基于諧波理論的軸孔特征誤差分離與表面形貌預測
2016-11-09 10:09:06蘇長青孫業翔屈力剛葉柏超楊野光
兵工學報 2016年10期
蘇長青, 孫業翔, 屈力剛, 葉柏超, 楊野光
(沈陽航空航天大學 航空制造工藝數字化國防重點學科實驗室, 遼寧 沈陽 110136)
?
基于諧波理論的軸孔特征誤差分離與表面形貌預測
蘇長青, 孫業翔, 屈力剛, 葉柏超, 楊野光
(沈陽航空航天大學 航空制造工藝數字化國防重點學科實驗室, 遼寧 沈陽 110136)
軸孔零件作為機械產品中應用最為廣泛的核心零件趨于向高精度、高強度、多元化方向發展,其質量控制和質量評價至關重要。針對軸孔零件的形位誤差分離問題,在研究了傳統的誤差分離技術和諧波理論的基礎上,提出了軸孔零件形位誤差的諧波分離方法。根據在零件上測得的周期性數據,分析了各次諧波誤差的產生機理,提出了控制低次諧波誤差的措施。利用空間點矢量法獲得了測量點實際位置,結合擬合算法對零件表面形貌進行了預測。通過實驗驗證了形位誤差諧波分離和表面形貌預測方法的準確性和合理性,為軸孔零件的表面質量評價和預測提供一種新的思路。
機械制造工藝與設備; 誤差分析; 諧波測量; 形貌預測; 諧波理論; 誤差分離
0 引言
作為在機械類產品中最為常見的軸孔類零件、零件中的軸孔類特征常常作為產品中的核心零部件、關鍵特征來使用,在國防軍工、航空航天、船舶制造、汽車工業等領域得到了廣泛的應用。軸孔類零件產品在制造及應用的過程中,其加工質量將直接決定零件在使用過程中的安全性、準確性和工作效率。在檢測軸孔特征時,圓度、圓柱度、徑向跳動和端面跳動是評價軸孔特征加工質量的4個非常重要的技術參數[1-3]。
由于軸孔類零件在檢測時對徑向和軸向的檢測要求不同,所以檢測的方式也各有差別。目前,在檢測零件軸孔特征時,最常用的方法是坐標測量法和點云分析法[4-5]。通過接觸式測量或非接觸式測量的方式來獲得特征表面的實際位置信息,根據軸孔特征形位公差的評價算法擬合被測特征實際輪廓,并據此得到被測特征的形位誤差[6-7]。由于工藝系統會存在系統誤差,因此零件在加工過程中會產生偏心誤差,對零件的加工精度造成一定影響[8]。為了將零件截面圓圓心與回轉中心不重合而產生的偏心誤差分離出來,利用誤差分離技術(EST)分離形位誤差中的偏心誤差,進而得到經過校正的形位誤差[9-10]。利用EST可準確地獲得被測特征的輪廓信息,剔除了由于裝夾、制造偏心所產生的影響,操作簡便、測量效率高,可較快得出質量評價結果。但EST分離偏心誤差的過程需要大量測量數據來保證其準確性,且分離算法較為復雜,對零件的測量效率會產生一定影響[11-12]。零件表面質量的高低也會對零件的使用壽命、使用效率和使用安全造成一定影響。為了降低零件的過程誤差,提高零件的加工質量和加工效率,需要對零件進行中間檢測和表面質量預測,以改善零件的工藝過程,優化零件的結構和檢測方法[13-14]。
