基于D-H修正標(biāo)記法的五軸加工后處理研究
2016-11-30 02:07:42劉志兵王西彬
圖學(xué)學(xué)報 2016年1期
錢 憬, 劉志兵, 王西彬, 嚴(yán) 濤
(北京理工大學(xué)機械與車輛學(xué)院,北京 100081)
基于D-H修正標(biāo)記法的五軸加工后處理研究
錢憬, 劉志兵, 王西彬, 嚴(yán)濤
(北京理工大學(xué)機械與車輛學(xué)院,北京 100081)
在工業(yè)生產(chǎn)中,需要將CAD/CAM軟件生成的CL數(shù)據(jù)通過后處理程序轉(zhuǎn)換為NC加工代碼。針對自由曲面五軸加工的數(shù)據(jù)轉(zhuǎn)換問題,應(yīng)用D-H修正標(biāo)記法開發(fā)五軸加工機床后處理程序,對D-H修正標(biāo)記法的參數(shù)定義過程進行了描述并提出改進,針對DMU 80 monoBlock型五軸加工機床開發(fā)了專用后處理程序,最后通過VERICUT進行了加工仿真,驗證該程序的正確性。該程序?qū)μ岣咦杂汕嫖遢S加工數(shù)據(jù)后處理的效率具有重要意義。
五軸加工;后處理;D-H修正標(biāo)記法;成型函數(shù)矩陣
復(fù)雜曲面(自由曲面)廣泛應(yīng)用于汽車車體、船體和航空航天部件中,由于復(fù)雜曲面加工難度的提高,為提高復(fù)雜曲面的加工精度,多軸加工機床已成為目前的主要發(fā)展趨勢[1]。隨著計算機輔助制造技術(shù)的快速發(fā)展,商用CAD/CAM軟件,如UG、Pro/E等可以設(shè)計自由曲面并生成三軸、五軸機床刀具加工路徑。刀具位置(cutter location)數(shù)據(jù),是由刀尖點位置向量和刀軸向量組成,可由CAD/CAM系統(tǒng)中產(chǎn)生的CAD模型直接獲得。然而目前主要的困難在于如何在CAD/CAM系統(tǒng)與NC加工機床間進行聯(lián)系,尤其是當(dāng)數(shù)控加工機床的種類繁多時,CAD/CAM系統(tǒng)與不同加工機床之間需要不同接口程序,該接口程序?qū)L數(shù)據(jù)轉(zhuǎn)換為數(shù)控加工NC代碼。
