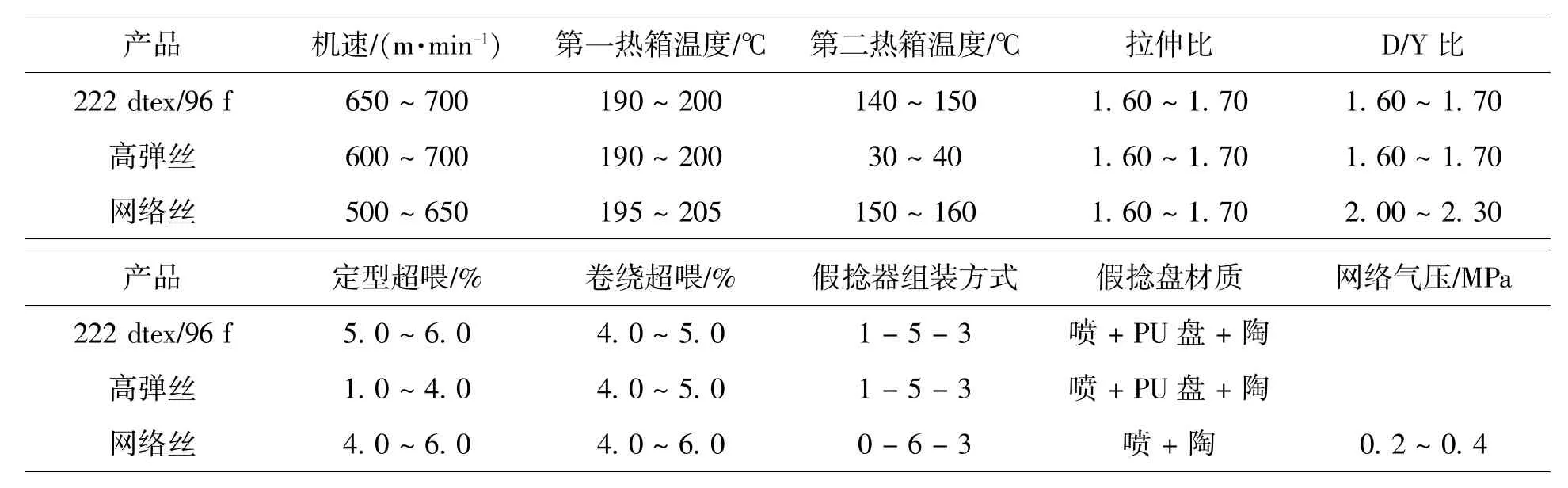
表2 調試工藝設定
調試過程中,我們根據POY的物理指標,客戶的要求,調試出來樣品的情況,在表2的范圍內,逐步進行工藝調整,讓樣品達到最佳狀態。
2 結果與討論
2.1調試絲物理指標及染色
表3為在經改造后的SDS-900B滌淪加彈機上調試出產品的物理指標。
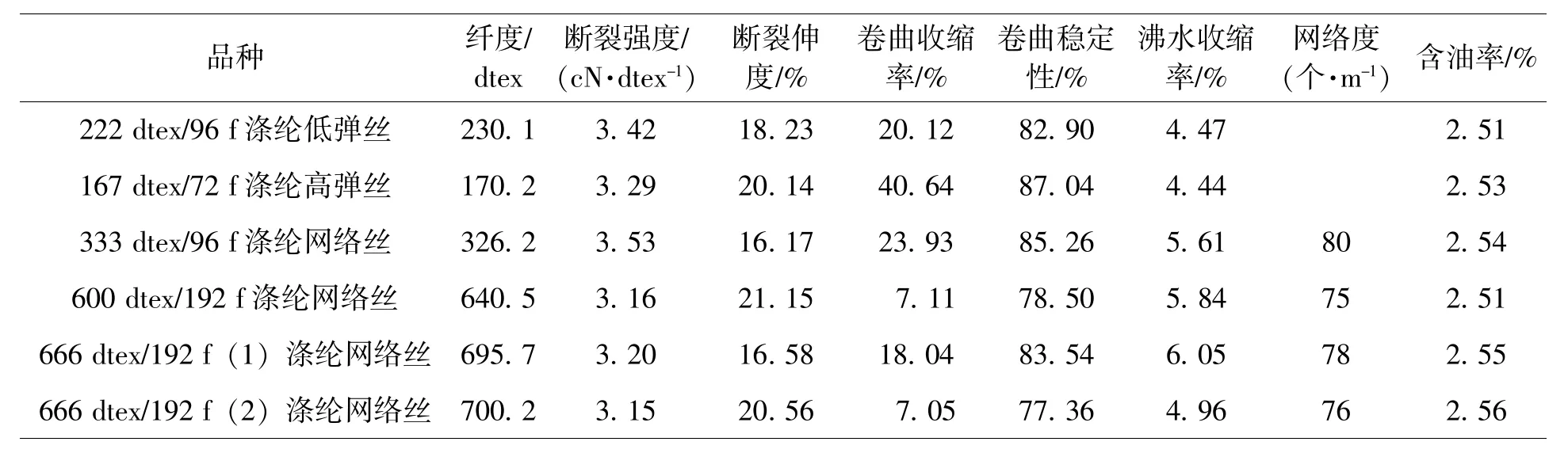
表3 調試絲物理性能指標
調試絲的物理指標達到客戶的要求。
染色方面,各樣品絲取一定數量織襪染色后,觀察襪筒,染色比較均勻,襪筒平整,符合滌綸絲染色要求。
2.2假捻盤的選擇
假捻盤是滌綸加彈機的核心,SDS-900B型原機使用的是德國進口的噴涂盤,使用時間已有10年以上,隨著噴涂盤廠家的轉型停產,本廠在幾年前引進了國產軟陶盤來代替一部分噴涂盤。這兩種假捻盤屬于硬質剛性體,其摩擦系數較小,加工時易打滑,一般用來加工粗旦絲[1]。根據近幾年的生產和試驗,證明9塊噴涂盤和6塊噴涂盤+3塊軟陶盤加工出來的成品物理指標和染色風格很接近,并全面推廣應用。經進一步的試驗表明,6塊噴涂盤+3塊軟陶盤和5塊噴涂盤+4塊軟陶盤加工出來的成品物理指標和染色風格也很接近。綜合考慮,在調試333 dtex/96 f,666 dtex/192 f網絡絲時,我們選擇了0-5-4的噴涂盤+軟陶盤的假捻盤組裝方式。與噴涂盤和軟陶盤相比,聚氨酯假捻盤即PU盤屬于軟質彈性體,其摩擦系數較大,加工假捻效果較好,經PU盤加工的絲條卷縮性能較高,卷縮率比噴涂盤和軟陶盤加工的絲條高5%~10%[2]。所以在調試高彈絲時,我們選用了PU盤。再考慮到PU盤的硬度不是很高,如果長年累月全PU盤加工222 dtex/96 f,333 dtex/96 f的話,PU盤的壽命會很短,使用壽命不到一年,生產成品會比較高。通過多次試驗,在生產高彈絲167 dtex/72 f和222 dtex/96 f品種時,選擇噴涂盤+PU盤+軟陶盤,1-5 -3的假捻器組裝方式[1]。
2.3核心工藝參數的選擇
滌綸加彈機核心工藝參數主要有機速、拉伸比、D/Y比及第一、第二熱箱溫度,網絡絲生產還有網絡氣壓。理論上,每一項參數的改動都對DTY的物理指標、質量有影響。但是每一項參數的確定,受到很多因素制約。我們在確定工藝參數時,遵守三原則,一是根據加工的POY物理指標定,二是根據客戶的需求定,三是根據生產設備狀態來定。在實際生產中,還要根據氣候環境溫度的變化,及生產的成品絲質量進行工藝參數微調。
機速,一般理論上認為由于機速的變化,影響了絲條的加捻張力和在第一熱箱的停留時間,從而對絲條的變形效果和卷曲性能產生影響。但是根據我們多年的生產經驗表明,在加彈機的機速在600~800 m/min的區間范圍內,機速的變化對絲條的后加工性能影響甚少,不同的機速所生產出來的成品,客戶可以同時使用。在目前的生產條件下,機速主要受POY的物理指標制約,一般只能去到750 m/mim,過了750 m/min之后,斷頭會急劇增多,生產效率下降,成品絲的質量降等率也有所上升。所以在綜合考慮了生產成本和機臺設備狀態后,機速取650~750 m/min。
