多垛位多品種碼垛機(jī)碼垛路徑算法
2016-11-03 11:08:58蔣孫權(quán)孟愛(ài)華
制造業(yè)自動(dòng)化 2016年10期
蔣孫權(quán),孟愛(ài)華,劉 帆,張 梅
(杭州電子科技大學(xué) 機(jī)械工程學(xué)院,杭州 310018)
多垛位多品種碼垛機(jī)碼垛路徑算法
蔣孫權(quán),孟愛(ài)華,劉 帆,張 梅
(杭州電子科技大學(xué) 機(jī)械工程學(xué)院,杭州 310018)
為了實(shí)現(xiàn)碼垛機(jī)的多垛位多品種運(yùn)行,提出一種安全、高效的路徑算法。控制系統(tǒng)采用PLC控制技術(shù)、伺服電機(jī)技術(shù)、多種傳感器元件和觸摸式人機(jī)界面等先進(jìn)控制技術(shù)與控制元件。路徑算法以全局坐標(biāo)與局部坐標(biāo)的空間變化作為碼垛距離計(jì)算的理論依據(jù),用實(shí)例分析了一個(gè)多垛位多品種碼垛路徑算法,在某食品企業(yè)中使用大大提高了堆垛效率。
碼垛機(jī);多垛位多品種;路徑算法;PLC
0 引言
現(xiàn)今,半自動(dòng)、全自動(dòng)碼垛機(jī),通過(guò)不斷改進(jìn),已廣泛用于石油化工粉粒產(chǎn)品、化肥、糧食、食品、飲料、藥品、水泥等袋裝和箱裝物料的碼垛作業(yè)[1,2]。
而現(xiàn)今企業(yè)的抓手碼垛機(jī)無(wú)法實(shí)現(xiàn)一機(jī)多產(chǎn)品、一機(jī)多盤(pán)、一機(jī)多線等情況。抓手碼垛機(jī)本身無(wú)法對(duì)對(duì)象進(jìn)行識(shí)別檢測(cè)。一旦產(chǎn)品(或包裝件)類(lèi)型、參數(shù)發(fā)生頻繁變化,必然導(dǎo)致抓手碼垛機(jī)無(wú)法快速識(shí)別,空等時(shí)間過(guò)長(zhǎng),無(wú)法適應(yīng)對(duì)象和環(huán)境的快速變化[3]。
近年來(lái),由于可編程控制器(PLC)具有功能強(qiáng)、可靠性高、適應(yīng)性好、編程簡(jiǎn)單、控制靈活方便、體積小等優(yōu)點(diǎn),在工業(yè)生產(chǎn)線中得到了廣泛應(yīng)用,被譽(yù)為當(dāng)代工業(yè)自動(dòng)化的三大支柱之一。以PLC和交流伺服系統(tǒng)為基礎(chǔ)組成的碼垛機(jī)[4],控制系統(tǒng)簡(jiǎn)潔、方便,自動(dòng)化程度較高,可極大提高生產(chǎn)效率。
而今大部分文章是講述碼垛機(jī)的整體控制系統(tǒng)的設(shè)計(jì),很少涉及碼垛機(jī)在碼垛過(guò)程的控制邏輯,所以有必要研究碼垛機(jī)的邏輯控制算法。因此本文基于應(yīng)用了PLC+HMI+伺服驅(qū)動(dòng)的抓手碼垛機(jī),設(shè)計(jì)了一種可以實(shí)現(xiàn)多垛位選擇和多品種變換碼垛機(jī)的路徑算法。本算法可以實(shí)現(xiàn)單個(gè)品種和多個(gè)品種在各個(gè)垛位上的選擇碼放,具有極強(qiáng)的通用性。
1 系統(tǒng)概述
以某公司的食品貨物碼垛機(jī)為例,其控制系統(tǒng)包括:PLC、觸摸屏、伺服驅(qū)動(dòng)器、伺服電機(jī)、抓手氣缸、位置傳感器、若干指示燈和開(kāi)關(guān)按鈕等組成。
抓手碼垛機(jī)工藝過(guò)程:包裝、稱重、貼標(biāo)好的合格貨物就位于待夾持位置后,夾具整體下降,執(zhí)行夾緊動(dòng)作,然后上升、水平移動(dòng)至碼垛位置,下降、松開(kāi)夾具將貨物放置于碼垛位,然后再上升、水平移動(dòng)至加持位置上端等待,完成一個(gè)碼垛周期。通常在水平移動(dòng)時(shí)還伴隨一個(gè)夾具的旋轉(zhuǎn)過(guò)程,以使貨物交叉碼放。
