U型安裝架加工的工裝設(shè)計(jì)
2016-11-11 02:41:54趙發(fā)銀,羅小志
新技術(shù)新工藝 2016年8期
關(guān)鍵詞:變形設(shè)計(jì)
?
U型安裝架加工的工裝設(shè)計(jì)
究一套專用定位工裝的設(shè)計(jì)。通過(guò)工裝的定位,解決零件在加工過(guò)程中的位移及變形問(wèn)題,達(dá)到零件的公差要求。
1 U型安裝架的結(jié)構(gòu)及材料
U型安裝結(jié)構(gòu)圖如圖1所示。U型安裝架左側(cè)、右側(cè)和底面各有一處安裝孔,大小分別為φ95H6、φ75H6和φ85H7 mm,左、右兩側(cè)孔的同軸度誤差要求≤0.03 mm,孔中心線相對(duì)底面φ85H7 mm孔端面(C面)的間距要求為(80±0.03) mm。為了減輕質(zhì)量,選用材質(zhì)為ZL101—S—T5的鑄鋁作為原材料,該材料具有密度小、比強(qiáng)度高和耐腐蝕好等一系列優(yōu)良特性,廣泛應(yīng)用于航空、航天、汽車和機(jī)械等行業(yè)[1]。
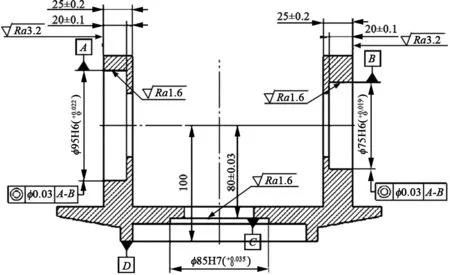
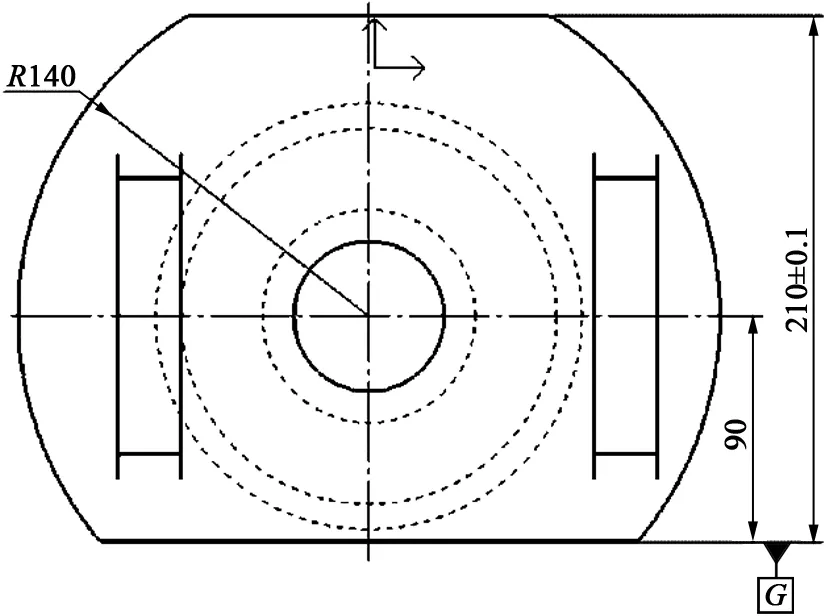
圖1 U型安裝架結(jié)構(gòu)圖
2 工裝制作
2.1 工裝的設(shè)計(jì)思路
U型安裝架各面都需要加工一處面積較大的安裝孔,如果利用普通的壓板壓緊或采用平口鉗夾持的方式將零件固定在機(jī)床工作臺(tái)上,零件在加工過(guò)程中,很可能因壓緊力或者夾持力過(guò)大而發(fā)生變形;同時(shí),零件在受到工作臺(tái)回轉(zhuǎn)換向時(shí)或加工振動(dòng)影響后,還會(huì)出現(xiàn)少量位移,產(chǎn)生加工誤差。考慮到零件的底面有兩處為平面,采用斜塊脹緊的方式固定零件,可消除上述變形和位移問(wèn)題。另外,U型安裝架兩側(cè)孔中心線與C面的間距要求為(80±0.03) mm,所以在工裝定位時(shí),應(yīng)選擇C面作為定位基準(zhǔn)面[2]。
2.2 工裝的結(jié)構(gòu)
該工裝(見(jiàn)圖2)由定位座及斜塊兩部分組成,材料選擇45鋼,定位座上有一處φ81 mm×21 mm的圓臺(tái)用于定位,圓臺(tái)中心有一處M16 mm螺紋孔用于鎖緊。定位座的底面、圓臺(tái)面均通過(guò)磨削而成,并將上述兩面的間距控制在(50±0.01) mm。定位座與斜塊的斜面也都通過(guò)磨削而成。