拉伸比,一般認為影響絲條的強度和變形效果,進而影響成品絲的質量。隨著拉伸比的增高,絲條的強度越高,變形效果也越好。D/Y決定了絲條的捻度主要參數。D/Y的增加,絲條的捻度也隨之增加,從而提高了絲條的蓬松性[3]。這兩項參數主要受POY的物理指標和假捻盤的材質制約。POY的伸度越高,假捻盤的材質硬度越高,拉伸比和D/Y就可以取得更高。實際生產中,POY伸度決定了拉伸比,一般取1.63~1.70左右,使用PU盤材質的,D/Y可以取1.5~1.7,使用噴涂盤+軟陶盤的,D/Y可以取1.9~2.3。
第一熱箱溫度,作用是高溫下讓絲條易于加工,和假捻器一起作用使絲條在熱箱中變形,并賦予絲條蓬松性[4]。較高的第一熱箱溫度,可以讓絲條更好的加工,減少質量降等率。生產中,我們根據所加工的POY纖度一般取到190~205℃。
第二熱箱溫度,作用是讓絲條的第二熱箱進行熱定型,消除纖維的內應力,降低絲條的卷曲收縮率和沸水收縮率。一般隨著第二熱箱溫度的增加,絲條的卷曲收縮率和沸水收縮率降低[5]。當生產高彈絲的時候,溫度要求比較低,我們一般取30~40℃,其卷曲收縮率一般可以達到40%以上。生產粗旦絲的時候,溫度可以取比較高,我們一般取到140~160℃,絲條的纖度越高,溫度也高一點。
網絡氣壓,決定了絲條的網絡度。而絲條的網絡度,又是由客戶根據自身的生產需求確定。通過實驗及生產總結,在生產微網的時候,一般取0.03~0.1 MPa,在生產輕網的時候,一般取0.1~0.2 MPa,在生產重網的時候,一般取0.3~0.4 MPa,并進行相應的工藝調整,生產的成品絲的網絡度可以達到客戶要求。
3 結論
(1)我司調試生產的多個樣品,物理指標、染色都達到客戶的要求。證明了我司的設備改造是成功的。
(2)167 dtex/72 f高彈絲,222 dtex/96 f低彈絲,333 dtex/96 f網絡絲,666 dtex/192 f網絡絲等品種批量生產,推出市場供客戶使用。證明了我司的SDS-900B加彈機是可以轉型生產其他品種的,不再局限生產粗旦絲333 dtex/96 f單一品種。
[1]SDS900操作手冊(Z).英國斯格拉格公司,1990.
[2]李允成,徐心華.滌綸長絲生產[M].2版.北京:中國紡織出版社,1995:256-257.
[3]貝聿瀧,徐熾.聚酯纖維手冊[M].2版.北京:中國紡織出版社,1995:63.
[4]董紀震.合成纖維生產工藝學[M].北京:紡織工業出版社,1996.
[5]姚穆,周錦芳,黃淑珍,等.紡織材料學[M].北京:紡織工業出版社,1990.
