基于PID及模糊控制的PET-G生產(chǎn)線擠出機(jī)壓力控制
2016-11-27 13:36:17李永平趙宗華天華化工機(jī)械及自動(dòng)化研究設(shè)計(jì)院有限公司甘肅蘭州730060
橡塑技術(shù)與裝備 2016年16期
李永平,趙宗華(天華化工機(jī)械及自動(dòng)化研究設(shè)計(jì)院有限公司,甘肅 蘭州 730060)
基于PID及模糊控制的PET-G生產(chǎn)線擠出機(jī)壓力控制
Pressure control of PET-G production line extruder based on PID and fuzzy control
李永平,趙宗華(天華化工機(jī)械及自動(dòng)化研究設(shè)計(jì)院有限公司,甘肅 蘭州 730060)
針對(duì)PET-G薄膜生產(chǎn)線上雙螺桿擠出機(jī)計(jì)量泵前壓力控制具有非線性、大滯后、工藝參數(shù)經(jīng)常調(diào)整等難點(diǎn),應(yīng)用STEP7軟件設(shè)計(jì)了一種PID調(diào)節(jié)喂料量結(jié)合螺桿轉(zhuǎn)速模糊控制的模式,在實(shí)際應(yīng)用中表現(xiàn)出穩(wěn)定、偏差小、適應(yīng)性廣泛的控制效果。
PET-G薄膜;壓力控制;PID;模糊控制
熱收縮薄膜(PET-G)具有強(qiáng)度高、剛性大、收縮性能穩(wěn)定、耐寒性好、平整性好并具有良好的光澤度和透明度,同時(shí)又具有較好的阻隔性、耐有機(jī)溶劑性、印刷適應(yīng)性等特點(diǎn)。其工藝設(shè)備簡(jiǎn)單、包裝成本低、包裝方式多樣,在食品、飲料、化妝品、藥品等行業(yè)有廣泛應(yīng)用。
1 概述
PET-G熱收縮膜生產(chǎn)線主要通過(guò)雙向拉伸聚酯薄膜生產(chǎn)裝備實(shí)現(xiàn),主要由上料系統(tǒng)、計(jì)量喂料系統(tǒng)、雙螺桿擠出機(jī)、真空排氣系統(tǒng)、熔體管線、模頭、鑄片、靜電吸附、縱拉、橫拉、牽引系統(tǒng)、收卷裝置等組成,生產(chǎn)線裝備流程如圖1。由于其要求擠出量穩(wěn)定,出口壓力波動(dòng)范圍小,熔體不發(fā)生過(guò)熱和降解。雙螺桿擠出機(jī)具有擠出均勻、熔體溫度均勻、塑化均勻等良好特性,在原料配混階段取得良好效果。本文主要介紹雙螺桿擠出機(jī)控制系統(tǒng)采用PID模式結(jié)合螺桿轉(zhuǎn)速模糊控制策略在計(jì)量泵前熔體壓力控制上的實(shí)現(xiàn)方法和應(yīng)用效果。
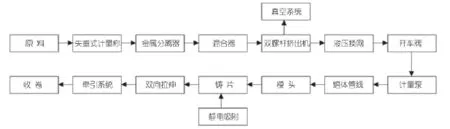
圖1 PET-G生產(chǎn)線裝備流程圖
2 控制系統(tǒng)簡(jiǎn)介
2.1 擠出系統(tǒng)