對于求解五軸加工機床后處理程序方面的研究,She和Huang[2]根據(jù)五軸機床幾何運動特性,建立通用型五軸機床構(gòu)型,以逆向運動學(xué)解出機床各軸運動參數(shù)方程式,并針對非正交旋轉(zhuǎn)軸和非正交線性軸兩種特殊構(gòu)型,推導(dǎo)出其后處理程序設(shè)計方法。Sorby[3]提出了工作臺傾斜加上垂直旋轉(zhuǎn)軸構(gòu)型的五軸機床的后處理方法。Lee和Lin[4]研究了使用OpenGL技術(shù)構(gòu)建基于D-H修正標(biāo)記法的通用型五軸加工機床模擬系統(tǒng),利用該系統(tǒng)使用者可高效且直觀地構(gòu)建起虛擬五軸加工機床。Boz和 Lazoglu[5]實現(xiàn)了變進給率下的通用型運動學(xué)原理構(gòu)建起的工作臺擺動型五軸加工機床后處理程序,其提出的方法可集成于CADCAM系統(tǒng)中,有效提高了效費比與安全性。Xu等[6]提出了全新的五軸加工機床動力學(xué)模型,在該文中,除了機床動態(tài)鏈還同時引入了刀具動態(tài)鏈,將兩子鏈結(jié)合形成了一條機床-刀具動態(tài)鏈。Li等[7]提出五軸加工機床刀具路徑優(yōu)化算法,且開發(fā)出集成了刀具路徑優(yōu)化算法的后處理器,其可對CL數(shù)據(jù)中的非線性誤差等問題進行處理。Penga等[8]開發(fā)基于考慮多種數(shù)控機床幾何誤差的通用型后處理算法,該全微分算法的實現(xiàn)準(zhǔn)則是將逆向動力學(xué)問題轉(zhuǎn)換為求解一個基于相鄰刀具位置空間關(guān)系的線性方程。
本文基于D-H修正標(biāo)記法設(shè)計了自由曲面五軸加工后處理算法,針對DMU 80 monoBlock型五軸加工機床開發(fā)了后處理程序,并進行了仿真驗證。本文對特定機床的專用后處理程序開發(fā),具有較大的指導(dǎo)意義。
1 D-H修正標(biāo)記法概述
D-H修正標(biāo)記法的內(nèi)容為使用右手坐標(biāo)系定義一組開路串聯(lián)運動連桿(open kinematic chain)坐標(biāo)系,如圖 1所示。該串聯(lián)坐標(biāo)系定義完成后,則相鄰兩坐標(biāo)系之間可用一個標(biāo)準(zhǔn) 4×4齊次坐標(biāo)矩陣進行轉(zhuǎn)換。在三維空間中描述連桿,其參數(shù)ai為接頭i與i+1軸之間的距離,ai為垂直平面間兩軸的角度。距離bi與角度iθ為兩連桿間的相對位置,此四個參數(shù)即為D-H修正標(biāo)記法中的參數(shù)。第 5個參數(shù)li即為沿著接頭 i+1的Zi軸到坐標(biāo)系(xyz)i原點的距離。