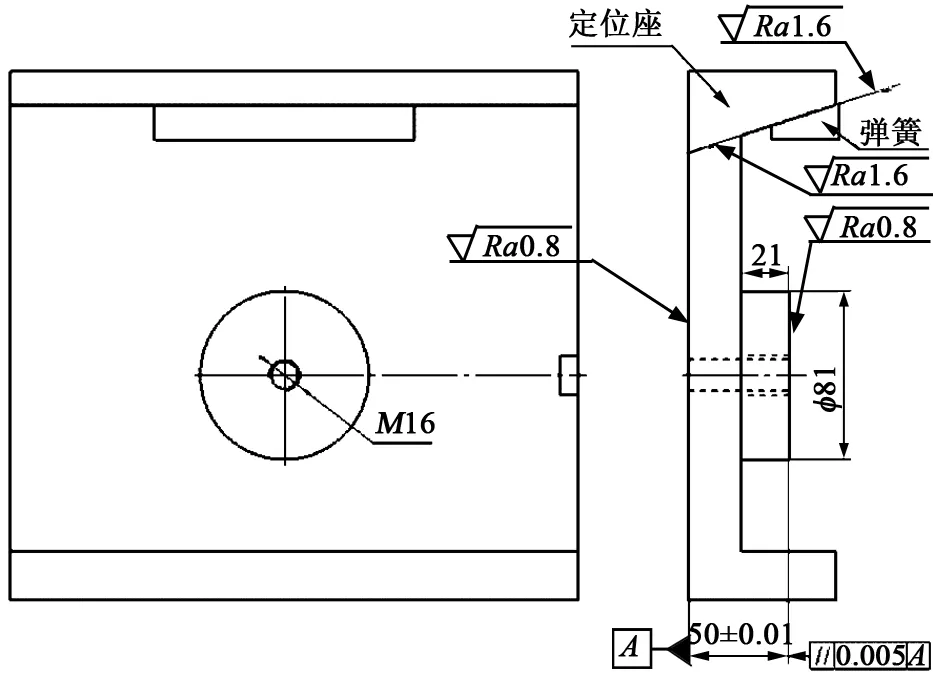
圖2 專用定位工裝結(jié)構(gòu)圖
2.3 工裝的使用
在左、右兩側(cè)孔精加工之前,先將上述工裝在機(jī)床工作臺(tái)上固定牢靠,再將U型安裝架放在定位座的圓臺(tái)上,通過(guò)斜塊脹緊的方式使U型安裝架G面與定位座臺(tái)階內(nèi)側(cè)完全接觸后,利用壓板1壓緊斜塊;同時(shí),將T型螺桿穿過(guò)壓板2、旋入圓臺(tái)上的M16 mm螺紋孔,然后旋緊T型螺桿,保證U型安裝架的C面與定位座的圓臺(tái)面完全接觸,具體定位關(guān)系如圖3所示。
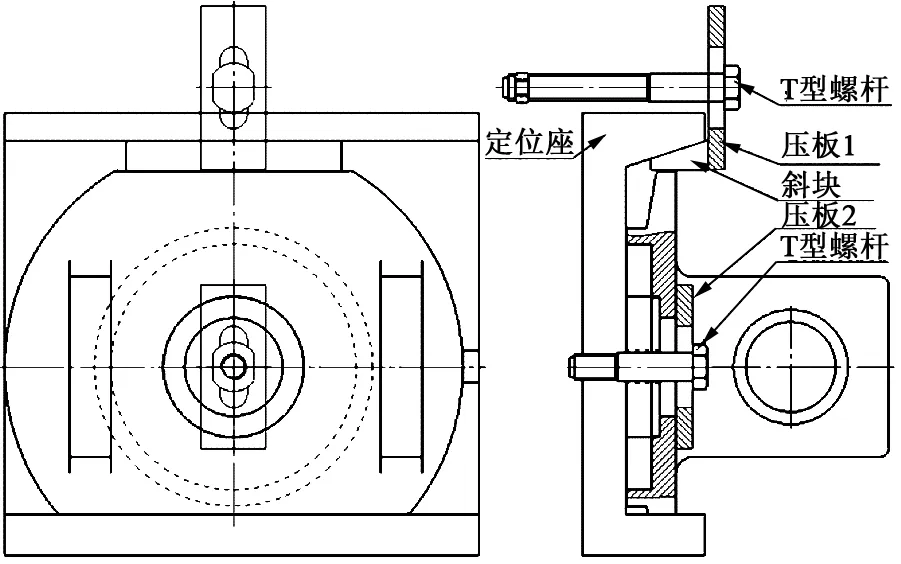
圖3 專用定位工裝定位圖
2.4 注意事項(xiàng)
1)當(dāng)工裝固定U型安裝架時(shí),U型安裝架D面不能與定位座接觸(兩者的間隙約為1 mm),這樣壓板2上的T型螺桿旋緊后,U型安裝架的定位基準(zhǔn)面C面才能與定位座的圓臺(tái)面完全接觸,以此來(lái)保證間距(80±0.03) mm。
2)U型安裝架利用工裝定位的加工已屬于精加工,兩側(cè)孔及相應(yīng)端面的加工量一般控制在約為0.1 mm/次。每次精加工完畢,應(yīng)將零件放入溫度為150~180 ℃的恒溫箱內(nèi),并保溫15 h,以此消除零件在加工過(guò)程中產(chǎn)生的內(nèi)應(yīng)力,更好地保證零件公差要求。
3)每次加工之前,應(yīng)使用酒精將零件和工裝的表面擦洗干凈,確保工裝能夠準(zhǔn)確定位零件,同時(shí)也能避免殘留的鋁屑或雜質(zhì)劃傷零件表面,提高零件的表面質(zhì)量和加工質(zhì)量。
3 應(yīng)用驗(yàn)證
直接利用壓板將U型安裝架固定在工作臺(tái)上進(jìn)行精加工,大部分零件的安裝孔都會(huì)出現(xiàn)超差現(xiàn)象,兩側(cè)孔的同軸度以及孔中心相對(duì)C面的間距(80±0.03) mm均無(wú)法保證。
利用所設(shè)計(jì)的工裝定位、加工上述零件,數(shù)量為20件,所測(cè)得的兩側(cè)孔同軸度誤差、孔中心相對(duì)C面的間距分別見(jiàn)表1和表2。
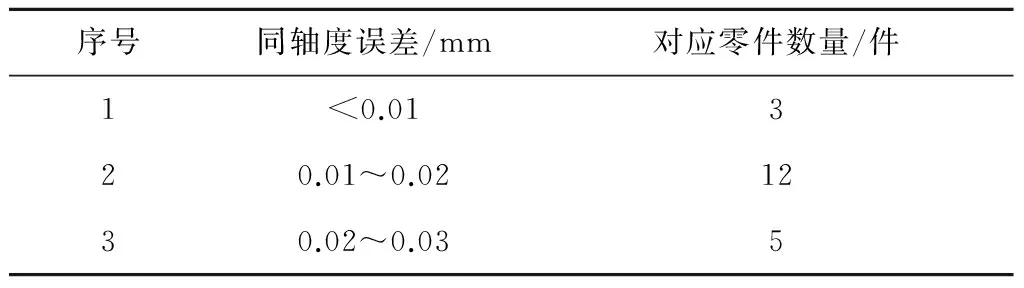
表1 U型安裝架兩側(cè)孔的同軸度誤差檢測(cè)表
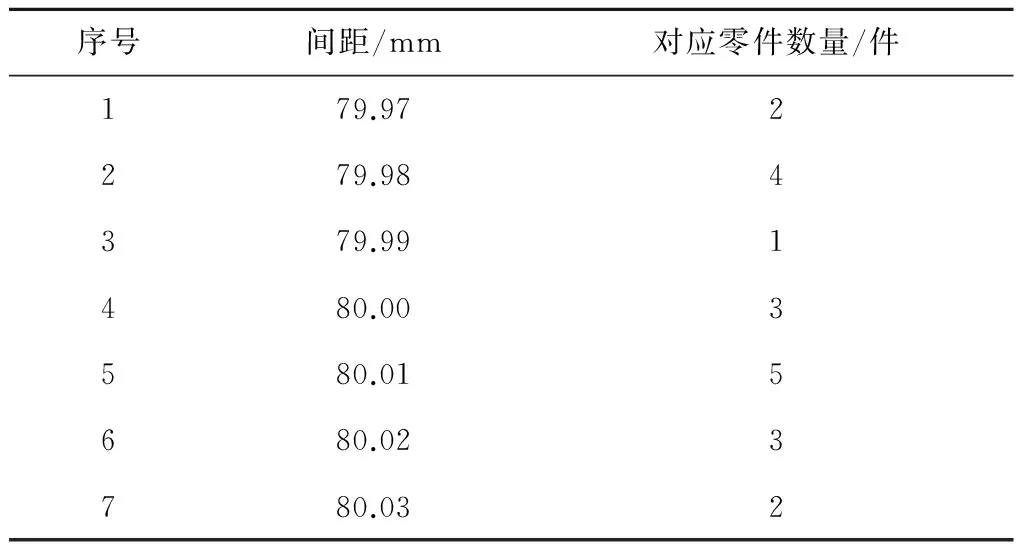