主/輔雙螺桿擠出機(jī)組、真空系統(tǒng)及計(jì)量配料控制系統(tǒng)由西門(mén)子S7-300 PLC 程序集中控制,配套采用WINCC7.0上位監(jiān)控軟件進(jìn)行監(jiān)控,監(jiān)控畫(huà)面如圖2。現(xiàn)場(chǎng)擠出機(jī)組主要包括變頻控制柜、電氣控制柜、數(shù)字真空表、壓力傳感器、測(cè)溫?zé)犭娮琛⒙?lián)軸器限位開(kāi)關(guān)、壓力表等儀表及控制裝置,配套真空排氣機(jī)組及計(jì)量喂料料系統(tǒng),通過(guò)Profibus DP通訊方式集成在中控室操作臺(tái)HMI界面進(jìn)行聯(lián)鎖控制。主/輔擠主電機(jī)分別采用帶編碼器模塊的西門(mén)子G130及MM440系列變頻器進(jìn)行調(diào)速。
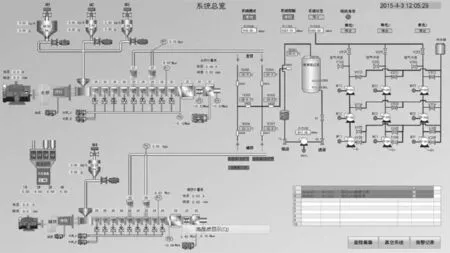
圖2 擠出系統(tǒng)總覽圖
2.2 STEP7硬件配置
CPU采用315-2DP系列PLC,通過(guò)Profibus連接各系統(tǒng)。 組態(tài)包括輔擠DP從站IM153、Ktron失重式計(jì)量喂料系統(tǒng)GSD文件、與薄膜拉伸系統(tǒng)CPU進(jìn)行主主通訊的DP-coupler、增重式配混機(jī)GSD文件、真空系統(tǒng)GSD文件,如圖3所示。

圖3 STEP7硬件配置圖
3 雙螺桿擠出機(jī)在薄膜生產(chǎn)線上的基本工作過(guò)程
3.1 壓力波動(dòng)對(duì)基礎(chǔ)穩(wěn)定性的影響
擠出機(jī)是塑料拉伸薄膜生產(chǎn)線上的重要部分,原料經(jīng)過(guò)筒體加溫形成熔融態(tài)并在熔體管線中形成穩(wěn)定壓力,經(jīng)模唇到達(dá)鑄片后經(jīng)過(guò)雙向拉伸,最終生成出厚度均勻的膜。因此需要計(jì)量泵前熔體壓力必須控制在設(shè)定值附近。熔體壓力越高,擠出機(jī)產(chǎn)量越大,而壓力的大小受到固體輸送效率、塑化熔融歷程以及筒體溫度等多因素影響,較容易產(chǎn)生波動(dòng)。
3.2 傳統(tǒng)壓力控制模式
薄膜生產(chǎn)線上對(duì)雙螺桿擠出機(jī)計(jì)量泵前壓力的波動(dòng)基本要求為在設(shè)定值的±0.3 MPa范圍內(nèi),若壓力波動(dòng)過(guò)大,會(huì)使模唇出料不均勻,拉膜的厚度均勻性受很大影響,嚴(yán)重者造成橫拉破膜等無(wú)法正常生產(chǎn)的后果。傳統(tǒng)控制方式基本思路為:先手動(dòng)調(diào)節(jié)主機(jī)轉(zhuǎn)速、喂料量、計(jì)量泵轉(zhuǎn)速,使壓力維持在設(shè)定值附近,然后切換到自動(dòng)狀態(tài),使其基本保持在±0.3 MPa的波動(dòng)范圍。常見(jiàn)模式有:
(1)閉環(huán)狀態(tài)下,螺桿轉(zhuǎn)速和計(jì)量泵轉(zhuǎn)速保持不變,應(yīng)用經(jīng)典PID調(diào)節(jié)算法根據(jù)壓力的波動(dòng)調(diào)節(jié)喂料量的變化,這是最簡(jiǎn)單的一種控制方式,在單螺桿擠出機(jī)上應(yīng)用較多。
