33.6 m交通艇改造設計與改造方案
2016-11-24 03:46:53余仁偉
江蘇船舶 2016年4期
余仁偉
(中外運長航集團南京長江油運公司紫金山船廠,江蘇 儀征 211900)
?
33.6 m交通艇改造設計與改造方案
余仁偉
(中外運長航集團南京長江油運公司紫金山船廠,江蘇 儀征 211900)
在將原守島供水船改造成內河交通艇的過程中,針對原船的缺點制定了詳細的改造設計,通過周密的設計工作,明確了改造工程內容;在改造工程展開的前期做好詳細的可操作性的施工計劃及工藝方案,讓整個改造施工過程工期可控、質量可控,效益達到預期目標。
交通艇;船舶改裝;改造設計;改建實施方案
0 引言
南京港邊防檢查站邊檢3207艇改造項目主要目的是將原沿海“守島供水船”改建成33.6 m內河交通艇。該艇改造成功后主要用于巡查長江南京段水域,并有集中會議室,可指揮其他船舶圍堵救災工作等。該艇改造面臨的主要難度是原艇動力弱,船頭線型不合理,船舶艏部傾斜嚴重等。針對原船這些難題,需要重新設計船艏部線型,改變船舶重量和船舶重心。通過實船測量以及相關方案的優化,最終明確改建的主要內容是改善船舶艏部線型,重新制作船舶艏部;原供水艙改為船員房間,原船員房間改造成集中會議室;將船舶上層建筑改為鋁合金材質,降低船舶重心,增加船舶穩性。
1 交通艇改建設計要點
1.1 改造設計圖紙文件編制及改造依據
《內河船舶法定檢驗技術規則》(2011)、《鋼質內河船舶建造規范》(2009)及2012修改通報、中國造船質量標準CSQS(2006)。
1.2 船體設計要點
1.2.1 改建船舶主要要素對比
改建船舶主要要素對比見表1,改建船舶總布置圖如圖1所示。
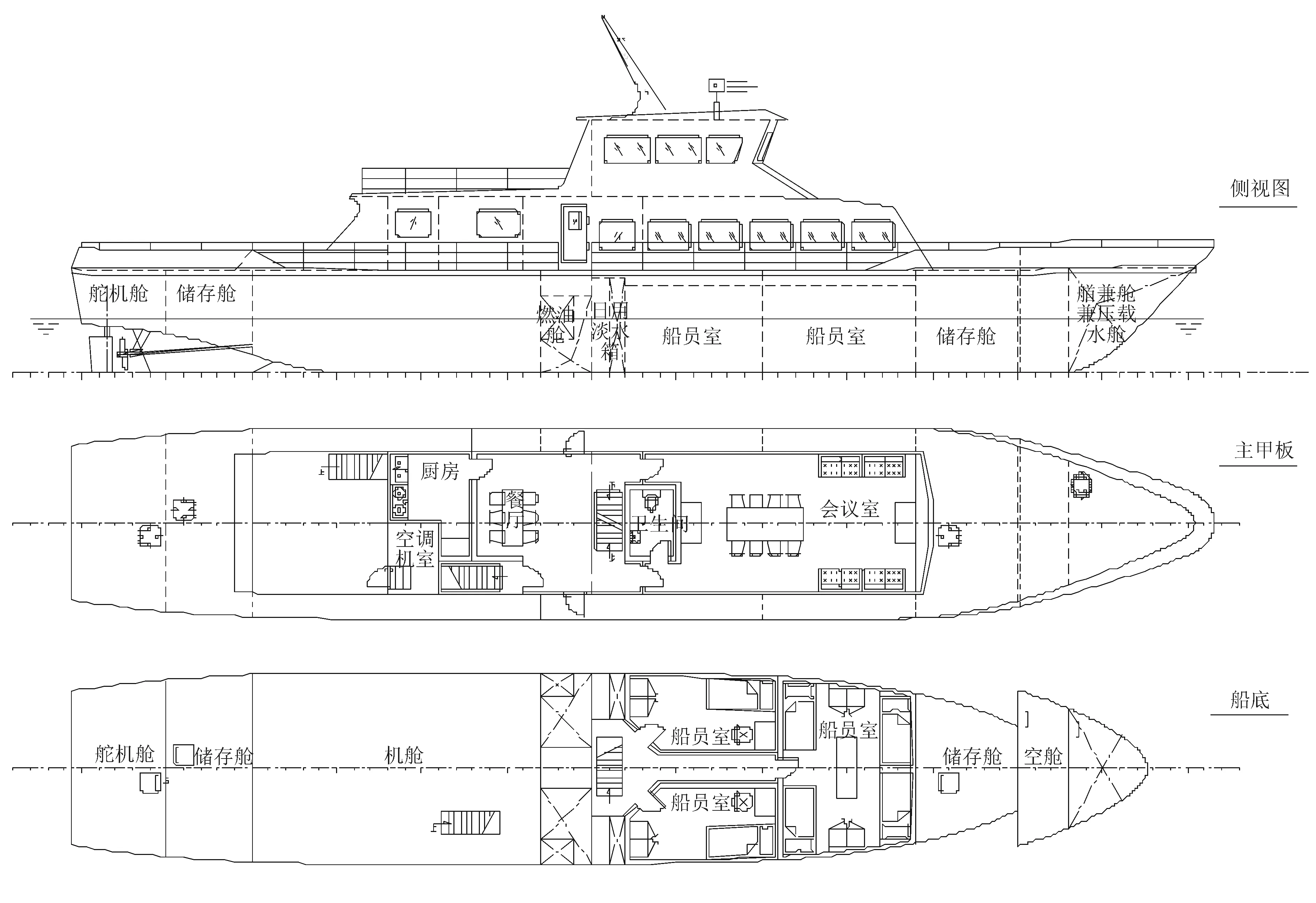
圖1 總布置圖
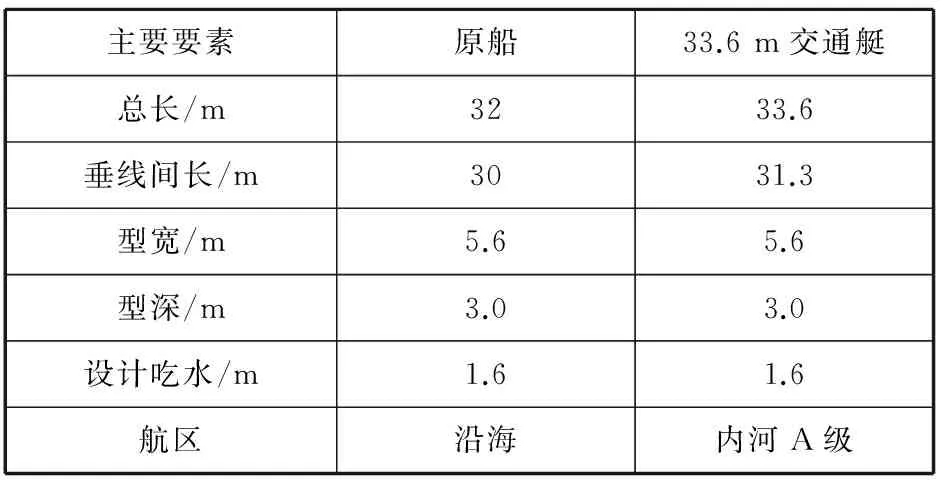
表1 改建前后船舶主要要素對比表
1.2.2 穩性
根據《內河船舶法定檢驗技術規則》(2011)校核穩性。