針對軸孔類零件誤差分析與表面質量預測的問題,在研究了EST和諧波分析法基本原理的基礎上,提出了零件形位誤差的諧波分離方法。通過對測得的周期性數據進行傅里葉變換來求解被測特征的各次諧波誤差并給出其物理意義,據此完成對被測特征的評價。根據被測特征的特點,結合空間點矢量法,通過對零件表面形貌的預測來完成表面質量的控制。
1 軸孔零件的誤差來源

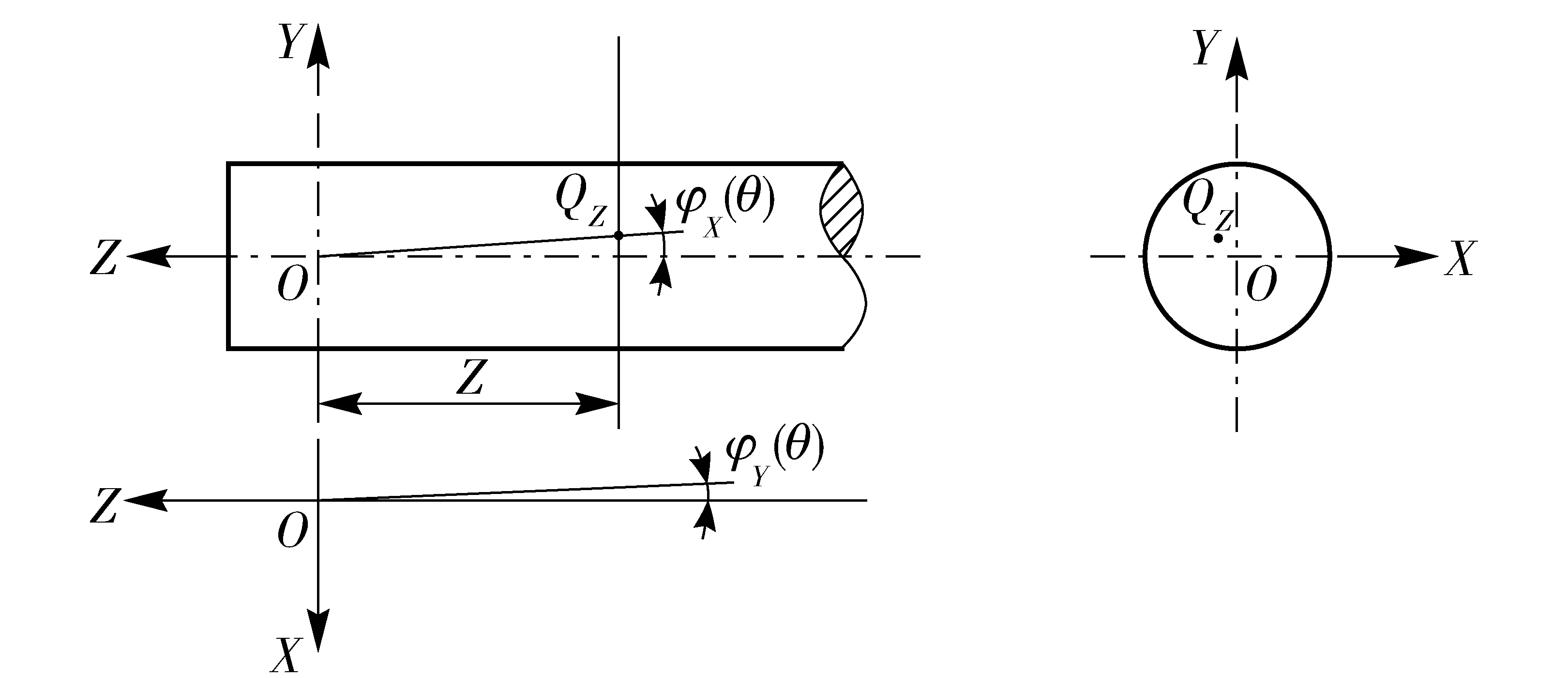
圖1 零件復映誤差示意圖Fig.1 Schematic diagram of mismachining tolerances of shaft parts
零件在加工過程中會產生熱變形即切削熱。切削熱也是影響零件加工質量的因素之一,在高精密加工中由切削熱引起的誤差難以修復。影響切削熱的因素較多,且具有一定隨機性,因此零件熱變形問題很難處理。同時,切削力及切削力的變化會引起零件變形,這些影響因素都會復映在零件上,從而影響零件的加工質量[16]。
零件的加工質量對零件的使用壽命、工作效率、疲勞強度、使用安全及可靠性都會產生影響,因此,在加工時應盡量保證工藝系統的穩定性以降低零件的隨機誤差。
2 軸孔零件形狀誤差諧波分離原理
零件的軸孔類特征有很多檢測手段,如光學非接觸式檢測設備、光學掃描儀、量塊、圓度儀、三坐標測量機(CMM)等檢測設備。在使用CMM對零件的軸孔類特征檢測時,測頭傳感器中記錄的是測針在被測特征上所分布的一圈測量點實際位置的數據,同時,由于測量點在被測特征的圓周上按照均勻方式分布,故在測量被測特征一圈時所收集的測量點數可看作是一組周期信號。一組周期信號作為輸入的周期函數可對其進行傅里葉變換,分解為由一組正弦波信號作為輸出周期函數的集合,亦可通過傅里葉變換將一組正弦信號疊加成一個非正弦周期函數。由測得的周期性信號進行傅里葉變換后分解出的各階正弦曲線即為諧波[17-18]。
設f(x)為非正弦周期函數,頻率與角頻率分別為f和ω,且滿足狄里赫利條件,則可將f(x)展開成傅里葉級數
f(x)=A0+A1sin(x+φ1)+A2sin (2x+φ2)+…+
Aisin (ix+φi)+…=

(1)
式中:n=1,2,3,…;A0稱為直流分量,其余各項為具有不同振幅,不同初相且頻率都為整數的正弦分量;A1sin (x+φ1)稱為基波,A1、φ1分別為其振幅和初相;A2sin (2x+φ2)稱為2次諧波,其特點是頻率為基波頻率的2倍,A2和φ2分別為其振幅和初相;根據各分量頻率與基波頻率的關系,可得3次諧波、4次諧波、5次諧波等。(1)式亦可表示為

(2)

對于普通的周期函數而言,ai和bi可通過積分的方法求得,如(3)式所示。
(3)
式中:n=1,2,3,….