(2)螺桿轉(zhuǎn)速不變,根據(jù)實(shí)時(shí)壓力偏差值,采用PID算法同時(shí)調(diào)節(jié)喂料量和計(jì)量泵轉(zhuǎn)速,使其在開(kāi)環(huán)狀態(tài)設(shè)定的的穩(wěn)定值附近在上下限約束范圍內(nèi)自動(dòng)計(jì)算調(diào)整變化量,這種模式是模式(1)的改進(jìn),在單螺桿擠出機(jī)上應(yīng)用廣泛,效果也較好,雙螺桿擠出機(jī)的控制上也有應(yīng)用,在特定的工藝參數(shù)和物料類(lèi)型上效果較好,但對(duì)于工藝物料的變化適應(yīng)性不夠強(qiáng),尤其在廢邊回收料加入后僅依靠失重稱PID調(diào)節(jié)喂料量后控制效果不佳,并且計(jì)量泵轉(zhuǎn)速的調(diào)節(jié)容易引起泵后壓力的變化,如果波動(dòng)較大的話會(huì)影響到模頭入口壓力的波動(dòng),導(dǎo)致鑄片厚度均勻性降低。
(3)計(jì)量泵轉(zhuǎn)速不變,采用PID算法同時(shí)調(diào)節(jié)喂料量和螺桿轉(zhuǎn)速,該模式類(lèi)似于模式(1),只是加入了對(duì)螺桿轉(zhuǎn)速的PID調(diào)節(jié),缺點(diǎn)在于采用PID調(diào)節(jié)螺桿轉(zhuǎn)速的時(shí)間是大致100 s之前檢測(cè)到的壓力偏差值,滯后性太大,只能在一些較穩(wěn)定的生產(chǎn)工藝,壓力基本不需要閉環(huán)調(diào)節(jié)都較為平穩(wěn)的情況下才能取得較好效果,因此對(duì)工藝時(shí)常變化、物料種類(lèi)多等復(fù)雜多變的情況不能很好適用。
3.3 傳統(tǒng)模式的缺陷
傳統(tǒng)壓力控制模式大多應(yīng)用在單螺桿擠出機(jī)壓力控制上,由于物料種類(lèi)較單一、單螺桿填充度高、螺桿長(zhǎng)徑比小等因素,使得物料輸送時(shí)間小,壓力變化容易反應(yīng)并及時(shí)得到控制,因此常規(guī)PID調(diào)節(jié)方式能夠滿足控制要求。在類(lèi)似PET-G薄膜生產(chǎn)線中,往往需要三種以上物料同時(shí)加入,雙螺桿擠出機(jī)由于其良好的塑化效果得以廣泛應(yīng)用,但由此需要解決以下幾個(gè)問(wèn)題:
(1)良好的塑化效果需要較大的長(zhǎng)徑比(一般大于40)以及較低的螺桿轉(zhuǎn)速以滿足物料足夠的混煉時(shí)間,物料從進(jìn)入加料口到計(jì)量泵前的輸送時(shí)間就會(huì)在100 s左右,這使得壓力控制成為一個(gè)非線性、大滯后的過(guò)程。
