送置焊劑片鏈超窄間隙電弧焊接方法
2016-12-06 08:28:44楊韜君
電焊機 2016年8期
楊韜君,龔 練,朱 亮
(蘭州理工大學省部共建有色金屬先進加工與再利用國家重點實驗室,甘肅蘭州730050)
送置焊劑片鏈超窄間隙電弧焊接方法
楊韜君,龔 練,朱 亮
(蘭州理工大學省部共建有色金屬先進加工與再利用國家重點實驗室,甘肅蘭州730050)
設計并制作送置焊劑片鏈超窄間隙電弧焊接裝置,可實現(xiàn)焊劑片的自動送置,對焊絲與焊劑片的相對位置進行了精確控制,能夠在寬度為4 mm、深度為200 mm的I形坡口中進行平穩(wěn)有效的焊接。焊接工藝實驗表明,焊絲與焊劑片之間的距離是影響焊劑片熔化量的關鍵因素;當焊絲與焊劑片之間的間隙減小時,焊劑片熔化量增大,坡口側壁燃燒高度增加,所適用的電弧電壓降低;當間隙減小到一定值時,坡口根部出現(xiàn)未熔合,甚至發(fā)生電弧攀升。
超窄間隙焊接裝置;焊劑片鏈;電弧電壓;熔化量
0 前言
超窄間隙焊接熱輸入量低,熱影響區(qū)窄,能得到性能優(yōu)良的焊接接頭[1],受到了廣泛關注。其中焊劑片約束電弧超窄間隙焊接方法可有效約束電弧,防止電弧攀升,保證坡口側壁和根部熔合良好,其關鍵問題是如何將焊劑片準確、可靠地放置到坡口中。最早提出將焊劑片粘貼于工件側壁[2],雖然這種方法可以保證焊劑片在坡口中的位置,但是因為工程適用性差而不再使用;另一種方法是將焊劑涂覆在薄鋼帶表面制成焊劑帶[3],由于薄鋼帶具有一定的柔性,使得焊劑帶在電弧中的位置極易變化,并且薄鋼帶容易與焊絲接觸,一旦接觸,焊劑帶就失去了對電弧的約束作用;目前采用的方法是將焊劑壓涂在鋼絲網(wǎng)上,然后折成U形預置在坡口中[4],這種放置方式不易保證焊劑帶在坡口根部的位置,且導電的鋼絲網(wǎng)會對電弧形成干擾。從這三種焊劑片送置方法的實驗結果可以看出,焊劑片在坡口中的相對位置至關重要,直接影響電弧的穩(wěn)定性,有必要對焊絲與焊劑片之間的距離進行精確控制。
本研究設計并制作了一套能可靠精確地將焊
劑片送置到坡口根部的裝置,并研制了與之配套的適用于超厚板焊接的專用超窄間隙焊槍,同時提出一種控制焊絲與焊劑片距離的方法,并進行焊接工藝實驗。
1 送置焊劑片鏈超窄間隙電弧焊接裝置
為實現(xiàn)超窄間隙焊接時焊劑片能夠自動鋪設至坡口底部,且焊槍能夠在深度為200 mm、寬度為4 mm的I形坡口中進行平穩(wěn)有效的焊接,設計并制作了一套送置焊劑片鏈超窄間隙電弧焊接裝置。其基本結構如圖1所示,該裝置有焊劑片鏈輸送裝置和焊槍兩部分組成。其中,焊槍主要有導電體和支撐體構成,支撐體由左右兩塊板狀結構構成,且一體成型,其厚度沿縱向逐漸減小,既保證焊槍能順利深入到坡口底部,又使其具有足夠的剛性,提高穩(wěn)定性。當焊絲進入導電嘴與陶瓷壓塊的弧形槽時,耐高溫彈簧片發(fā)生彈性變形,給陶瓷壓塊施加壓力,使焊絲與導電嘴可靠接觸,保證良好的導電性。