在檢測軸類零件時,需要對其圓度、圓柱度、徑向跳動等形位誤差進行評價,從而綜合評價零件質量。然而,在大多數情況下,確定周期的函數是未知的,但可以獲得函數上一些離散點的數據,利用這些離散的坐標數據求解各次諧波。
取(3)式中的前2n+1項代入(2)式中即可得到第n次諧波,這種方法稱為離散點坐標法。根據測量點坐標值、傅里葉因數、實際測量值之間的關系,可建立關系矩陣來求解傅里葉因數,即
AF=Y,
(4)
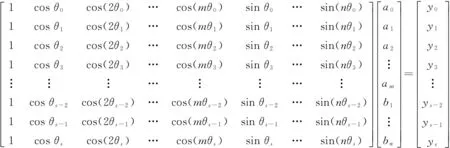
式中:A為系數矩陣;F為傅里葉因數;Y為實際測量值。
當A為方陣時,將等式兩邊同時乘A-1,可得到傅里葉因數求解公式,即
A-1AF=A-1Y,
F=A-1Y.
(5)
當A不為方陣時,可將F看作AF=Y的解向量,通過求解A的廣義逆矩陣A(1)來求解F,即
F=A(1)Y+(E-A(1)A)b,b∈Cn,
(6)
式中:E為單位矩陣;b為n維復向量空間任意列向量;Cn為n維復向量空間。
將所求得的傅里葉因數代入(2)式,即可獲得各次諧波的表達式和各次諧波的振幅、相位等相關參數。根據所分離出來的各次諧波誤差即完成對軸孔零件形狀誤差的諧波分離。
3 軸孔零件表面形貌分析與預測
測量及分析被測零件的諧波誤差對評價與控制零件的加工質量和改進零件的工藝過程都起到了至關重要的作用。諧波誤差是由檢測設備、測量方式、工藝過程、零件材料、現場環境等因素共同作用而產生的復合形式的誤差。
通常各次諧波誤差形成的機理也各不相同。1次諧波誤差,零件相對于回轉主軸的偏心程度,即零件的偏心誤差,偏心量通過重新裝夾找正被消除。2次諧波誤差,由于偏心等定位不準確所造成的零件橢圓形誤差,即徑向橢圓形誤差。3次諧波誤差,由于制造過程中,定位方法、工裝夾具及刀具選擇不當造成的誤差,即制造因素誤差。4次諧波誤差,零件工藝過程不當,零件由于熱處理工藝不當以及加工時產生的熱變形而造成零件彈性變形都是造成四次諧波的主要原因,即工藝因素誤差。5次諧波誤差,由制造現場環境的穩定程度所引起的誤差,如加工現場溫度、濕度、振動、潤滑劑等都將對零件質量產生一些細微的影響,即環境因素誤差。5次以上諧波誤差稱為高次諧波誤差,即零件加工時所產生的高次微觀誤差。與前幾次諧波誤差相比,高次諧波誤差對零件的影響可忽略,各次諧波如圖2所示。
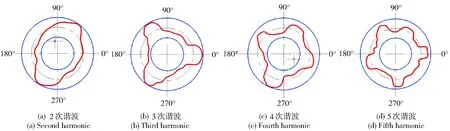
圖2 2~5次諧波示意圖Fig.2 Schematic diagram of harmonics