用Li表示連桿link i(0≤i≤n)的坐標(biāo)系,各個坐標(biāo)系依次鏈接,從第一桿件至末端桿件。一般情況選取加工工件為第一桿件,刀具為末端桿件,坐標(biāo)系Ln原點為刀尖點。各連桿坐標(biāo)系依次定義D-H參數(shù),并以第五參數(shù) 作為修正。
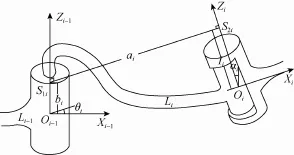
圖1 D-H修正標(biāo)記法定義桿件坐標(biāo)系示意圖
1.1D-H修正標(biāo)記法參數(shù)定義
如圖1所示,其中X,Y,Z分別代表機床的運動軸,x,y,z分別代表坐標(biāo)系Li的坐標(biāo)軸,參數(shù)定義步驟依次如下。
(1) 分析機床結(jié)構(gòu),拆分各基本桿件,建立機床結(jié)構(gòu)圖。
(2) 由工件端開始至刀具依次建立坐標(biāo)系,坐標(biāo)系的z軸指向下一桿件的運動方向,以DMU 80型機床為例,底座坐標(biāo)系的z軸指向X軸運動方向。關(guān)于坐標(biāo)系x軸的建立,若zi與zi–1不平行則x軸單位向量;若zi與zi–1平行,則當(dāng)zi與zi–1不共線時,,若zi與zi–1共線,則平面內(nèi)的任意一向量。x軸定義流程如圖2所示。y軸由笛卡爾坐標(biāo)系右手法則確立。
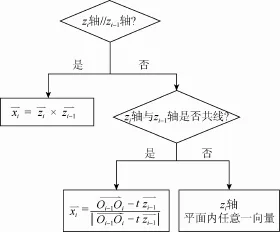
圖2 x軸方向判斷流程圖
(3) 定義參數(shù)θi為 xi–1軸繞 zi–1軸轉(zhuǎn)至 xi軸的角度,以zi–1軸同向為正。
(4) 定義參數(shù)bi為Oi–1點至S1i點的距離,以zi–1軸同向為正。S1i、S2i點為zi與zi–1軸公垂線與兩軸的交點,其判定流程如圖3所示。
(5) 定義參數(shù)ai為S1i、S2i點間長度,即兩z軸之間距離。
(6) 定義參數(shù)αi為zi–1軸繞xi軸轉(zhuǎn)至zi軸的角度,以xi軸同向為正。
(7) 定義參數(shù)li值為S2i點到Oi點之間的距離。
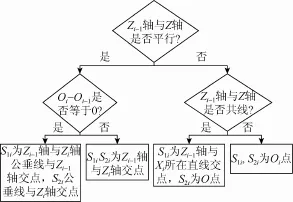
圖3 S1i、S2i點判定流程圖
1.2成型函數(shù)矩陣的設(shè)計
在完成D-H修正標(biāo)記法坐標(biāo)系定義后,可用齊次坐標(biāo)轉(zhuǎn)移矩陣A將Li坐標(biāo)系轉(zhuǎn)換為Li+1坐標(biāo)系。如此將一連串轉(zhuǎn)移矩陣相乘,即得到合成轉(zhuǎn)移矩陣。每一次坐標(biāo)轉(zhuǎn)換,可以視為 4種基本齊次坐標(biāo)轉(zhuǎn)移矩陣的組合,該 4種基本齊次坐標(biāo)轉(zhuǎn)移矩陣為繞X、Y與Z軸旋轉(zhuǎn)的齊次坐標(biāo)變換矩陣,記作Rot(x,θ)、Rot(y,θ)和Rot(z,θ),以及平移的齊次坐標(biāo)變換矩陣,記作Trans(a,b,c)。