碼垛機(jī)工作原理如圖1所示,其中沿軌道方向?yàn)閄軸方向,抓手運(yùn)動(dòng)方向?yàn)閅軸方向,沿立柱方向?yàn)閆軸方向。3臺(tái)伺服電機(jī)分別對(duì)X、Y、Z三個(gè)方向進(jìn)行驅(qū)動(dòng),控制三個(gè)方向的動(dòng)作。三相交流電機(jī)控制抓手的旋轉(zhuǎn),氣缸控制抓手的夾取動(dòng)作。貨物被夾取后,通過(guò)三個(gè)伺服電機(jī)和一個(gè)三相交流電機(jī)控制貨物堆放的具體位置。
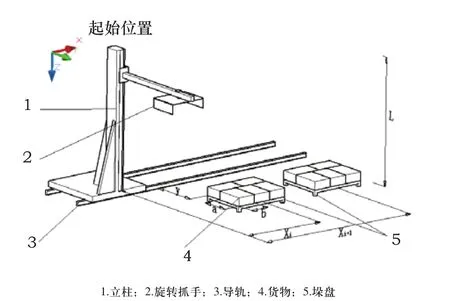
圖1 碼垛機(jī)的工作原理
2 工作要求和控制算法
2.1定位計(jì)算原理
在定位功能中,作為定位控制時(shí)設(shè)定目標(biāo)位置的方法有兩種:增量方式(相對(duì)地址)和絕對(duì)方式(絕對(duì)地址)。增量方式的位置原點(diǎn)隨著移動(dòng)過(guò)程一直在改變,以當(dāng)前停止的位置作為位置原點(diǎn),通過(guò)指定移動(dòng)方向和移動(dòng)量(相對(duì)地址)進(jìn)行下一步的移動(dòng)。而絕對(duì)方式通過(guò)指定一個(gè)原點(diǎn),原點(diǎn)位置不隨著移動(dòng)過(guò)程而改變,以原點(diǎn)位置為基準(zhǔn)指定位置(絕對(duì)位置)進(jìn)行定位,與起點(diǎn)位置沒(méi)有關(guān)系。本控制方式的定位方式采用增量方式(相對(duì)地址),以貨物抓取點(diǎn)為全局的坐標(biāo)原點(diǎn)O,建立全局坐標(biāo)系XOY,垛位中心作為局部坐標(biāo)的原點(diǎn)O',建立局部坐標(biāo)系X' O' Y'。 以貨位相對(duì)于垛位中心的正負(fù)移動(dòng)量稱為局部變量;貨物抓取點(diǎn)與垛位中心的正負(fù)移動(dòng)量稱為中心偏移量;從貨物抓取點(diǎn)到指定貨位的移動(dòng)距離稱為全局變量,即碼垛機(jī)抓手需移動(dòng)的距離。因此,碼垛過(guò)程在X、Y方向上的正負(fù)移動(dòng)量的通用表達(dá)式為:中心偏移量+局部變量。例如點(diǎn)A在局部坐標(biāo)系中的坐標(biāo)值為(x' , y'),則在全局坐標(biāo)系中的坐標(biāo)值為(x+x' , y+y' ),如圖2所示。

圖2 坐標(biāo)變換示意圖
2.2碼垛邏輯
本實(shí)例選擇九腳平板1210A塑料托盤(pán)[5],尺寸為1200×1000×140mm,而一般的食品包裝箱的長(zhǎng)寬尺寸大約為600×400mm,根據(jù)合理的安排和布局,選擇每層5個(gè)的碼放方式:3個(gè)縱向放置,2個(gè)橫向放置。所以不同貨位相對(duì)于垛位中心的距離與貨物的長(zhǎng)寬尺寸相關(guān)。因此需要將各個(gè)品種的貨物的尺寸、垛盤(pán)與待抓取點(diǎn)的距離、待抓取點(diǎn)與傳送帶在Z軸方向上的距離等參數(shù)輸入觸摸屏,如圖3所示。同時(shí)層與層的堆放形式上,相鄰層整層錯(cuò)位180°的形式堆放,確保貨物的堆放穩(wěn)定性和安全性。