1.2.3 救生消防
根據《內河船舶法定檢驗技術規則》(2011)配備救生消防設備。
1.2.4 艙室
1.2.4.1 隔熱
所有陽光照射到有內裝要求的部位的鋼質外圍壁及甲板內壁敷50 mm自熄泡沫板。
1.2.4.2 敷料及地面
主甲板餐廳、廚房、廚房內儲藏室、衛生間鋼絲網水泥底層填料地面找平后鋪薄型防滑地磚;駕駛甲板駕駛室、內走道上鋪地板;艙底船員室、內走道鋪地板;空調機室地板為防滑甲板漆。
1.2.4.3 天花板及圍壁
(1)主甲板上艙室天花板凈高為1 800 mm,下沉區域天花板凈高為 2 200 mm,駕駛甲板室天 花板凈高為2 000 mm。
(2)會議室、餐廳、廚房、居住艙室及內走道的圍壁及天花襯板選用阻燃防火板,其構架與其產品配制組裝。
(3)廚房、衛生間的墻面圍壁采用輕型不銹鋼復合圍壁板。
1.3 船舶輪機設計要點
輪機系統改造為局部調整。機艙內部主要設備不變動,軸系也不改動;壓載管路、生活管路、透氣管需要調整;主甲板上增加1臺中央空調等。
1.3.1 拆除項目
(1)拆除原船上CO2滅火系統,包括機艙內的CO2噴頭。
(2)拆除對外供水系統,包括機艙內的對外消防泵、對外消防泵啟動器以及一些管道。
(3)拆除機艙以外的取暖管道以及一些附件。
(4)拆裝駕駛室內主機、齒輪箱、舵機等操縱儀表及連接管線,待駕駛室改建好后重新布置安裝。
(5)拆裝船首儲藏艙內的通風機,等船首儲藏艙改建好后,如風機完好繼續安裝使用。
1.3.2 增加項目
(1)在甲板上增加1間中央空調室。中央空調服務于駕駛室、會議室、餐廳和船員室,根據房間總面積92.57 m2,選用ML(R)35I模塊式冷(熱)水機組空調,其制冷量約35 kW,制熱量約38.5 kW,壓縮機功率約11 kW。
(2)在機艙增加1臺空調冷卻水泵,型號為40CBZ-30。
1.3.3 局部改變項目
(1)由于衛生間和廚房位置調整,所以生活用水管系重新需要布置。
(2)由于本船艙室重新調整,艙底及消防管系需重新布置,原有的艙底消防壓載總用泵不變。