因此,合成轉(zhuǎn)移矩陣可以表示為:

需要注意,矩陣的相乘不具有交換性,當(dāng)組合轉(zhuǎn)移矩陣連乘時順序不可變。
在目前的CAD/CAM軟件中,由操作者自動編程并生成的加工數(shù)據(jù)中,最常見的是刀具路徑數(shù)據(jù)(CL data)。CL數(shù)據(jù)由刀具中心點向量 ~Q,另一部分為和刀具方向向量 ~K組成。該數(shù)據(jù)即為編程坐標(biāo)系中刀具路徑數(shù)據(jù),編程坐標(biāo)系一般即為工件坐標(biāo)系OW,兩向量以矩陣型式表示如下:
其中Kx,Ky,Kz為 ~K的方向余弦(direction cosine); Qx,Qy和Qz為位置 ~Q的3個坐標(biāo)分量。五軸加工機床后處理算法的核心,即為利用逆向運動學(xué)原理,通過齊次坐標(biāo)轉(zhuǎn)移矩陣建立刀具路徑數(shù)據(jù)在工件坐標(biāo)系與刀具坐標(biāo)系中的聯(lián)系。
在坐標(biāo)系建立完畢后,經(jīng)由一連串轉(zhuǎn)換矩陣相乘,求得刀具坐標(biāo)系相對工件坐標(biāo)系的轉(zhuǎn)換矩陣,其數(shù)學(xué)表達如下:

同時,刀具坐標(biāo)系中,刀軸方向ttax和刀尖點可利用該式轉(zhuǎn)換至工件坐標(biāo)系,進而求得wtax和,其轉(zhuǎn)換如下:
式(4)為主軸、工作臺各有一旋轉(zhuǎn)軸型五軸加工機床的成型函數(shù)矩陣,可利用其求解D-H參數(shù)。并令其與刀具路徑數(shù)據(jù)矩陣相等,可得下式:
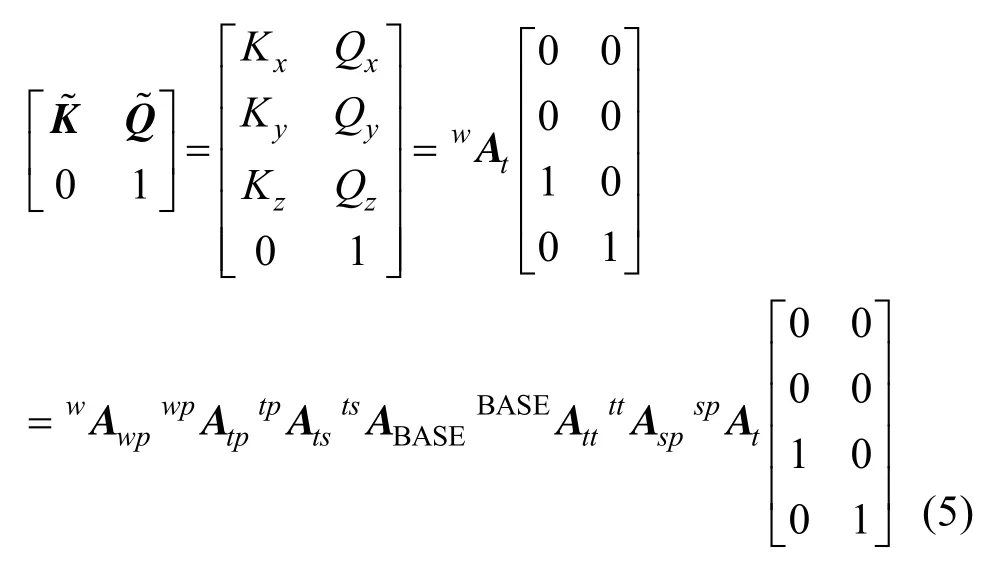
由該式可進一步求解得到所需接頭參數(shù)。
2 五軸加工后處理算法設(shè)計
本文設(shè)計了基于D-H修正標(biāo)記法的自由曲面五軸加工后處理算法。并針對DMU 80 monoBlock型五軸加工機床(圖4)開發(fā)了專用后處理器。
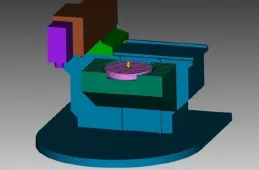
圖4 DMU 80 monoBlock型機床結(jié)構(gòu)圖