(2)廢膜經(jīng)過(guò)破碎機(jī)粉碎后需要重新通過(guò)失重式計(jì)量稱加入擠出機(jī)回收再拉膜,由于碎膜非常蓬松,如果在壓力控制模式下運(yùn)行,首先經(jīng)過(guò)計(jì)量稱下料階段時(shí)由于其低密度和不均勻性會(huì)很容易造成計(jì)量稱不時(shí)在混亂模式下運(yùn)行,或者喂料驅(qū)動(dòng)電機(jī)大幅波動(dòng),在第一個(gè)環(huán)節(jié)就不能準(zhǔn)確地計(jì)量下料;加入螺桿后填充度低,壓力建立不穩(wěn)定,加上較大的滯后過(guò)程,使得傳統(tǒng)壓力控制基本不奏效,這需要改進(jìn)控制方式以適應(yīng)嚴(yán)苛工況要求。
3.4 控制方式的改進(jìn)
經(jīng)過(guò)對(duì)現(xiàn)場(chǎng)設(shè)備運(yùn)行狀況的詳細(xì)觀察和分析,在正常生產(chǎn)過(guò)程中螺桿轉(zhuǎn)速基本處于80~120 rpm之間的較低轉(zhuǎn)速狀態(tài),負(fù)載為額定值的70%以內(nèi)的情況下,螺桿轉(zhuǎn)速的小幅變化可以在5 s內(nèi)反映到壓力的變化上,變化幅度和螺桿轉(zhuǎn)速的變化量有一定程度上的線性關(guān)系,然而壓力的變化又會(huì)在喂料量變化后100 s左右傳遞過(guò)來(lái),因此只固定主機(jī)轉(zhuǎn)速去調(diào)節(jié)喂料量由于較大滯后效果欠佳,固定喂料量去調(diào)節(jié)螺桿轉(zhuǎn)速的方式由于不能實(shí)時(shí)調(diào)節(jié)喂料量去補(bǔ)償壓力偏差值,也不能良好地穩(wěn)定壓力,因此我們提出PID+模糊控制的方式,通過(guò)PID調(diào)節(jié)喂料量變化的同時(shí)由模糊控制規(guī)則自動(dòng)計(jì)算主機(jī)轉(zhuǎn)速的調(diào)節(jié)量來(lái)控制壓力,基本流程如圖4所示。

圖4 PID+模糊控制基本流程圖
4 模糊控制特點(diǎn)及PLC實(shí)現(xiàn)方式
模糊控制模擬人類(lèi)思維方式,將語(yǔ)言表達(dá)的控制策略轉(zhuǎn)化為模糊控制規(guī)則。模糊控制不需要精確的數(shù)學(xué)模型,只需將工程師、操作工藝技術(shù)人員的控制經(jīng)驗(yàn)歸納總結(jié),整理成為多條控制規(guī)則,由模糊控制器實(shí)現(xiàn)。螺桿轉(zhuǎn)速的模糊控制算法采用PLC編程實(shí)現(xiàn)。
4.1 模糊控制器結(jié)構(gòu)
模糊控制器主要由模糊化、模糊控制規(guī)則、解模糊三部分組成,原理圖如圖5所示。
4.2 模糊控制器設(shè)計(jì)
根據(jù)螺桿轉(zhuǎn)速變化與壓力變化的動(dòng)態(tài)關(guān)系,以壓力設(shè)定值與實(shí)際值得偏差e和偏差變化率ec作為輸入變量,輸出控制量為u(螺桿轉(zhuǎn)速變化值),采用增量式算法[1]。
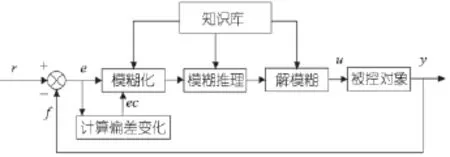
圖5 模糊控制器原理圖