(3)本船艙室重新調整,注入、測深系統需重新布置。
1.4 電氣設計要點
本船電氣系統根據船體改建總布置圖和船東改建委托書的要求,對照內河的規范和法規進行改建,增加AIS等。
1.4.1 拆除項目
(1)可以拆除原有的火災報警系統。
(2)因為中央空調取代了原有的分體式空調,原有的空調取消。此外取消為原有空調供電的空調分電箱。
1.4.2 增加項目
(1)根據船體總布置圖,相應增加底部艙室的照明。
(2)根據輪機增加的空調設備和水泵等設備,在配電板或電力分電箱上增加供電分路。
(3)因為總布置圖的變化,電力布置、照明布置、通信和報警設備布置、無線電航行設備布置均需重新調整。此外主干電纜的走向也重新調整。
(4)根據內河法規,增加AIS系統。
2 組織施工
組織施工是項目工作的重要部分。合理高效的施工組織能夠縮短項目建造時間,提高項目利潤。組織施工時,應通過細致列項,找出改建工程主要內容;通過分析改建工作主要內容編制改建計劃。改建計劃應該包括施工的總體方案、大節點計劃、勞動力組織策劃、質量控制以及關鍵部位施工工藝要求。
2.1 改建項目施工總體方案
改造項目施工總體方案如圖2所示。
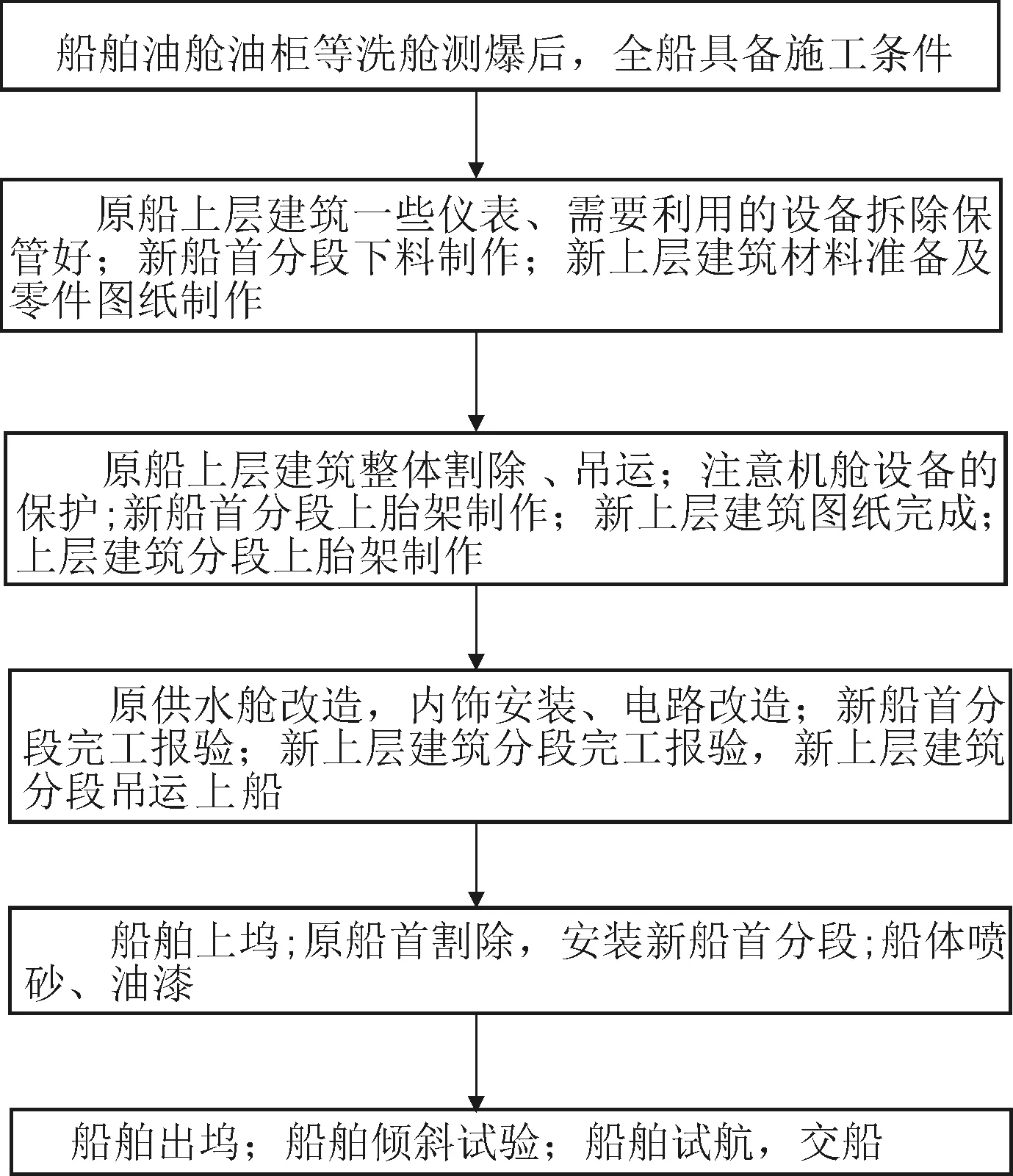
圖2 改造項目施工總體方案
2.2 改建項目施工大節點計劃
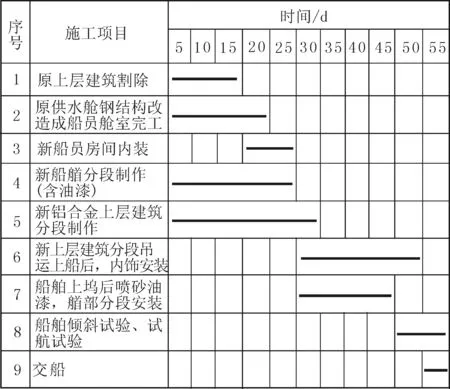
改建項目施工大節點計劃見表2。
表2 33.6 m交通艇施工大節點計劃
2.3 勞動力組織策劃
(1)原船上層建筑割除、原首部分段割除、新船部首部分段制作安裝等工作需要鋼結構施工人員約9人。
(2)鋁合金上層建筑分段制作安裝,需要專業鋁合金施工人員5人。
(3)上層建筑內飾裝修需要專業內裝施工人員10人。
(4)需要噴砂施工人員8人。
(5)需要油漆施工人員5人。
(6)需要專業電氣施工人員4人。
(7)需要現場船體、輪機、電氣、內裝、涂裝工程師2人。
2.4 改建項目施工主要工藝