DMU 80 monoBlock型機床為主軸和工作臺各有一個旋轉(zhuǎn)軸型五軸加工機床,其中 X、Y、Z軸為3個平動軸,B軸為主軸端旋轉(zhuǎn)軸,C軸為工作臺端旋轉(zhuǎn)軸。根據(jù)上節(jié)所述D-H修正標(biāo)記法求解步驟一,首先分析機床結(jié)構(gòu),拆解機床各個運動軸,各運動軸間層次關(guān)系如圖5所示。

圖5 機床運動鏈?zhǔn)疽鈭D
對各個部件依次建立坐標(biāo)系,并歸納 D-H參數(shù)。其中將工件坐標(biāo)系設(shè)定為同機床坐標(biāo)系。
由圖6所示可知各軸坐標(biāo)系的建立情況,其中坐標(biāo)系OW,XW,YW,ZW和OT,XT,YT,ZT分別代表工件坐標(biāo)系和刀具坐標(biāo)系,以此類推OC,XC,YC,ZC代表C軸坐標(biāo)系等。當(dāng)坐標(biāo)系建立完成后,結(jié)合五軸加工機床的裝配與D-H參數(shù)的定義,得出各個坐標(biāo)系間的D-H轉(zhuǎn)換參數(shù)見表1。
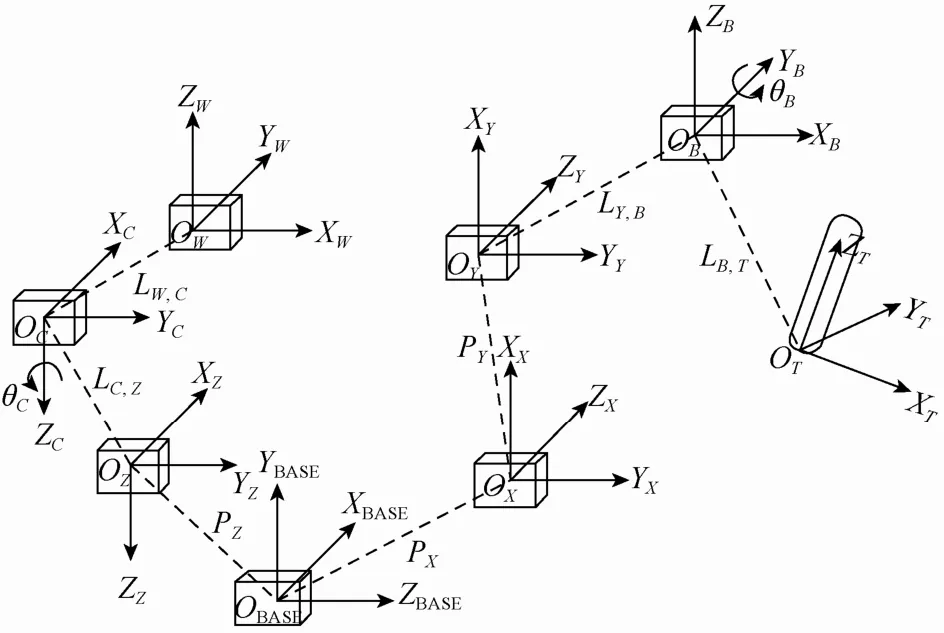
圖6 坐標(biāo)系建立示意圖
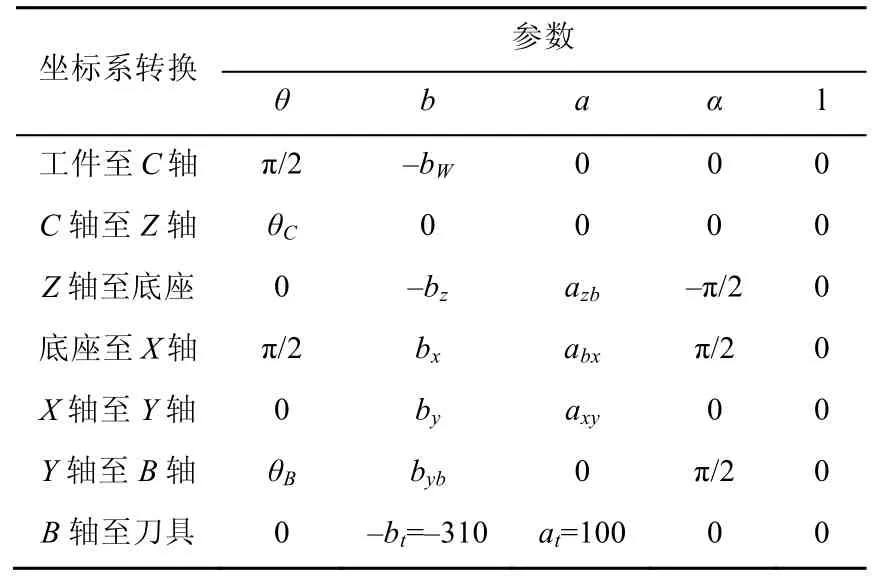
表1 DMU 80 monoBlock型五軸加工機床D-H參數(shù)
表 1中 θC、θB、bz、bx、by參數(shù)即為與五軸加工機床后處理所需的出接頭參數(shù)。根據(jù)圖 6中各部件坐標(biāo)系關(guān)系依次建立齊次坐標(biāo)轉(zhuǎn)移矩陣,例如式(6),工件坐標(biāo)系Ow至C旋轉(zhuǎn)軸坐標(biāo)系Oc由三次坐標(biāo)轉(zhuǎn)換完成,依次分別為Ow向z軸方向平移–bw距離;繞x軸旋轉(zhuǎn)π;繞z軸旋轉(zhuǎn),因此其轉(zhuǎn)移矩陣為:
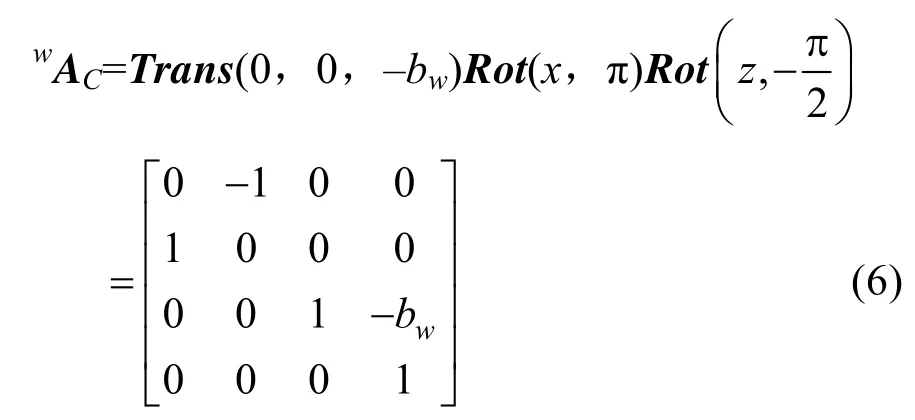
求出各坐標(biāo)系間轉(zhuǎn)移矩陣后,由工件坐標(biāo)系Ow到刀具坐標(biāo)系OT的合成轉(zhuǎn)移矩陣wAT即為各個齊次坐標(biāo)轉(zhuǎn)移矩陣的連乘積,如式(7)所示。

根據(jù)1.2節(jié)所述原理,得成型函數(shù)矩陣式(8):
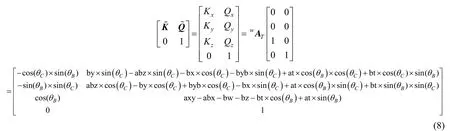
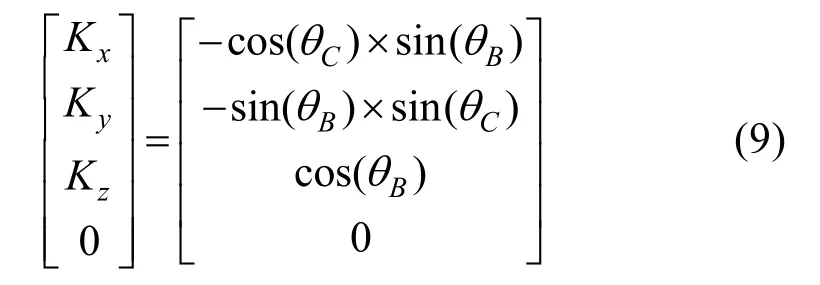