模糊化接口通過(guò)尺度變換,將輸入?yún)?shù)變換到各自論域范圍,在對(duì)其進(jìn)行模糊化處理。基于對(duì)動(dòng)態(tài)數(shù)據(jù)的分析,e、ec的論域設(shè)計(jì)為[-10,-9,-8,-7..........7,8,9,10], u的論域?yàn)閇-15,-13.........13,15],均分為7個(gè)檔級(jí)[NB,NM,NS,0,PS,PM,PB]。采用三角形函數(shù)作為隸屬度函數(shù)確定模糊語(yǔ)言變量的隸屬度,可分別得到模糊變量e,ec,u的隸屬度賦值表。
清晰化接口把模糊量執(zhí)行機(jī)構(gòu)可執(zhí)行的精確量,采用最大隸屬度法,即μ(u*)≥μ(μ),uεU, 是u的隸屬度函數(shù), u*是與最大隸屬度對(duì)應(yīng)的模糊控制量的值。
知識(shí)庫(kù)由數(shù)據(jù)庫(kù)和規(guī)則庫(kù)組成。控制規(guī)則采用IF-THEN方式,其結(jié)構(gòu)簡(jiǎn)單,易于修改和掌握,比較適合PLC編程實(shí)現(xiàn)。總結(jié)轉(zhuǎn)速變化控制經(jīng)驗(yàn),得到壓力偏差值e的模糊控制量查詢表,如圖1所示。
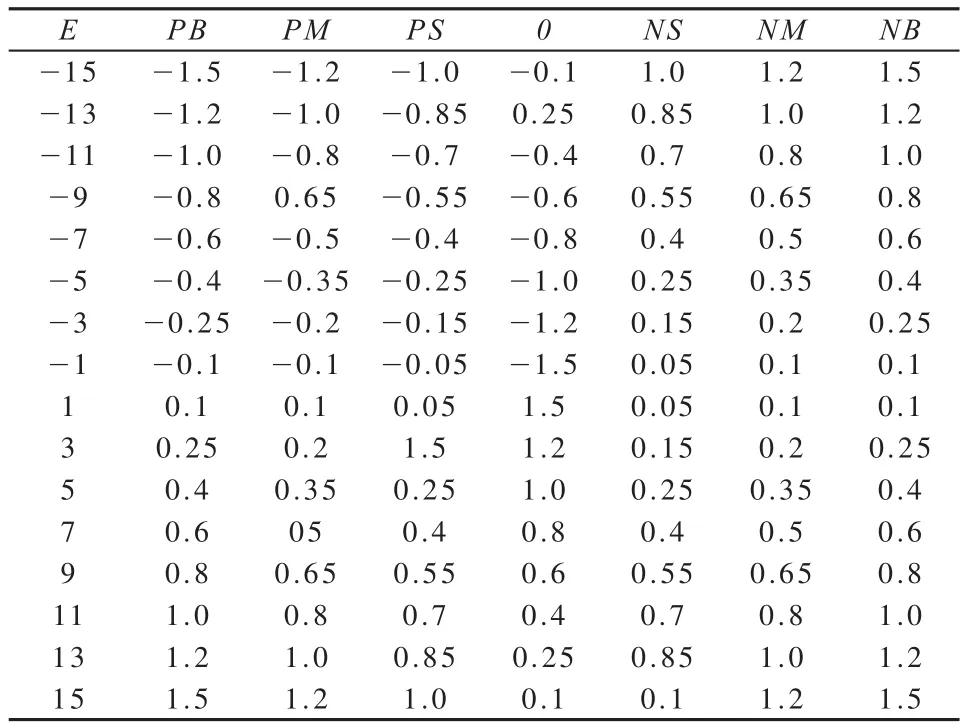
表1 壓力偏差值e的模糊控制量查詢表
4.3 模糊控制算法的PLC設(shè)計(jì)方法
應(yīng)用SEIMENSE S7-300的編程軟件STEP7,通過(guò)模塊化編程方法,采用梯形圖(LAD)和語(yǔ)句表(STL)結(jié)合的方式實(shí)現(xiàn)模糊控制算法[2]。程序結(jié)構(gòu)為:主模塊OB1實(shí)現(xiàn)對(duì)子程序塊的調(diào)用和數(shù)據(jù)的傳遞,OB35為中斷服務(wù)程序模塊。FB1為模糊控制算法模塊,由FC1-FC4共4功能塊組成,F(xiàn)C1完成e(壓力偏差值)和ec(壓力偏差值變化率)的計(jì)算;FC2進(jìn)行模糊化處理,即完成精確量e,ec到模糊量E,EC的轉(zhuǎn)換;FC3完成控制量表的查詢;FC4完成模糊控制量U到精確量u的轉(zhuǎn)化,并輸出螺桿轉(zhuǎn)速變化控制量u。FB1依次調(diào)用4個(gè)子模塊完成模糊控制各部分的控制。調(diào)試正常后的FB1可保存在STEP7標(biāo)準(zhǔn)庫(kù),其具有很強(qiáng)的靈活性和通用性,與PID控制器FB41一樣可以直接應(yīng)用在其他雙螺桿擠出機(jī)壓力控制程序中。
程序設(shè)計(jì)的關(guān)鍵部分是模糊控制量表,也即壓力偏差值e的隸屬度對(duì)應(yīng)表的查詢部分[3],即FC3。編程之前將模糊控制量表中e的值按由上到下,由左到右的順序依次置入數(shù)據(jù)塊DB3中,數(shù)據(jù)類(lèi)型為real,采用指針尋址的查表方法。