表2 U型安裝架兩側(cè)孔中心相對(duì)C面的間距檢測(cè)值
由表1和表2可以看出,在利用工裝定位后,U型安裝架兩側(cè)孔的同軸度誤差以及孔中心相對(duì)C面的間距均滿足要求。
由此可見(jiàn),通過(guò)工裝的使用,零件的尺寸公差及同軸度都得到了顯著提高,零件的質(zhì)量得到了可靠保證。
4 結(jié)語(yǔ)
通過(guò)合理的工裝設(shè)計(jì)研究,使零件在加工過(guò)程中得到了可靠定位,解決了零件在受到工作臺(tái)回轉(zhuǎn)換向時(shí)或加工振動(dòng)影響后產(chǎn)生的位移問(wèn)題,避免了零件因夾緊力或壓緊力過(guò)大而出現(xiàn)變形,有效地保證了零件安裝孔的同軸度及位置公差,提高了零件的加工質(zhì)量,為U型結(jié)構(gòu)類安裝架的加工提供了一個(gè)可借鑒的工裝設(shè)計(jì)方案。
[1] 徐耀信. 機(jī)械加工工藝及現(xiàn)代制造技術(shù)[M]. 成都:西南交通大學(xué)出版社, 2005.
[2] 楊叔子. 機(jī)械加工工藝師手冊(cè)[M]. 北京: 機(jī)械工業(yè)出版社, 2001.
責(zé)任編輯 鄭練
趙發(fā)銀,羅小志
(中國(guó)兵器工業(yè)第五八研究所 產(chǎn)品制造部,四川 綿陽(yáng) 621000)
針對(duì)U型安裝架在加工過(guò)程中受到工作臺(tái)回轉(zhuǎn)換向或加工振動(dòng)影響后易出現(xiàn)位移,以及因壓緊力或者夾持力過(guò)大而發(fā)生變形的加工難題,設(shè)計(jì)了一套專用定位工裝。分析了零件的結(jié)構(gòu)及材料,研究設(shè)計(jì)了工裝結(jié)構(gòu)圖及定位圖,說(shuō)明了工裝的使用方法和注意事項(xiàng),并通過(guò)實(shí)際應(yīng)用進(jìn)行了驗(yàn)證。結(jié)果表明,合理的工裝設(shè)計(jì)能使零件得到可靠定位,解決了零件的位移和變形問(wèn)題,有效地保證了零件安裝孔的同軸度及位置公差,提高了零件的加工質(zhì)量,為U型結(jié)構(gòu)類安裝架的加工提供了一個(gè)可借鑒的工裝設(shè)計(jì)方案。
U型安裝架;同軸度;定位;位移;變形
U Install Processing Equipment Design
ZHAO Fayin, LUO Xiaozhi
(Department of Product Manufacturing, No.58 Research Institute of China Ordnance Industries, Mianyang 621000, China)
U mounts are easy to appear displacement in the process of processing by rotary table reversing or after machining vibration, and appear deformation due to compaction force or too large clamping force, design a set of special positioning jig. Supply the structure and material of parts, introduce the design of tooling, list the tooling structure drawing and location map, discuss the equipment use method and matters needing attention, and expound the economic benefits. Results show that the reasonable equipment design can make the parts get reliable positioning, solve the problem of the displacement and deformation of the parts, effectively guarantee the alignment and position tolerances of parts mounting holes, to improve the machining quality of parts, and mounting bracket for U glyph structure class processing provides a reference for the tooling design.
U mounts, alignment, positioning, displacement, deformation
趙發(fā)銀(1982-),男,工程師,主要從事工藝技術(shù)等方面的研究。
2016-03-04
TG 76
A
猜你喜歡
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36