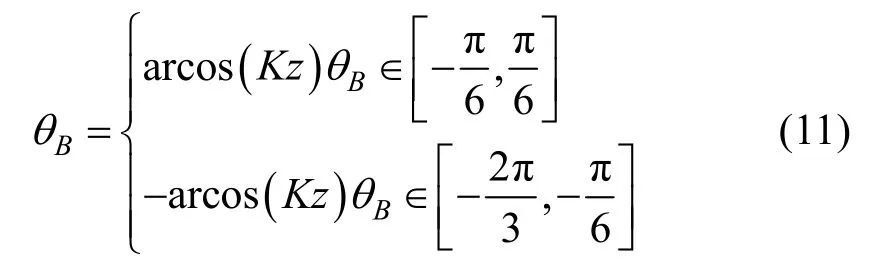
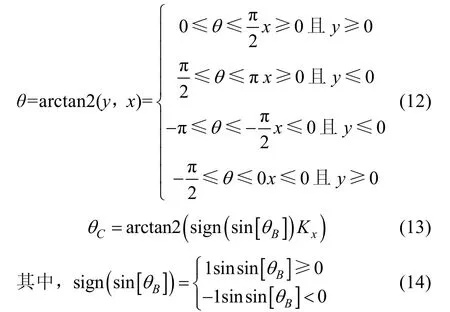
需從式(8)中求解出 D-H修正標(biāo)記法接頭參數(shù),令矩陣方程的第一列相等,得到式(9),由式(9)求解出接頭參數(shù)θB式(10),定義arctan2函數(shù)式(12),并由式(10)、式(12)得出接頭參數(shù)θC式(13)。

定義函數(shù):
令式(8)的第二列相等,由式(15)~(17)求出接頭參數(shù)bx、by、bz的解。

令機床零位時各運動軸的初值為:
故NC代碼中的兩旋轉(zhuǎn)軸的值分別為:

bx、by、bz并非最終NC代碼中X、Y、Z值,需考慮到編程原點,故令數(shù)控編程坐標(biāo)系與工件坐標(biāo)系重合,如式(20):
將B、C的初值帶入式(20),得到X、Y、Z的初值,如式(21)~(23):
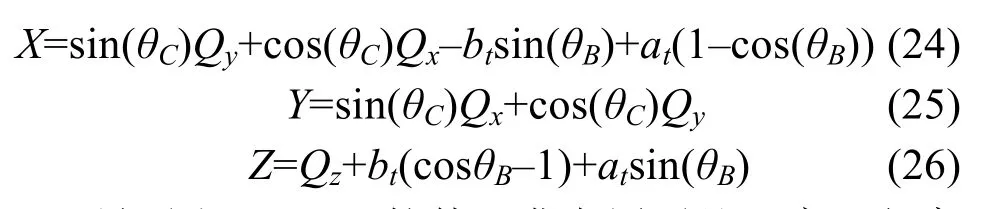
將式(15)~(17)代入式(21)~(23),得到X、Y、Z的解,如式(24)~(26)。此為 NC代碼中 X、Y、Z的最終值。
最后由Matlab軟件開發(fā)專用后處理窗口程序?qū)崿F(xiàn)D-H修正標(biāo)記法,如圖7所示。
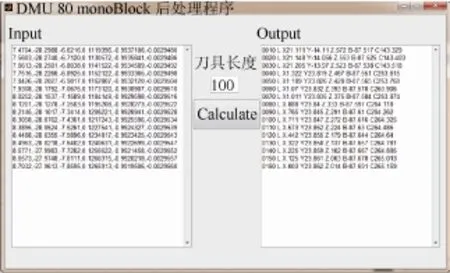
圖7 后處理程序界面示意圖
由圖7中可見,程序界面左邊窗口Input為CL數(shù)據(jù)輸入窗口,中間分別為刀具長度輸入窗口和計算按鈕,右邊窗口Output為NC數(shù)據(jù)輸出窗口。該程序由左邊輸入CL數(shù)據(jù),中間輸入刀具長度,點擊計算即可得到對應(yīng)的NC加工代碼。
3 仿真與驗證
3.1創(chuàng)建刀具路徑文件
本文通過模擬精銑葉輪葉片加工進行仿真驗證,葉輪模型如圖 8所示。創(chuàng)建工序類型為mill_multi_blade,工序子類型為葉片精加工;刀具直徑8 mm,長度75 mm,刀刃長度50 mm,刀刃數(shù) 2的球頭銑刀;要加工的幾何體為葉片,要切削的面為左、右面及前緣。切削模式為單向,切削方式為順銑,起點為后緣。生成刀軌及機床仿真示意圖如圖9所示。
部分CL數(shù)據(jù)如下:

3.2VERICUT機床加工運動仿真