通過(guò)指針變量獲得地址中存儲(chǔ)的U的模糊值,最后由FC4功能塊實(shí)現(xiàn)控制量U從模糊量到精確量的轉(zhuǎn)換,即U乘以量化因子 Ku再經(jīng)過(guò)限幅,最終計(jì)算出螺桿轉(zhuǎn)速變化控制量u,u與手動(dòng)調(diào)速狀態(tài)下的穩(wěn)定值相加,得到螺桿閉環(huán)轉(zhuǎn)速設(shè)定值u1,再通過(guò)FC106模塊轉(zhuǎn)換為0~27 648之間的值,通過(guò)模擬量輸出模塊SM332輸出4~20 mA信號(hào)控制變頻器實(shí)時(shí)調(diào)節(jié)主電機(jī)轉(zhuǎn)速。主電機(jī)變頻器配有旋轉(zhuǎn)編碼器閉環(huán)調(diào)節(jié)轉(zhuǎn)速,通過(guò)檢測(cè)轉(zhuǎn)速變化曲線可以表明其跟隨的準(zhǔn)確性較強(qiáng),閉環(huán)實(shí)時(shí)設(shè)定值和反饋值曲線變化趨勢(shì)一致,相位為差1.5 s的時(shí)間差,滿足對(duì)隨壓力偏差值變化的的實(shí)時(shí)螺桿轉(zhuǎn)速設(shè)定值的快速性、準(zhǔn)確性和穩(wěn)定性跟隨要求。
5 喂料量閉環(huán)控制方式
喂料量閉環(huán)控制系統(tǒng)的主要特點(diǎn)是滯后時(shí)間較長(zhǎng),通常物料從加入到輸送至計(jì)量泵前需要1~2 min,主要取決于螺桿轉(zhuǎn)速,然而較高的螺桿轉(zhuǎn)速不能很好地對(duì)物料進(jìn)行混煉,并且造成較高的機(jī)頭壓力和較大的壓力波動(dòng),不利于進(jìn)行控制。然而在利用壓力對(duì)螺桿轉(zhuǎn)速較快相應(yīng)的特點(diǎn)所進(jìn)行的模糊控制算法改進(jìn)后,較大的壓力波動(dòng)和滯后性得到明顯抑制,使得喂料量的PID控制效果得到良好體現(xiàn)。程序設(shè)計(jì)中通過(guò)FB41模塊輸出控制變化量,由Profibus 通訊方式直接寫(xiě)入失重控制器中,設(shè)定每臺(tái)稱的實(shí)時(shí)喂料量設(shè)定值。
主擠喂料系統(tǒng)主要由M1、M2、M3三臺(tái)失重喂料稱構(gòu)成,每臺(tái)稱上顯示實(shí)時(shí)狀態(tài)、各反饋值及報(bào)警信息,每臺(tái)稱的喂料量可以進(jìn)行百分比設(shè)定,總和為100%,輔擠喂料系統(tǒng)由增重式配料秤按所需比例進(jìn)行連續(xù)配料,將按比例混合好的原料加入失重稱M4。壓力閉環(huán)控制狀態(tài)下經(jīng)過(guò)PID調(diào)節(jié)后的實(shí)時(shí)總喂料量可以按設(shè)定比例分配到每臺(tái)稱的設(shè)定值中,每臺(tái)稱的運(yùn)行模式也是失重式連續(xù)稱重計(jì)量下料,保證了喂料的精確性和穩(wěn)定性。
6 應(yīng)用效果
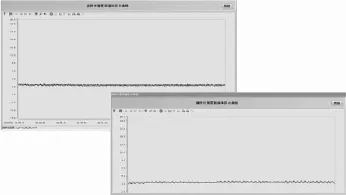
圖6 加入廢邊回收料時(shí)主/輔擠出壓力控制實(shí)時(shí)趨勢(shì)曲線