垛位與路徑選擇方法,運(yùn)用實(shí)例講述其邏輯順序:當(dāng)有品種1和2時(shí),且選定品種1堆放垛位1和垛位4,品種2堆放垛位2和3(一個(gè)垛位只可讓一個(gè)品種選定)。在輸入圖4中所要求的參數(shù)后,運(yùn)行開(kāi)始程序。當(dāng)檢測(cè)到貨物為品種1時(shí),控制程序會(huì)輸出指令將貨物堆放至垛位1。直至垛位1上堆放的貨物滿額后,會(huì)就近選擇(離抓取點(diǎn)最近)垛位--垛位4。而垛位1上會(huì)有相應(yīng)的指示,通知智能叉車(chē)取走垛位1的貨物,取走后放入相應(yīng)的垛盤(pán),此時(shí)表示垛位1可再次堆放貨物。接著,在垛位4被堆滿后,再次就近選擇垛位,若垛位1已準(zhǔn)備就緒,即選擇垛位1堆放。若無(wú)可堆放垛位,即進(jìn)入等待階段。同時(shí)在品種1運(yùn)動(dòng)過(guò)程中,若切換貨物品種2,則控制程序會(huì)輸出指令堆放貨物至垛位2,循環(huán)順序各個(gè)品種相同。當(dāng)然,由于貨物產(chǎn)量的變化,在切換品種的設(shè)定垛位時(shí),必須清除有垛位設(shè)定變化的垛位上的貨物,否則控制程序?qū)⒉粫?huì)輸出指令往此類(lèi)垛位上堆放,避免不同貨物在同一垛位上堆放。

圖3 觸摸屏--參數(shù)輸入界面
2.3路徑算法
PLC會(huì)根據(jù)當(dāng)前堆放地點(diǎn)已有的貨物數(shù),進(jìn)行數(shù)值運(yùn)算。計(jì)算出在當(dāng)前垛位上,已堆放的層數(shù)以及下一件貨物將要堆放的具體位置。
若已堆放的貨物數(shù)為N;按照設(shè)置的堆放形式,每層放置的貨物數(shù)量為5;則N被5除的帶余除法表達(dá)式為N=A×5+B,其中A為商數(shù),表示當(dāng)前貨物應(yīng)該放置的層數(shù);B為余數(shù),表示當(dāng)前層數(shù)對(duì)應(yīng)的位置數(shù)。
在距離設(shè)置運(yùn)算方面,采用加減補(bǔ)償運(yùn)算來(lái)實(shí)現(xiàn),第1、2、3、4、5號(hào)貨位相當(dāng)于A為偶數(shù),余數(shù)B分別為1、2、3、4、0。第6、7、8、9、10號(hào)貨位相當(dāng)于A為奇數(shù),余數(shù)B分別為1、2、3、4、0。將貨物待抓取點(diǎn)作為全局坐標(biāo)原點(diǎn),垛位中心作為局部坐標(biāo)原點(diǎn),則各個(gè)擺放位置的距離運(yùn)算如下:
1號(hào)貨位:
X軸運(yùn)行距離為Xi-b,Y軸運(yùn)行距離為Yi+(a+b)/2;
2號(hào)貨位:
X軸運(yùn)行距離為Xi,Y軸運(yùn)行距離為Yi+(a+b)/2;
3號(hào)貨位:
X軸運(yùn)行距離為Xi+b,Y軸運(yùn)行距離為Yi+(a+b)/2;
4號(hào)貨位:
X軸運(yùn)行距離為Xi-a/2,Y軸運(yùn)行距離為Yi+a;
5號(hào)貨位:
X軸運(yùn)行距離為Xi+a/2,Y軸運(yùn)行距離為Yi+a;
6號(hào)貨位:
X軸運(yùn)行距離為Xi-a/2,Y軸運(yùn)行距離為Yi;
7號(hào)貨位:
X軸運(yùn)行距離為Xi+a/2,Y軸運(yùn)行距離為Yi;
8號(hào)貨位:
X軸運(yùn)行距離為Xi-b,Y軸運(yùn)行距離為Yi+(a+b)/2;
9號(hào)貨位:
X軸運(yùn)行距離為Xi,Y軸運(yùn)行距離為Yi+(a+b)/2;
10號(hào)貨位:
X軸運(yùn)行距離為Xi+b,Y軸運(yùn)行距離為Yi+(a+b)/2。
式中:a:貨物的長(zhǎng);b:貨物的寬;y:貨物在起始點(diǎn)與堆放點(diǎn)在Y軸方向上的距離;xi:貨物在起始點(diǎn)與各個(gè)堆放點(diǎn)在X軸方向上的距離。