在利用諧波分析法對零件進行誤差分析時,可根據特征的測量點分布原則分布測量點,測得零件表面的坐標數據后,根據傅里葉變換將其展開為傅氏級數,進而獲得各次諧波誤差。在可忽略高階諧波誤差的條件下或以高階諧波誤差作為替代誤差,用主要影響零件質量的低階諧波誤差來代替零件的加工誤差。根據諧波誤差的物理意義和產生機理,分析零件誤差的來源,優化設計、工藝及檢測過程,進而降低零件誤差,如圖3所示。
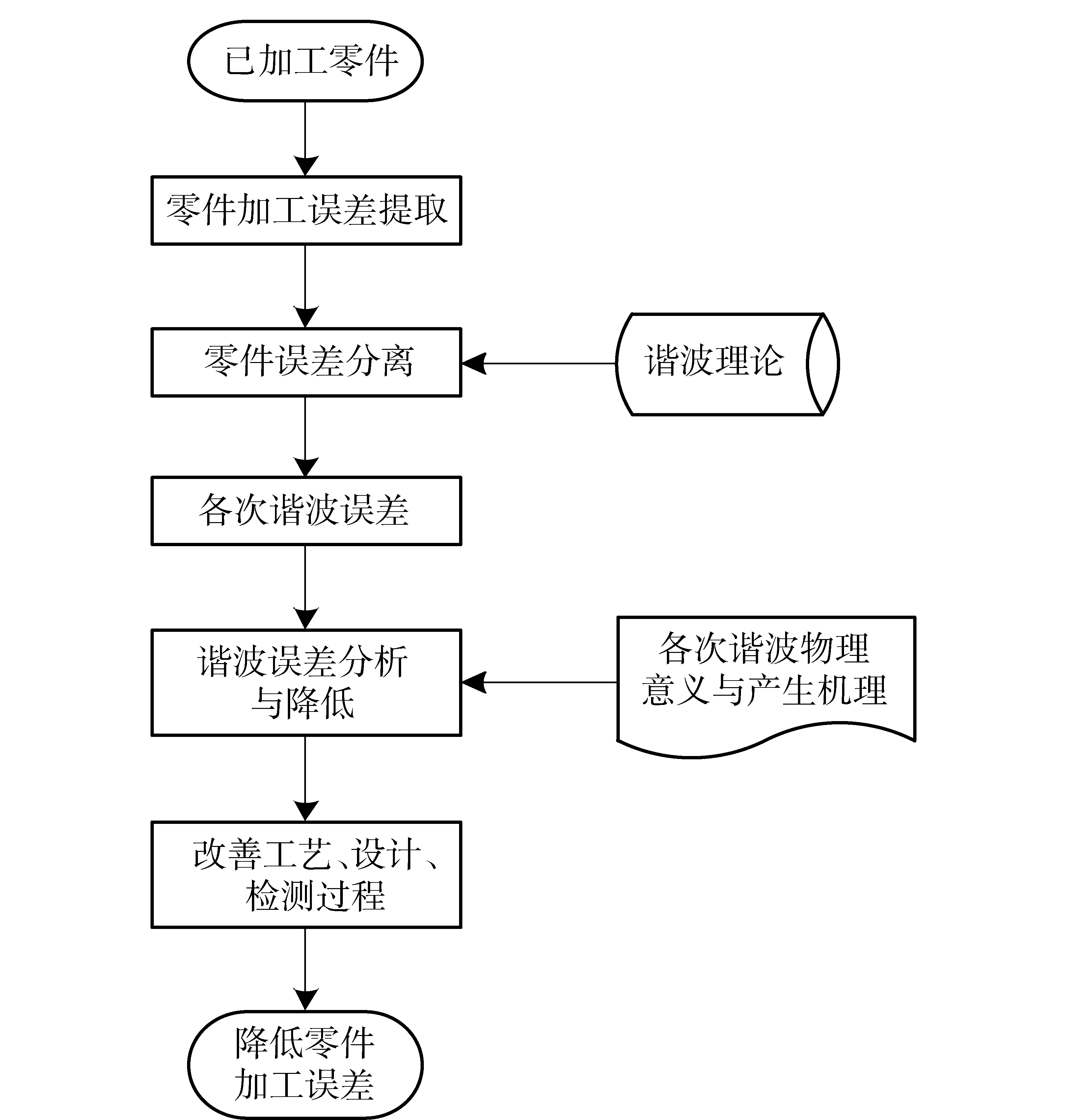
圖3 零件誤差分析Fig.3 Error analysis of shaft and hole parts
為了獲得零件加工后表面的實際形貌,可由空間點矢量法來計算零件上某點在空間中的實際位置。根據被測零件表面各點的實際位置來預測零件的表面實際形貌,如圖4所示。
空間點矢量法的基本原理是坐標測量法,通過測量設備可識別的中性測量程序(標準DMIS程序)驅動測量機按照既定的測量路線,在被測零件表面上精確地測得點在空間坐標(x,y,z)和矢量(i,j,k)的數值,將測量數據在計算機中處理,擬合被測特征的實際輪廓[19]。
由空間點矢量法可獲得測量點的實際位置,即
T=Δxi+Δyj+Δzk,
(7)
式中:T為測量點實際位置與理論位置的偏離程度;當T>0時,測量點實際位置在理論位置之上;當T<0時,測量點實際位置在理論位置之下;Δx=xm-xt,Δy=ym-yt,Δz=zm-zt,xm、ym、zm為實測值,xt、yt、zt為理論值;i、j、k分別為X、Y、Z的方向矢量。
根據測量點在零件表面上的分布,通過空間點矢量法計算其實際位置,由所有通過空間矢量法計算得到的點擬合一個曲面,即為零件表面的預測形貌,如圖4所示。零件表面的預測形貌可由矩陣表示為
S=ΔΛ,
(8)
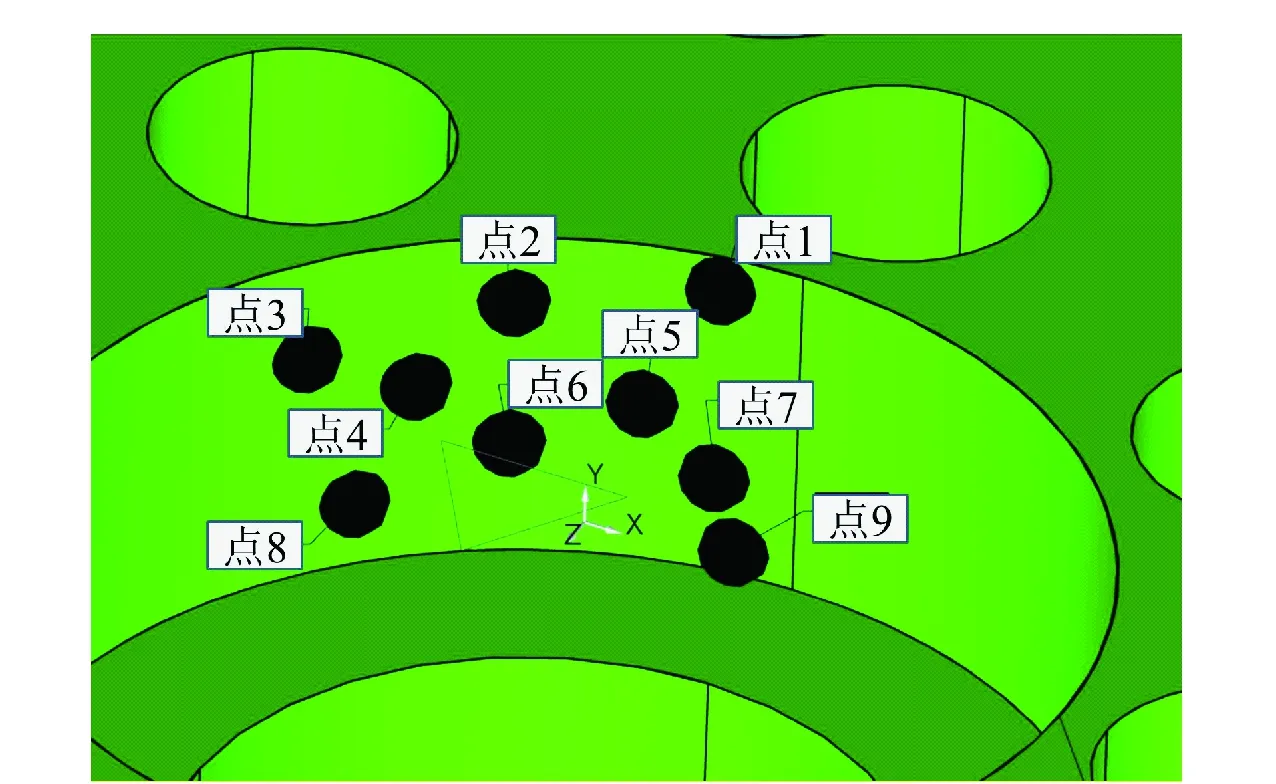
圖4 隨機測量點陣Fig.4 Random measuring lattice
4 諧波測量與分析

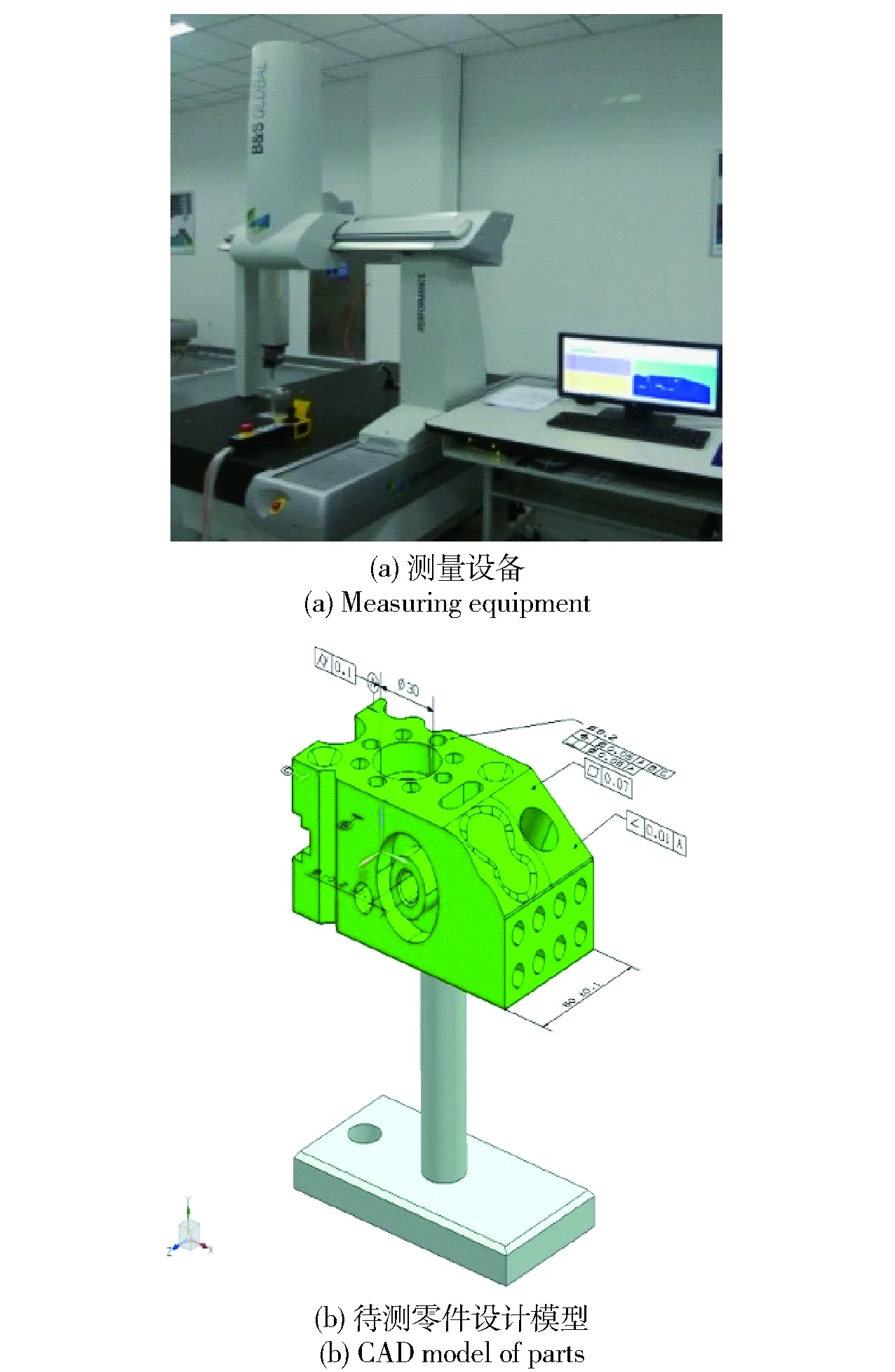
圖5 測量設備與待測零件Fig.5 Measuring equipment and parts under measuring
為了求解零件諧波誤差,可把一個周期2π分成8、12、20、24、36、48等份,即取測量點數為4的整數倍,可分別得到1~4次諧波誤差,1~6次諧波誤差,1~10次諧波誤差,1~12次諧波誤差,1~18次諧波誤差,1~24次諧波誤差。為獲得零件的前5次諧波誤差,本文采用12點坐標法對零件的諧波進行測量,表1為零件應用12點法所獲得的實測數據。