2.4.1 船首分段制作工藝
船首分段制作采用分段正造法制作。以55號肋位面為基面上胎架制作,焊接按照焊接規格表的要求施工,分段脫胎前進行分段結構報檢,合格后分段整體進入噴砂房噴砂涂裝油漆。
2.4.2 鋁合金上層建筑分段制作工藝
分段制作采用分段正造法制作。以主甲板平面為基面上胎架制作,焊接采用MIG及TIG焊接法,焊接根據焊接規格表要求施工,分段脫胎前進行分段結構報檢。
2.4.2.1 鋁合金焊接工藝
2.4.2.1.1 焊接前準備
(1)除去油、脂、水、污物,對重污染的情況可采用化學清洗的方法。
(2)焊前可用不銹鋼絲刷、氧化鋁砂紙打磨。
(3)焊接區域外表面可適當予以保護(防飛濺)。
(4)焊接施工區域應遮風擋雨。
(5)輸氣管道可考慮加熱裝置。
(6)低溫情況下要考慮預熱。
2.4.2.1.2 鋁合金的焊接襯墊
(1)盡量避免使用永久性襯墊。
(2)當使用永久性襯墊時,襯墊本身也應與結構一樣清潔。
(3)要盡可能在背面用角焊縫封底,以防潮濕積聚引起腐蝕。
(4)當采用臨時襯墊時,最好采用不銹鋼材質,不排除鋁、陶瓷、普通鋼材作為臨時襯墊。
(5)避免使用銅墊。
2.4.2.1.3 鋁合金的裝配與固定
(1)避免強力安裝,保證裝配精度,減少間隙。
(2)以中心面對準或以某一面對準,避免錯位。
(3)根據具體情況采用合適的工夾具、點固焊和定位板。
(4)定位焊的質量應與結構焊接相同。
(5)點固焊的數量應適當,并有一定的長度。
(6)應盡量減少定位板的使用。
(7)使用定位板宜有一定的方向變化。
(8)去除定位板不能用錘擊法強力打掉(宜采用切割打磨的方法)。
2.4.2.1.4 鋁合金焊接順序
(1)密集性多條焊縫:從中心逐漸向四周。
(2)先焊船體內側,再焊外側,以中心到兩邊。
(3)盡量少留坡口間隙。
(4)盡量減少焊縫的焊道數量。
(5)采用高密度能量、快速焊接的方法。
(6)長焊縫采用分中對稱焊或分步退焊法。
2.4.2.1.5 鋁合金焊接注意點
(1)焊接預熱一般是不需要的,以避免產生熱裂紋。