圖1 送置焊劑片鏈超窄間隙電弧焊接裝置
焊劑片鏈是精確控制焊絲與焊劑片距離的關鍵,其合理的結構是保證順利輸送的前提。焊劑片鏈是由兩條耐高溫彈性繩粘貼于焊劑片表面制作而成,其中焊劑片有兩個10°的倒角,目的是焊劑片鏈能在長度方向上有一定的轉動,使焊劑片鏈在輸送過程中能夠沿輸送導管而變形。每條焊劑片鏈由兩條繩子固定,使相鄰的焊劑片在一個平面內,保證整條焊劑片鏈能可靠進入輸送管道。
焊劑片鏈輸送裝置主要包括焊劑片鏈輸送管道及其送進機構。焊劑片鏈輸送的基本原理是送進機構將兩條焊劑片鏈同時送入輸送管中,焊劑片鏈沿著內部輸送導管運動,當焊劑片鏈進入坡口時,焊絲從兩條焊劑片鏈中間通過,此時,耐高溫彈性繩發(fā)生彈性變形,使焊劑片鏈向坡口側壁方向運動,并可根據(jù)不同坡口寬度選用不同直徑的耐高溫彈性繩,從而控制焊劑片與焊絲的相對位置。如圖2所示,焊絲處于兩條焊劑片鏈之間,焊絲與焊劑片的距離通過繩子直徑得到了有效控制。

圖2 焊劑片與焊絲相對位置
2 焊接工藝實驗
前期對焊接工藝參數(shù)的選擇已經做了大量的工作,已經知道焊接電壓是影響焊縫成形和焊劑片約束效果的重要因素[5]。當焊接電壓大于一定值時,焊劑片無法有效約束電弧,發(fā)生電弧攀升,因此,當焊絲與焊劑片之間的間隙距離一定時,有必要給出適用的電弧電壓范圍;焊接電流、焊接速度決定坡口間隙的填充量,對于4 mm的坡口,焊接電流和焊接速度一般是確定的,分別是222 A、10 mm/s。通過對焊劑片約束電弧機制的研究,認識到影響焊劑片約束電弧的另一個關鍵因素是焊劑片在電弧中的相對位置[6],以往工作中利用焊劑片緊貼坡口側壁的方法來保證焊絲與焊劑片之間的距離,在焊劑片厚度一定的情況下,其距離完全取決于坡口寬度的大小,而送置焊劑片鏈超窄間隙電弧焊接裝置可通過不同直徑的耐高溫彈性繩精確控制焊絲與焊劑
片之間的間隙d,且在一定的焊接電壓下,可以得出焊劑片有效約束電弧時間隙d的范圍。
d分別取0.15 mm、0.25 mm、0.35 mm、0.55 mm進行焊接實驗,焊后沿焊縫橫向剖開,用4%硝酸酒精腐蝕,觀察焊縫橫截面形貌。焊接實驗采用平外特性電源,直流反接,焊接坡口寬度為4 mm,填充的焊絲直徑為1.6 mm的H08Mn2Si,焊絲干伸長為15 mm,設定焊接電壓23.5 V,焊接中使用的焊劑帶的厚度為0.7 mm,其成分采用普通堿性焊條的配方,主要成分為大理石和螢石。
不同間隙d下的超窄間隙焊縫橫截面形貌如圖3所示。當d=0.35 mm、0.55 mm時,焊劑片約束電弧良好,且側壁和根部熔合良好;當d=0.25 mm時,電弧主要在側壁上燃燒,且電弧不穩(wěn)定,明顯偏向一側,根部未熔合;當d=0.15 mm時,焊劑片無法有效約束電弧,電弧沿側壁攀升,焊接過程無法進行。

圖3 不同間隙d下的焊縫橫截面形貌
當焊絲與焊劑片之間間隙大于一定距離時,如d=0.35 mm、0.55 mm,焊劑片熔化量較小,電弧被焊劑片有效約束在一定的區(qū)域內,電流均勻的分布在坡口側壁和底部,對間隙的三個方向有效加熱,并且形成熔池,電弧可以在坡口里穩(wěn)定燃燒,如圖4a所示。當焊絲與焊劑片之間間隙小于一定距離時,如d=0.15 mm、0.25 mm,焊劑片對電弧失去了約束作用,這是因為在電弧引燃之后,焊劑片大部分處于電弧區(qū)域,焊劑片瞬間被電弧熱大量燒損,甚至完全燒損,此時焊絲端部與裸露出來的側壁之間的距離小于靜態(tài)平衡點電弧的長度,電弧沿著側壁燃燒,導致電弧攀升,如圖4b所示。