將表1中的測量數據代入(5)式中,即可求得傅里葉因數F=(a0,a1,a2,…,an,b1,b2,…,bn)T. 將所求得的傅里葉因數代入(2)式中,即可求得各次諧波幅值和相位,其中諧波幅值即為所求諧波誤差,如表2所示。
由表2可知,零件的1~5次諧波誤差分別為28.007 68 μm,5.861 08 μm,1.433 61 μm,2.059 51 μm,3.179 25 μm. 由此可得,零件裝夾及切削振動造成的偏心誤差為28.007 68 μm,偏心誤差是可以通過重新裝夾定位、更換刀具和切削參數等手段來消除。零件的2次諧波誤差(橢圓形誤差)為5.861 08 μm,可通過調整切削參數、定制專用工裝等方法來減小。零件的3次諧波誤差(制造因素誤差)為1.433 61 μm,可適當改變夾持力、調整加工刀具及重新選擇定位方式等方法來改善。零件的4次諧波誤差(工藝因素誤差)為2.059 51 μm,可適當改善工藝流程以減小切削時所產生內應力和熱變形。零件的5次諧波誤差(環境因素誤差)為3.179 25 μm,在零件加工時,應盡量保持現場環境穩定,以減小環境因素對加工過程造成的影響。

表1 應用離散點坐標法(12點法)測得的零件數據

表2 1~5次諧波幅值
為了獲得零件的綜合諧波誤差,可將表2中所求得各次諧波誤差進行疊加,來求得零件的綜合諧波誤差。設零件的各次諧波誤差之間存在線性關系,在高次諧波誤差忽略不計的前提下,將各次諧波誤差進行線性疊加,波形圖如圖6所示,其最大值為29.743 62 μm.
由表3可知,在高次諧波誤差忽略不計的前提下,前5次諧波誤差疊加后的綜合諧波誤差與圓柱度誤差幾乎一致,其差值為測量誤差和高次諧波誤差共同作用的結果。
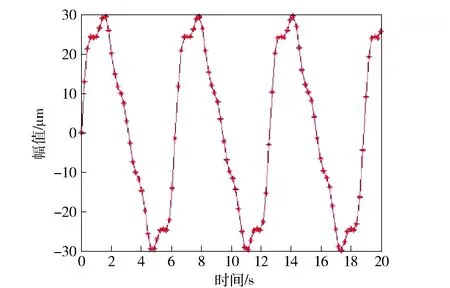
圖6 各次諧波誤差疊加后波形圖Fig.6 Waveform of overlaid harmonic errors

誤差類型綜合諧波誤差圓柱度誤差誤差值/μm29.7436230.19145
為實現對零件加工后表面實際形貌的預測,可應用空間點矢量法確定測量點的實際位置及與理論位置的偏離程度,根據所有測量點實際位置擬合零件表面的預測形貌。將零件形貌預測結果反饋給上游的設計、工藝人員,以便設計、工藝人員根據諧波誤差分析結果及表面預測形貌對零件質量進行綜合評價,對設計結構進行優化并改進工藝過程。