(2)道間溫度不超過60 ℃。
(3)采用引弧板和熄弧板,即使中斷后再焊接也可考慮在焊縫上用引、熄弧板。
(4)采用間斷焊時要注意填滿弧坑。
(5)挖孔焊時,要注意孔開得大些,以免保護不到位,產生缺陷。
(6)若鎂合金含量小于3%,對熱處理后的焊縫產生腐蝕裂紋的敏感性較大。
2.4.2.1.6 焊后檢查
(1)外觀檢查可借助3至5倍的放大鏡。
(2)不允許裂紋、夾鎢、未填滿、表面氣孔、過燒、焊瘤等存在。
(3)表面形狀和焊腳尺寸滿足要求。
(4)咬邊的長度不得小于3 mm,若長度大于3 mm,則咬邊的深度不大于0.5 mm。咬邊連續長度不超過100 mm。
(5)無損檢測的方法需要事先得到接受。
(6)對接焊用超聲波或射線檢查。
(7)角接縫用滲透檢查。
2.4.2.2 鋁合金與鋼板連接要求
鋁合金與鋼板之間采用鋁鋼過度接頭進行焊接,過度接頭焊接要求根據廠家要求施工。鋼鋁爆炸成形接頭的典型應用如圖3所示。
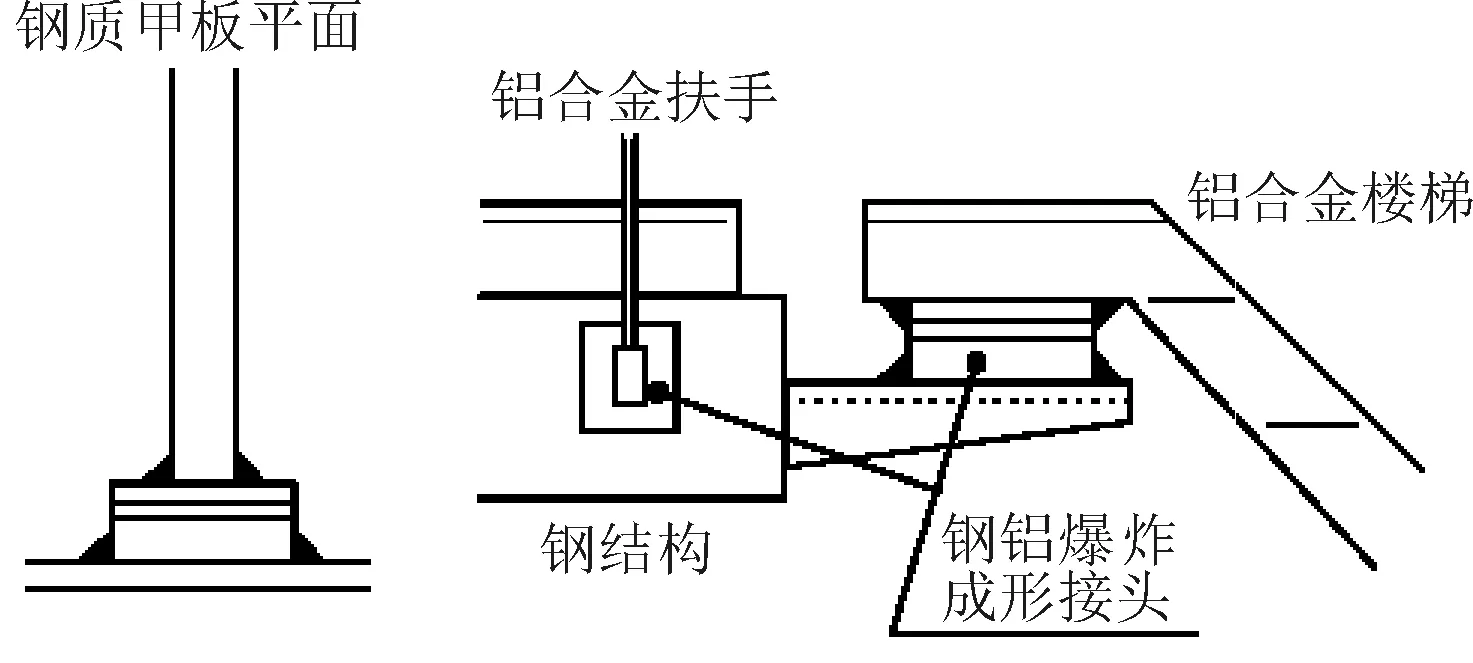
圖3 鋼鋁爆炸成形接頭的典型應用
鋼鋁轉換接頭焊接時注意事項:
(1)接合部(SS/Ag界面)應避免200 ℃×30 min以上的加熱。
(2)應采取先焊熔點低的鋁側,再焊不銹鋼側的焊接順序。因為鋁導熱性好,先焊鋁側,可使整個過渡接頭焊接時散熱加快,降低臨界溫度。
(3)必要時鋁側要進行焊前預熱。一般情況下,焊接鋁時要進行200 ℃預熱。為避免200 ℃×30 min以上的加熱,最好進行80 ℃預熱。
(4)為了避免接合部(SS/Ag)200 ℃×30 min以上的加熱,層間溫度要控制在80 ℃,焊接電流不能過大,且在焊接過程中不斷向包裹在接頭部位的濕棉布澆水,降低接頭部位的溫度。
(5)貼在鋼鋁轉換接頭外圍的溫度標簽,焊接完成前絕不能除去。
(6)焊接后,對溫度標簽的色變進行確認。
3 結語
33.6 m交通艇改造過程中發現鋁合金船體制作難度比鋼質船體要大,鋁合金焊接比較容易變形,控制焊接變形是鋁合金船體制作的要點。同時鋁合金與鋼質船體之間的焊接通過鋼鋁爆炸成形接頭是比較成功的方案,焊接質量較高,焊接難度小。