通過(guò)PID調(diào)節(jié)喂料量結(jié)合模糊控制算法控制主機(jī)轉(zhuǎn)速變化量的方式得到了在加入均勻粒料和廢邊回收料兩種生產(chǎn)模式下的主/輔雙螺桿擠出機(jī)計(jì)量泵前壓力控制實(shí)時(shí)趨勢(shì)曲線,均達(dá)到了滿意的效果。粒料的情況下壓力波動(dòng)范圍大致在0.15 MPa以內(nèi),非常穩(wěn)定;廢邊回收料情況下如圖7所示,可以看到壓力曲線有小幅波動(dòng),這是由于廢邊料的低密度一方面造成失重稱的閉環(huán)調(diào)節(jié)效果變差,實(shí)際喂料量對(duì)實(shí)時(shí)設(shè)定值的跟隨性減弱,另一方面物料在擠出機(jī)筒體中的填充性降低,甚至由于廢邊料的低填充度影響到筒體的溫控效果,溫控效果從加入粒料時(shí)±1℃的范圍擴(kuò)大到±5℃左右,這在一定程度上加劇了物料流動(dòng)的不均勻性,從而進(jìn)一步影響到計(jì)量泵前壓力的穩(wěn)定性。然而引入模糊控制算法后的主機(jī)轉(zhuǎn)速實(shí)時(shí)調(diào)節(jié)很好的抑制了較強(qiáng)的壓力波動(dòng),使壓力波動(dòng)范圍控制在在0.3 MPa以內(nèi),達(dá)到了滿意的效果。
7 結(jié)論
PID調(diào)節(jié)喂料量結(jié)合模糊控制算法控制主機(jī)轉(zhuǎn)速變化量的方式應(yīng)用在PET-G熱收縮膜生產(chǎn)線中雙螺桿擠出機(jī)計(jì)量泵前壓力控制的方法,解決了壓力控制系統(tǒng)的大滯后、非線性、原料配方多變等多種因素共同影響造成的控制難點(diǎn)。適用于各種工藝參數(shù)和原料配比,其所具有的實(shí)時(shí)在線整定功能將壓力波動(dòng)約束在滿足拉膜工藝要求的范圍內(nèi),使得壓力波動(dòng)曲線平滑、穩(wěn)定。該生產(chǎn)線目前運(yùn)行穩(wěn)定,生產(chǎn)的薄膜質(zhì)量良好,維護(hù)成本低,得到客戶的好評(píng)和肯定,后續(xù)相同的多條生產(chǎn)線正在規(guī)劃籌建中。
[1] 諸靜.模糊控制原理與應(yīng)用[M].北京:機(jī)械工業(yè)出版社,2005.
[2] 汪小澄,方強(qiáng)。基于PLC的模糊控制研究.武漢大學(xué)學(xué)報(bào),2002,3.
[3] 王志凱,郭宗仁,李琰.用PLC實(shí)現(xiàn)模糊控制的兩種設(shè)計(jì)方法.工業(yè)控制計(jì)算機(jī),2002,2.
(R-03)
TQ320.663
1009-797X(2016)16-0057-05
B
10.13520/j.cnki.rpte.2016.16.015
李永平(1983-),男,工程師,碩士,主要從事化工設(shè)備尤其是雙螺桿擠出機(jī)以及配套裝置的自動(dòng)化控制系統(tǒng)設(shè)計(jì)和調(diào)式工作。
2016-01-15