被測元素實測數據如表4所示,將表4中數據代入(8)式,可得對角矩陣S,即被測元素表面矢量變換情況。
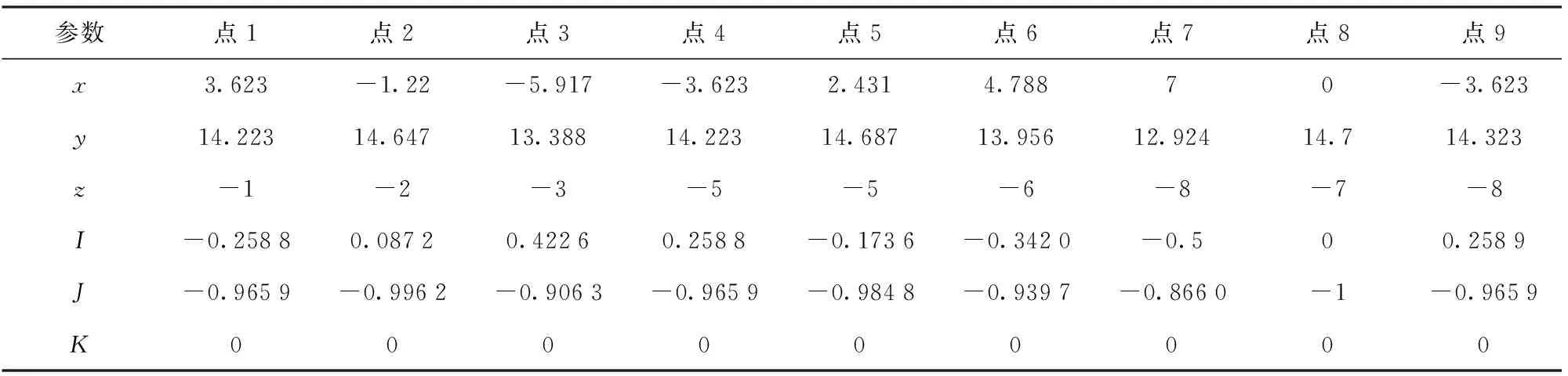
表4 被測元素實測數據
結合被測表面曲矢量化情況和擬合曲面即可得到被測元素表面的實際形貌,如圖7所示。由(8)式可得S=
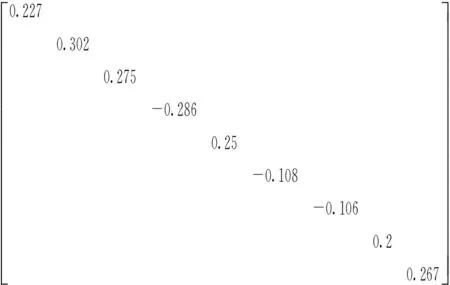
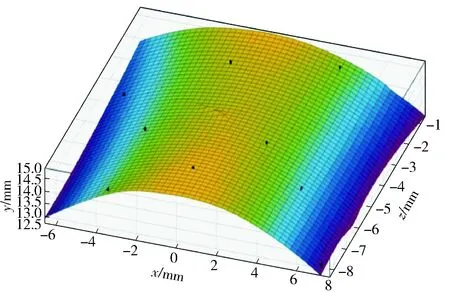
圖7 被測元素表面實際形貌Fig.7 Actual surface morphology of detected elements
5 結論
1) 針對軸孔零件檢測中的誤差分析與表面形貌預測的問題,根據諧波理論和坐標測量原理,提出了軸孔零件形狀誤差的諧波分離方法和表面實際形貌預測方法。
2) 利用傅里葉變換將各次諧波誤差分離出來,用各次諧波誤差代替被測零件的圓柱度誤差,并根據各次諧波誤差的產生機理和其物理意義,提出了控制諧波誤差的具體措施。應用線性疊加的方法將對零件影響比較大的各次諧波進行疊加,得到綜合諧波誤差。
3) 根據空間點矢量法來獲得測量點的實際位置,通過測得的數據擬合被測特征并根據測量點的偏離程度對零件表面形貌進行預測。可合理、準確地預測出被測零件表面的實際形貌,便于上游環節根據諧波分析結果和被測零件表面實際形貌來優化設計零件結構、改善工藝過程。
4) 通過實際測量驗證了諧波分析法在零件軸、孔類特征質量評價中應用的準確性,為軸、孔類零件特征的質量評價與分析提供了一種新的思路。
References)
[1]蒲靜秋,羅正國. 諧波分析技術在回轉體測量中的應用[J].儀器儀表學報,2004,25(4):117-119.
PU Jing-qiu, LUO Zheng-guo.Application for harmonic analysis in measure of rewind[J]. Chinese Journal of Scientific Instrument, 2004,25(4):117-119.(in Chinese)
[2]Capello E, Semeraro Q. The harmonic fitting method for assessment of the substitute geometry estimate error. PartⅡ:statistical approach, machining process analysis and inspection plan optimisation[J].International Journal of Machine Tools and Manufacture,2001,41(8):1103-1129.