Z軸的運(yùn)行距離根據(jù)公式H=L-A×hi進(jìn)行計(jì)算,其中hi為貨物的高度,即堆放一層的高度;L為碼垛機(jī)的總高度;H為碼垛機(jī)沿Z軸方向需要運(yùn)行的距離。
3 企業(yè)應(yīng)用情況
在企業(yè)的協(xié)助下,搭建實(shí)際的抓手碼垛機(jī)和相應(yīng)的碼垛工控柜后,并輸入本文所研究的控制程序。通過(guò)搬運(yùn)一定數(shù)量貨物,檢測(cè)此套控制程序的實(shí)際運(yùn)用情況。在機(jī)器運(yùn)行過(guò)程中,對(duì)于品種之間的切換和垛位之間的選擇都完整的按照邏輯順序所運(yùn)行。圖4為貨物碼放的效果圖。在整個(gè)碼放過(guò)程中,自動(dòng)化碼垛比人工碼垛的時(shí)間減少了大概50%,提高了工作效率,且減少了人力成本,同時(shí)減小了生產(chǎn)事故的發(fā)生率。
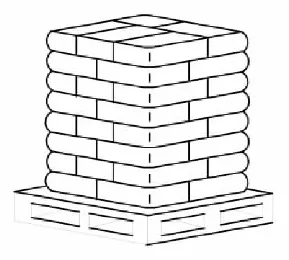
圖4 垛位效果圖
4 結(jié)束語(yǔ)
本文提出了一種碼垛機(jī)的多品種多垛位的控制系統(tǒng),組合PLC+HMI+伺服的控制方法。并針對(duì)PLC程序編寫(xiě)了一套適用多品種、可完成多垛位選擇性碼垛的邏輯控制算法。此算法以貨物待抓取點(diǎn)為全局坐標(biāo)原點(diǎn),以垛位中心為局部坐標(biāo)。在全局坐標(biāo)下,計(jì)算碼垛機(jī)全局坐標(biāo)原點(diǎn)與各個(gè)碼垛位置的增量坐標(biāo)。同時(shí)此碼垛算法可以實(shí)現(xiàn)一機(jī)多產(chǎn)品、一機(jī)多盤(pán)情況,克服了因產(chǎn)品尺寸參數(shù)和垛盤(pán)位置的改變而導(dǎo)致碼垛機(jī)器人的無(wú)法快速響應(yīng),降低工作效率和造成成本浪費(fèi)等缺點(diǎn)。本控制系統(tǒng)為抓手碼垛機(jī)的應(yīng)用提供了一種通用的路徑邏輯運(yùn)算方法,增加了碼垛機(jī)的適用性和穩(wěn)定性。
[1] 左青,王貴生.全自動(dòng)碼垛機(jī)的應(yīng)用[J].中國(guó)油脂,2010,(02):64-66.
[2] 胡洪國(guó),高建華,楊汝清.碼垛技術(shù)綜述[J].組合機(jī)床與自動(dòng)化加工技術(shù),2000,(06):9-11.
[3] 李曉剛,劉晉浩.碼垛機(jī)器人的研究與應(yīng)用現(xiàn)狀、問(wèn)題及對(duì)策[J].包裝工程,2011,(03):96-102.
[4] F. H,Y. C, S. Z. Application of Fuzzy Control in the Stacker Crane of an AS/RS[C].2008:508-512.
[5] 吳海鳴.現(xiàn)代物流裝備--塑料托盤(pán)[J].今日科苑,2006,(11):140-141.
A Stacking path algorithm for stacker with different positions and different species
JIANG Sun-quan, MENG Ai-hua, LIU Fan, ZHANG Mei
U653.928.+5
B
1009-0134(2016)10-0130-03
2016-08-02
浙江省大學(xué)生科技創(chuàng)新活動(dòng)計(jì)劃(新苗人才計(jì)劃)(2015R407058);浙江省教育廳項(xiàng)目(Y201224182)
蔣孫權(quán)(1991 -),男,浙江紹興人,碩士研究生,主要從事智能材料及器件性能分析與控制、機(jī)電一體化設(shè)備開(kāi)發(fā)等方面的研究。