33.6 m交通艇通過降低船重,改變船首線型,改正原供水船的不足。經實船試驗證明,試航性能良好,達到改建要求。
[1] 中國船級社.內河船舶法定檢驗技術規則[M].北京: 人民交通出版社,2011.
[2] 中國船級社.鋼質內河船舶建造規范[M].北京:人民交通出版社,2009.
[3] 國防科學技術工業委員會.中國造船質量標準[M].北京: 國防科學技術工業委員會出版社,2005.
[4] 李敬勇,李標峰.鋁合金焊接船及其發展[J].材料開發與應用,1994(3):33-38.
[5] 邱鐵男,楊貴臣.鋁合金船焊接變形的控制[J].船舶工程,1997(3):24-26.
[6] 笈川研一,霍金林.鋁合金船舶的焊接[J].輕合金加工技術,1992(10):35-39.
[7] 王承權,夏炳仁.鋁合金上層建筑與鋼主船體的新型焊接過渡接頭[J].船舶工程, 1999(4):26-28,34.
[8] 毛秋水.艦船用鋁-鋁-鋼復合材料焊接性能研究[D].鎮江:江蘇科技大學, 2010.
2016-04-23
余仁偉(1981—),男,工程師,從事船舶建造及船舶維修工作。
U672.6
A
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:07:40
建材發展導向(2022年10期)2022-07-28 03:04:36
艦船科學技術(2022年2期)2022-03-29 01:12:44
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
船舶標準化工程師(2019年4期)2019-07-24 07:21:12
中國船檢(2017年3期)2017-05-18 11:33:09
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34