[3]雷賢卿,李言,李濟順,等. 3點法圓度誤差分離技術新算法[J].兵工學報,2007,28(1):73-77.
LEI Xian-qing, LI Yan, Li Ji-shun, et al. A new matrix algorithm of three-point method roundness error separation technique [J]. Acta Armamentarii, 2007,28(1):73-77. (in Chinese)
[4]谷偉,譚久彬.一種基于單轉位特征角的圓度誤差分離方法研究[J].光電子激光,2015,26(12):2358-2362.
GU Wei, TAN Jiu-bin. Research on the roundness error separation method based on single transposition characteristic angle[J]. Journal of Optoelectronics·Laser, 2015,26(12):2358-2362. (in Chinese)
[5]林玉池,劉治軍,吳敬國. 軸類零件參數綜合檢測[J].中國機械工程,2000,11(3):295-298.
LIN Yu-chi,LIU Zhi-jun,WU Jing-guo. Integrative multi-parameter detection on complicated shaft[J].China Mechanical Engineering, 2000,11(3):295-298. (in Chinese)
[6]Li C, Yang D S. Applying particle swarm optimization algorithm to roundness error evaluation based on minimum zone circle[J]. Measurement, 2014, 52(6):12-21.
[7]崔長彩,黃富貴,張認成,等.粒子群優化算法及其在圓柱度誤差評定中的應用[J].光學精密工程,2006,14(2):256-260.