THE FEASIBILITY STUDY OF SDS-900B MACHINE TRANSFORMATION FOR NEW PRODUCT DEVELOPMENT
LI Ye-qiang
(Guangdong Kaiping Chunhui Co.,Ltd.,PlantⅢ,Kaiping Guangdong 529300,China)
Transformed the SDS-900B polyester DTY machine equipment,false twister use 1 spray disc +5 pieces of Pu disc+3 pieces of soft ceramic disc and 5 spraying disc+4 pieces of soft pottery dish and a variety of other false twister disc combination assembly.Through the appropriate process:machine speed 500~700 m/min,tensile ratio 1.60~1.70,the setting of D/Y ratio,deformation temperature and heat-setting temperature are decided by false twister disc combination and different products.By debugging,developing and producing high stretch yarn,network yarn and other new products,discussed the feasibility of SDS900B equipment transformation.
SDS-900B,equipment modification,high stretch yarn,ITY
TQ342.21
B
10.3969/j.issn.1672-500x.2016.03.001
1672-500X(2016)03-0001-04
2016-07-11
李業強(1980-),男,廣西梧州人,紡織工程師,從事滌綸化纖生產質量管理和產品開發工作。
猜你喜歡
井岡教育(2022年2期)2022-10-14 03:11:44
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:00
電子制作(2018年12期)2018-08-01 00:47:44
中國軍轉民(2017年6期)2018-01-31 02:22:28
制造技術與機床(2017年6期)2018-01-19 02:41:21
中學生數理化·中考版(2017年12期)2017-04-18 12:55:05
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46