特殊分段的精度控制方法探討
2016-11-10 11:17:44梁友慶王恒財
船舶 2016年5期
關鍵詞:船舶
梁友慶 王恒財 鄭 律
(南通市地方海事局 南通226000)
特殊分段的精度控制方法探討
梁友慶 王恒財 鄭 律
(南通市地方海事局 南通226000)
在明確了分段精度控制意義及概念的前提下,對分段精度控制計劃和精度控制管理過程作了詳細分析,并制定相應的控制方法。首先針對舵臂分段,根據其尾部曲率較大以及不規則性,依據掛舵垂直性控制其精度;然后針對尾軸分段,根據同心度和尾軸管的定位控制該分段的精度;再針對主基座分段,主要根據基座面板水平度來控制該分段的精度;最后總結出典型分段精度控制方法。
分段;精度控制:設計;建造
引 言
隨著船舶行業漸趨蕭條,競爭日益激烈;如何降低成本,提高企業競爭力成為各船廠關注的重點。在提高造船質量的同時,還要縮短造船周期、降低造船成本,只有滿足這些要求,才能夠保證訂單的數量,增加企業的利潤。因此,本文著重從三個復雜分段進行研究,闡述如何提高精度、降低成本[1]。
作為最基本的船體結構單元,控制好分段的精度才能有效控制全船的精度[2]。本文將分別從設計和建造兩大階段入手,分析各環節需要實施的精度控制內容,并列出相應的控制方法和措施,將分段建造精度控制計劃和精度控制管理相結合,最終通過三個具體分段的詳細分析形成整套的分段控制體系[3]。
1 分段建造精度控制要點分析
1.1 分段建造組要過程分析
分段的裝配以及焊接是個比較復雜的過程,通常都是在胎架上進行分段的外板拼裝和焊接。如圖1所示,分段建造是一個極其復雜的過程,因此,在分段制造過程中,首先要保證相對位置的正確性,然后將相應的構建固定,再將號料組裝成零件,由零件進而加工成部件,最后組裝成分段。
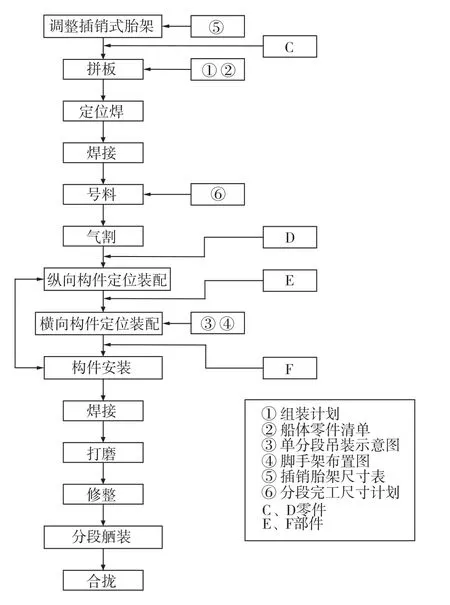
圖1 典型分段的建造流程示意圖
1.2 分段精度控制要點分析
船體分段建造是一個勞動密集型的純手工制造過程。要對該過程進行精度控制就必須對該過程進行分階段控制。通過對每個階段進行有計劃且有原則的精度控制,最終實現整船精度控制的目的。
如圖1所示,一般的船舶建造過程通常可分為兩個階段:由圖1所標出① ~ ⑥為設計階段;標示以外的流程可視為生產建造階段[5]。設計階段進行精度控制大致可分為以下幾個方面:
(1)計算結構的誤差,制訂精度標準;
(2)補償量的確定;
(3)根據相關的施工工藝和現場條件以及具體圖紙,對精度控制進行預估和處理。
而生產建造階段的精度控制可大致歸納為:
(1)主要工藝先后順序;
(2)重要的設備及制造點;
(3)精度標準校合。
2 分段建造精度控制實例分析
在船體的建造過程中,平行中體部分的分段相對較規范,因此本文將針對三個典型且較復雜的舵臂分段、尾軸分段和主機機座分段重點分析研究,它們直接影響船舶的動力系統和航速,所以必須加以重視。下面將對這三種分段的精度設計及建造過程這兩個方面的控制內容進行分析。
2.1 主機基座分段的精度控制
主機座分段由于需要安裝主機,為使主機能夠平穩高效地工作,因此首先要考慮該分段基座的水平度。為使該分段精度更高且具有更好的水平度,一般將包含整個基座的艙段劃為一個分段,具體應注意以下方面。
2.1.1 設計階段
(1)圖紙設計階段應給出基座具體尺寸并嚴格按圖施工。若尺寸偏差過大,則應通過相應的焊接坡口彌補。一般而言,坡口偏差應不大于2 ~ 3 mm。
(2)在進行基本件切割時應注意尺寸偏差,各基本件應符合規范規定的尺寸偏差,一般應預留200 ~300 mm定位焊距離。
(3)臺架應保持水平,并在分段制造過程中注意水平胎架的固定,胎架上劃線時直線部分和曲線部分一般不超過±2 mm。
2.1.2 建造階段
(1)該分段的肋板以及基座的腹板均應保持垂直,建造過程中要注重垂直度的檢驗。外形與型線偏差為±2 mm,面板與腹板垂直度公差≤2 mm。
(2)主要面板的安裝、焊接過程中,應檢查水平度,并且盡量采用對稱焊接以減少焊接變形,盡可能減少偏差。
(3)分段加工完成后,應檢驗精度并進行細微調整,注意其中心線和肋檢線的控制。
2.2 掛舵分段的精度控制分析
掛舵分段主要是指舵葉所安裝的分段。該分段與船舶的操縱性相關,因此該分段的精度控制應關注重要構件的定位以及舵桿安裝部位的垂直度。具體應從以下幾個方面進行精度控制。
2.2.1 設計階段
(1)應對各個構件的尺寸進行詳細計算,并對主要構件進行準確定位;
(2)掛舵臂進廠按圖紙進行精度檢查,吊裝在平臺上定位要準確;
(3)在焊接工藝報告中明確規定焊接順序及掛舵臂的垂直度確定方法。
2.2.2 建造階段
(1)船胎架必須水平;
(2)實肋板及艙壁的安裝必須保持垂直;
(3)應保證完工構件的同心度及垂直度。
2.3 尾軸分段精度控制
尾軸分段即安裝尾軸的分段,其精度主要影響軸的傳動效率進而影響船舶的推進效率,因此該分段的精度重點在于前后構件的同心度以及影響軸系校中的主要構件的垂直度安裝。所以,從設計和建造階段考慮,精度控制主要從以下方面重點考慮。
2.3.1 設計階段
(1)在設計階段要嚴格考慮軸殼尺寸,在圖紙中就嚴格控制精度。