CUI Chang-cai, HUANG Fu-gui, ZHANG Ren-cheng,et al.Research on cylindricity evaluation based on the particle swarm optimization(PSO) [J]. Optics and Precision Engineering,2006,14(2):256-260. (in Chinese)
[8]孫健. 基于線陣CCD回轉體尺寸測量技術研究[D].長春:長春理工大學,2009.
SUN Jian. Research on measuring technique for revolving body sizes based on linear array CCD[D].Changchun:Changchun University of Science and Technology,2009. (in Chinese)
[9]Hsin Y L, Wen Y J, Chao K C. Precision modeling of form error for cylindricity evaluation using genetic algorithms[J].Precision Engineering,2000,24(4):310-319.
[10]Horikawa O, Maruyama N, Shimada M. A low cost, high accuracy roundness measuring system[J]. Precision Engineering, 2001,25(3):200-205.
[11]Cao L X. The measuring accuracy of the multistep method in the error separation technique[J].Journal of Physics E:Scientific Instruments,1989,22(11):903-906.
[12]Jariya B, Thammarat S, Salah H R, et al. Effect of step number on roundness determination using multi-step method[J].International Journal of Precision Engineering and Manufacturing,2013,14(11):2047-2050.
[13]李榮彬,張志輝,李建廣. 超精密加工的三維表面形貌預測[J].中國機械工程,2000,11(8):845-849.
LI Rong-bin, ZHANG Zhi-hui, LI Jian-guang.Prediction of 3D surface topography in ultra- precision machining [J]. China Mechanical Engineering, 2000,11(8):845-849.(in Chinese)
[14]Lavernhe S, Quinsat Y, Lartigue C. Model for the prediction of 3D surface topography in 5-axis milling[J]. International Journal of Advanced Manufacturing Technology, 2010, 51(9):915-924.
[15]王先奎.機械制造工藝學[M].北京:機械工業出版社,2007.
WANG Xian-kui.Technology of mechanical manufacture[M].Beijing: China Machine Press, 2007.(in Chinese)
[16]羅永新. 高精度長軸類零件的加工誤差分析與數控車削加工編程的編程對策[J].機械設計與制造,2004(6):102-103.
LUO Yong-xin. Parts manufacturing error analysis and the strategy of numerical control turning processing programming of high precision long axis[J].Machinery Design and Manufacture, 2004(6):102-103. (in Chinese)
[17]付麗華,邊家文,李志明,等. 諧波信號分析與處理[M].武漢:中國地質大學出版社有限責任公司,2013.
FU Li-hua, BIAN Jia-wen, LI Zhi-ming, et al.Analysis and processing of harmonic signal[M].Wuhan:China University of Geosciences Press Co Ltd, 2013.(in Chinese)
[18]夏新濤,張青雷,李如強.軸承套圈加工表面諧波分布特征研究[J].磨床與磨削,1997(4):30-32
XIA Xin-tao, ZHANG Qing-lei, LI Ru-qiang.Research on harmonic distribution characteristics of bearing rings machined surface [J].Grinder and Grinding, 1997(4):30-32. (in Chinese)
[19]周祥才,朱兆武.檢測技術及應用[M].北京:中國計量出版社,2008.
ZHOU Xiang-cai, ZHU Zhao-wu.Detection technology and application[M].Beijing: Chinese Metrology Press,2008.(in Chinese)
Error Separation and Surface Topography Prediction of Shaft and Hole Based on Harmonic Theory
SU Chang-qing, SUN Ye-xiang, QU Li-gang, YE Bai-chao, YANG Ye-guang
(Key Laboratory of Fundamental Science for National Defence of Aeronautical Digital Manufacturing Process, Shenyang Aerospace University, Shenyang 110136, Liaoning, China)
As one of the most widely used core parts in mechanical products, the shaft and hole parts tend to develop towards high precision, high strength and diversity. The quality control and quality evaluation are very important for shaft and hole parts. For the shape error separation of the shaft and hole parts, a harmonic separation method is proposed based on the research on the traditional error separation technique and the harmonic theory. According to the periodic data measured on the parts, the generation mechanism of each harmonic error is analyzed, and the measures to reduce the error are put forward. The actual position of the measuring point is obtained by using the space point vector method, and the surface topographies of the parts are predicted by combining with the surface fitting algorithm. The accuracy and rationality of the harmonic separation and surface topography prediction method are verified by experiments. Those methods provide a new idea for the surface quality evaluation and prediction of shaft and hole parts.
manufaturing technology and equipment; error analysis; harmonics measurement; topography prediction; harmonic theory; error separation
2016-02-19
國家自然科學基金項目(51005228、U1433109); 沈陽航空航天大學航空制造工藝數字化國防重點學科實驗室與中國空空導彈研究院合作項目(201601260216)
蘇長青(1979—),男,副教授,碩士生導師。E-mail:sucq@sau.edu.cn
TH161+.14
A
1000-1093(2016)10-1956-08
10.3969/j.issn.1000-1093.2016.10.024
猜你喜歡
數學小靈通·3-4年級(2024年2期)2024-05-15 02:02:28
世界科學技術-中醫藥現代化(2020年2期)2020-07-25 02:05:36
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
當代陜西(2019年10期)2019-06-03 10:12:04
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21