圖4 不同距離下焊劑片對電弧的約束
當送絲速度55.2 mm/s,焊接速度10 mm/s時,在焊絲與焊劑片之間的距離為0.35 mm、0.55 mm的情況下,采用不同的焊接電壓進行焊接實驗。實驗結果如圖5所示,當d=0.55 mm時,適用電弧電壓為19~29 V;當d=0.35 mm時,適用電弧電壓為19.5~24.5 V,可見,當焊絲與焊劑片之間的間隙減小時,適用的電弧電壓減小,其范圍也變小。
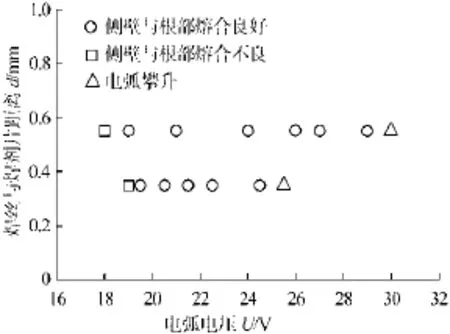
圖5 一定距離下適用電弧電壓范圍
利用送置焊劑片鏈超窄間隙電弧焊接裝置焊接40 mm厚的工件,所得焊縫橫截面形貌圖如圖6所示,采用的焊接工藝參數(shù)如表1所示。

表1 焊接工藝參數(shù)
3 結論
(1)提出一種自動送置焊劑片的新方法,設計
并制作了送置焊劑片鏈超窄間隙電弧焊接裝置,實現(xiàn)了焊劑片的自動送置,并且對焊絲與焊劑片相對位置進行了精確控制。

圖6 焊縫橫截面形貌
(2)焊絲與焊劑片之間的距離是焊劑片有效約束電弧的關鍵因素,在一定的焊接坡口寬度和合適焊接工藝參數(shù)的情況下,焊絲與焊劑片之間的間隙大于0.25 mm時,焊劑片才能約束電弧,保證坡口側壁和根部熔合良好。
(3)在焊劑片能有效約束電弧前提下,焊絲與焊劑片之間的間隙越小,所適用的電弧電壓減小,其范圍也變小。
[1]Zhu L,Zheng S,Chen J.Development of ultra-narrow gap welding with constrained arc by flux band[J].China Welding,2006,15(2):44-49.
[2]那雪冬,朱亮.細晶粒鋼的涂覆焊劑片超窄間隙焊[J].電焊機,2004,34(8):20-23.
[3]張旭磊.焊劑帶約束電弧超窄間隙焊接的實現(xiàn)[J].蘭州理工大學學報,2007,33(3):27-30.
[4]符平坡,朱亮,周超,等.鋼軌對接超窄間隙焊接的角變形[J].電焊機,2013,43(9):41-43.
[5]周超.超窄間隙焊接坡口寬度與工藝參數(shù)適應性研究[J].焊接技術,2014,43(10):37-40.
[6]朱亮,金將,苗紅麗,等.焊劑帶約束超窄間隙焊接母材熔化及熔池形成[J].焊接學報,2010,31(9):9-12.
The technology of Ultra-narrow gap arc welding with transport and lay the chain of flux plates
YANG Taojun,GONG Lian,ZHU Liang
(StateKeyLaboratoryof Advanced Processingand Recyclingof Non-ferrousMetal,Lanzhou Universityof Technology,Lanzhou 730050,China)
The equipment of Ultra-narrow gap arc welding with transport and lay the chain of flux plates had been designed and produced.It could achieve flux plates automatic transporting and laying.The relative position of the welding wire and flux plates could be accurately controlled.It could guarantee welding steadily and efficiently in a width of 4 mm and 200 mm depth of square groove.The welding experiment showed that the distance between the welding wire and flux plates was a key factor of the effect on flux plates'melting capacity.With the gap between the welding wire and flux plates reducing,the flux plates'melting capacity and the height of groove face melted increased,the suitable arc voltage reduced.When the gap's width reduced to a certain figure,the root of weld appeared lack of fusion,or even the arc climbed up.
the equipment of Ultra-narrow gap welding;the chain of flux plates;arc voltage;melting capacity
TG444+.7
A
1001-2303(2016)08-0033-04
10.7512/j.issn.1001-2303.2016.08.08
2016-03-17;
2016-04-20
國家自然科學基金資助項目(50775105)
楊韜君(1988—),男,甘肅定西人,在讀碩士,主要從事超窄間隙焊接方面的研究工作。