以DMU 80 monoBlock型五軸加工機床為研究對象,采用商用模擬切削軟件VERICUT 7.3進行機床加工運動仿真,以驗證五軸加工后處理程序的正確性。DMU 80 monoBlock型機床基本參數(shù)為:X軸行程630 mm、Y軸行程630 mm、Z軸行程980 mm;B旋轉(zhuǎn)軸轉(zhuǎn)動范圍–120°~30°、C旋轉(zhuǎn)軸運動范圍0°~360°;最大快移速度30 mm/min、最大進給速度30 000 mm/min;機床控制系統(tǒng)為海德漢iTNC 530數(shù)控系統(tǒng)。
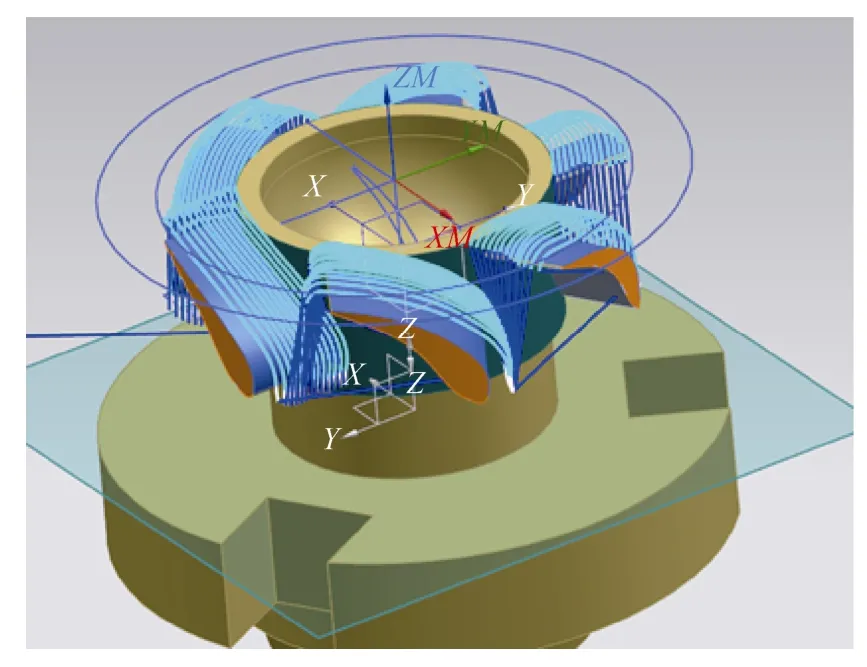
圖8 刀具路徑示意圖
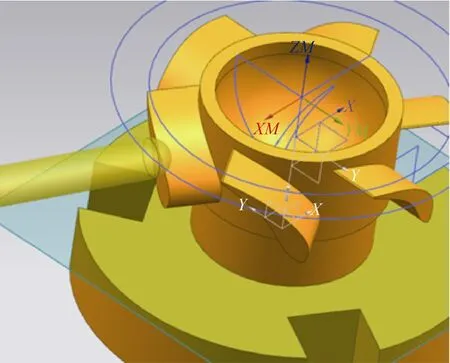
圖9 機床仿真示意圖
由機床加工仿真可以清楚地觀察整個加工過程有無干涉情況,對實際加工實驗具有重要的指導(dǎo)意義,本文精銑葉輪葉片的加工實驗中出現(xiàn) B軸與 Z工作臺干涉情況,在適當(dāng)增高毛坯夾具后即消除干擾,加工模擬如圖10所示。部分后處理得到的NC加工代碼如下:

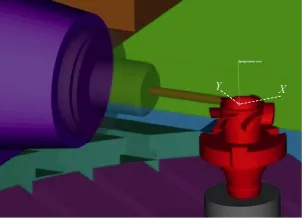
圖10 VERICUT加工模擬示意圖
圖10中刀具和工件為紅色,代表兩部件發(fā)生接觸,正處于加工狀態(tài)。由該模擬軟件可以清楚地觀察NC代碼的加工過程,可觀察機床各運動軸的運動情況,并檢查各部件之間是否發(fā)生碰撞干涉,機床運動軸是否發(fā)生超過運動行程極限等問題,以及可以檢查加工過程中的退刀、加工路徑等是否符合要求,還可與UG自動編程中的刀具路徑模擬進行對比,檢查后處理器的實用情況。根據(jù)該機床模擬,本例中所開發(fā)的后處理器達到使用要求。
4 總 結(jié)
本文針對五軸加工機床后處理程序的開發(fā)進行了研究,對D-H修正標(biāo)記法的原理和應(yīng)用進行了介紹,并根據(jù)該方法開發(fā)了針對 DMU 80 monoBlock型五軸加工機床的后處理程序,對該程序進行了機床加工模擬實驗,驗證了后處理程序的正確性。本文對五軸加工后處理器的實際開發(fā)具有一定的借鑒意義,同時對基于D-H修正標(biāo)記法的五軸加工后處理程序的開發(fā)過程具有指導(dǎo)意義。
[1] Farouki R T, Tsai Y F. Exact Taylor series coefficients for variable feed rate CNC curve interpolators [J]. Computer-Aided Design, 2001, 33(2): 155-165.