(2)同時,尾軸管的卷板工藝應參照樣板卷樣,并且將其弧度的誤差控制在2 mm以內。
(3)在尾管拼裝過程中,注意余量的控制,并且應規范相應焊接工藝方法避免焊接變形。
2.3.2 建造階段
(1)該分段在建造過程中應該預留一定的反變形量,防止焊接變形。
(2)軸殼在焊接過程中,首先應該保證一定的裝配同心度,同時應該盡量采用對稱焊接,盡可能減少焊接變形。
(3)軸管焊接的過程中應該注意軸線偏移量,時刻檢查軸線的偏移量,并注意矯正,偏移量一般應小于100 mm。
(4)軸管安裝過程中軸系中心應比軸管中心稍向下偏移,這樣能夠保證軸系在轉動過程中中心正好與軸管中心重合,一般中心偏差應小于5 mm。
(5)在完成分段安裝以后,應該測量尺寸并且檢查同心度,有偏差部位應進行細微矯正。
3 結 論
分段建造精度控制技術使用至今,在國內外均獲得很好應用,尤其是造船工業發達國家。我國造船企業在今后的發展中,應繼續加強對精度控制技術的研究:首先是先進設備和工藝的應用,應在長期實踐中結合已有技術和工藝方法開發更有效的控制手段進一步提高建造精度;其次是對精度管理加強研究,從建造過程及施工人員兩方面進行更深入系統地管理,提高人員的綜合素質和對生產的重視程度,深入到每個環節,從而全面高效地提高建造精度控制。
[1]王滔,劉增榮.關于船體建造精度管理及精度拼板工藝[J].造船技術,2003(2):20-22.
[2]胡日強.船體建造精度控制關鍵技術研究[D].大連:大連理工大學,2006.
[3]徐兆康.船舶建造工藝學[M].北京:人民交通出版社,2000.
[4]陳風.船體分段精度控制體系和方法研究[D].上海:上海交通大學,2006.
[5]王世利.船體精度設計一般規定[S].上海外高橋造船有限公司.2004.
[6]陸俊岫.船舶建造質量檢驗[M].哈爾濱:哈爾濱工程大學出版社,1995.
On precision control of special segment
LIANG You-qing WANG Heng-cai ZHENG Lü
(Nantong Local Maritime Safety Administration,Nantong 226000,China)
After clarifying the significance and concept of the segment precision control,this paper analyzes the control plan and management process,and formulates the corresponding control method.First of all,the accuracy of the rudder arm segment is controlled according to the larger curvature and irregularity of the rudder tail and the rudder verticality.Then,the accuracy of the stern shaft segment is controlled according to the concentricity and the position of the stern tube.Finally,the accuracy of the main base segment is controlled by the horizontality of the base panel.The precision control methods for special segments are summarized afterwards.
segment; precision control; design; construction
U671
A
1001-9855(2016)05-0098-03
2016-03-15;
2016-04-19
梁友慶(1979-),男,工程師,研究方向:船舶檢驗。王恒財(1977-),男,工程師,研究方向:船舶檢驗。鄭 律(1988-),男,工程師,研究方向:船舶檢驗。
10.19423/j.cnki.31-1561/u.2016.05.098
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:08:26
艦船科學技術(2022年14期)2022-09-22 03:07:40
機械工業標準化與質量(2022年6期)2022-08-12 02:07:42
艦船科學技術(2022年2期)2022-03-29 01:12:44
船舶(2021年4期)2021-09-07 17:32:22
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
船舶標準化工程師(2019年4期)2019-07-24 07:21:12
軍工文化(2017年12期)2017-07-17 06:08:06
中國船檢(2017年3期)2017-05-18 11:33:09
船海工程(2015年4期)2016-01-05 15:53:30