[2] She C H, Huang Z T. Postprocessor development of a five-axis machine tool with nutating head and table configuration [J]. International Journal of Advanced Manufacture Technology, 2008, 38(7-8): 728-740.
[3] Sorby K. Inverse kinematics of five-axis machines near singular configurations [J]. International Journal of Machine Tools & Manufacture, 2007, 47(2): 299-306.
[4] Lee R S, Lin Y H. Development of universal environment for constructing 5-axis virtual machine tool based on modified D-H notation and OpenGL [J]. Robotics and Computer-Integrated Manufacturing, 2010, 26(3): 253-262.
[5] Boz Y, Lazoglu I. A postprocessor for table-tilting type five-axis machine tool based on generalized kinematics with variable federate implementation [J]. International Journal of Advanced Manufacture Technology, 2013, 66: 1285-1293.
[6] Xu H Y, Hu L A, Hon-yuen T, et al. A novel kinematic model for five-axis machine tools and its CNC applications [J]. International Journal of Advanced Manufacture Technology, 2013, 67(5-8): 1297-1307.
[7] Li J G, Zhouyang H S, Lou Y J. Tool path optimization in postprocessor of five-axis machine tools [J]. International Journal of Advanced Manufacture Technology, 2013, 68(9-12): 2683-2691.
[8] Penga F Y, Ma J Y, Wang W, et al. Total differential methods based universal post processing algorithm considering geometric error for multi-axis NC machine tool [J]. International Journal of Machine Tools & Manufacture, 2013, 70(4): 53-62.
Research on Postprocessor of Five-Axis Machining Based on D-H Modified Method
Qian Jing,Liu Zhibing,Wang Xibin,Yan Tao
(School of Mechanical Engineer, Beijing Institute of Technology, Beijing 100081, China)
Transforming the CL data produced by CAD/CAM software into NC codes is needed in industrial areas. The application of D-H modified notation method in five-axis machine tools postprocessor development is studied. The process of parameter definition is described in D-H modified method and the improvement is put forward. A special postprocessor of DMU 80 monoBlock five-axis machine tool is developed. At last, a simulation is made to verify the validity of the postprocessor by VERICUT. This program has some guiding significance in increasing the efficiency of data conversion in free-form surface five-axis machining.
five-axis machining; postprocess; D-H modified notation method; form shaping function matrix
TP 391
10.11996/JG.j.2095-302X.2016010043
A
2095-302X(2016)01-0043-06
2015-06-24;定稿日期:2015-08-26
國家自然科學(xué)基金項目(51375055)
錢憬(1991–),男,北京人,碩士研究生。主要研究方向為先進加工技術(shù)。E-mail:overevil@gmail.com
劉志兵(1977–),男,河北石家莊人,副教授,博士。主要研究方向為微細切削。E-mail:liuzhibing@bit.edu.cn
猜你喜歡
汽車實用技術(shù)(2022年15期)2022-08-19 02:48:28
海峽姐妹(2020年9期)2021-01-04 01:35:44
今日農(nóng)業(yè)(2020年20期)2020-12-15 15:53:19
VOGUE服飾與美容(2020年9期)2020-09-02 14:47:26
能源(2018年10期)2018-12-08 08:02:48
山東青年(2016年1期)2016-02-28 14:25:25
能源(2016年10期)2016-02-28 11:33:30
汽車實用技術(shù)(2015年8期)2015-12-26 09:01:02
當(dāng)代修辭學(xué)(2014年3期)2014-01-21 02:30:44
公務(wù)員文萃(2013年5期)2013-03-11 16:08:37