小直徑SA-335P92鋼管細絲埋弧焊工藝及性能
2016-12-06 08:28:54徐祥久
電焊機 2016年8期
黃 超,徐祥久
(哈爾濱鍋爐廠有限責任公司高效清潔燃煤電站鍋爐國家重點實驗室,黑龍江哈爾濱150046)
小直徑SA-335P92鋼管細絲埋弧焊工藝及性能
黃 超,徐祥久
(哈爾濱鍋爐廠有限責任公司高效清潔燃煤電站鍋爐國家重點實驗室,黑龍江哈爾濱150046)
分析小直徑SA-335P92鋼管焊接工藝方案,闡述目前焊接工藝中存在的問題,提出一種新組合焊接工藝——手工氬弧焊+細絲埋弧焊用于小直徑SA-335P92鋼管的焊接。以SA-335P92鋼管為試驗材料進行新焊接工藝試驗,并對焊接接頭進行力學性能試驗和宏觀、微觀組織分析。結果表明,焊接接頭的抗拉強度、沖擊、硬度等性能均能滿足SA-335P92母材的要求,焊縫和熱影響區的微觀組織與SA-335P92母材的組織同為回火馬氏體。
細絲埋弧焊;小直徑;SA-335P92鋼管
0 前言
SA-335P92鋼是日本新日鐵公司在T/P91鋼的基礎上改良開發的新鋼種,在化學成分上適當降低了鉬含量(0.5%),同時加入一定量的鎢(1.7%),以將材料的鉬當量(Mo+0.5W)從P91鋼的1%提高到約1.5%,該鋼中還加入適量的硼元素。與其他鉻-鉬耐熱鋼相比,SA-335P92鋼的耐高溫腐蝕和氧化性能與9%Cr鋼相似,但材料的高溫強度和蠕變性能均得到了進一步提高[1]。SA-335P92鋼最高設計工作溫度達625℃,在600℃下SA-335P91鋼母材105h斷裂強度為95 MPa,而SA-335P92鋼則高達123 MPa,高溫蠕變斷裂強度比SA-335P91鋼高25%~30%[2]。
小直徑SA-335P92鋼管是指直徑小于273 mm的SA-335P92鋼管,主要應用在350 MW的超臨界鍋爐中的過熱器、再熱器小集箱和其他型號鍋爐過熱器、再熱器連接管道。目前,此類規格SA-335P92
鋼管的焊接工藝主要有手工氬弧焊+焊條電弧焊或熱絲TIG焊兩種。但這兩種焊接工藝均無法同時滿足高效率、高質量焊接的要求,在一定程度上制約了此類規格SA-335P92鋼管的生產。
1 工藝分析
手工氬弧焊+焊條電弧焊的組合焊接工藝。即在管道對接過程中,首先使用手工氬弧焊進行管道的封底焊接,由于手工氬弧焊在惰性氣體保護下焊接,電弧穩定、熔池可見性好、焊接熱輸入量小,焊縫正面成形光滑美觀、背面成形良好。因此,采用手工氬弧焊能保證對接焊縫首層焊接時單面焊雙面成型;后續使用焊條電弧焊完成焊縫的填充和蓋面焊。此類組合焊接工藝的工人勞動強度大、工作環境差、工作效率一般,但對產品的結構形式適用范圍廣泛。
熱絲TIG焊接工藝。在管道對接過程中全部使用熱絲TIG焊工藝,機械化程度高,對管道焊接過程按層、道的編制組合工藝程序,包括首層封底、填充和蓋面等多種工藝參數,在焊接過程中直接調用相應的工藝程序一次性焊接完成此類組合焊接工藝,工人勞動強度低、工作環境好,但生產效率低,對坡口加工及裝配尺寸精度要求高,只適用于可徑向轉動的管道。
此外在大口徑管道對接中普遍使用的組合焊接工藝為手工氬弧焊+焊條電弧焊+絲極埋弧焊。即在管道對接過程中,首先使用手工氬弧焊進行封底焊接,然后焊條電弧焊過渡焊接,最后用絲極埋弧焊(焊絲直徑φ3.0~φ4.0 mm)進行填充、蓋面。這種組合焊接工藝只適用于直徑不小于273 mm的大口徑管的焊接;而對于直徑小于273 mm的管道,在絲極埋弧焊接過程中焊絲熔敷金屬量大,而管道的直徑小、曲率大,在焊接線速度不變的情況下,管道的角速度偏大,單位時間轉過的角度大,因此會出現焊絲熔敷的金屬未完全凝固而隨管道向豎直方向旋轉,由于重力作用未凝固的液態金屬出現流淌的現象,無法控制熔敷金屬凝固后的形貌,進而難以保證焊縫質量,以致出現咬邊、夾渣等缺陷。
上述組合焊接工藝在生產效率和焊接質量方面均無法同時達到最優,而且部分焊接工藝組合的工人勞動強度大、工作環境差。針對目前小直徑SA-335P92鋼組合焊接工藝中存在的問題,提出了一種新組合焊接工藝,在保證焊接質量的前提下,最大提高生產效率、降低工人勞動強度。新組合焊接工藝由手工氬弧焊+細絲埋弧焊組成。鋼管的首層焊接仍選用手工氬弧焊,保證首層焊縫單面焊接雙面成型,后續直接使用細絲埋弧焊進行焊縫的填充和蓋面焊,沒有管道常規組合焊接工藝中的焊條電弧焊過渡。新組合焊接工藝具有如下優點:
(1)焊縫質量好。首層采用手工氬弧焊,保證封底焊縫的質量;填充和蓋面使用細絲埋弧焊,焊絲直徑僅為φ1.6 mm;采用的焊接工藝參數更小、熔敷的金屬量更小(熔池體積小),液態金屬凝固時間相應更短,可避免常規絲極埋弧焊接過程中熔敷金屬未凝先淌的問題,能控制熔敷金屬凝固后的形貌,進而保證焊縫質量,提高產品的合格率。
(2)生產效率高。細絲埋弧焊相對于常規的絲極埋弧焊,焊絲直徑大幅減小,細絲埋弧焊的焊絲電阻熱的作用更加明顯,焊絲的熔化系數更大,焊接效率相應更高[3]。與熱絲TIG焊接工藝相比,生產效率可提高1倍,與手工氬弧焊+焊條電弧焊組合焊接工藝相比,生產效率可提高50%。
(3)工人勞動強度低、工作環境好。在管道環縫焊接的過程中,除封底焊縫外,整條焊縫的焊接量均由細絲埋弧焊完成,細絲埋弧焊屬于機械化焊接、可操作性高,對操作者的要求更低,降低了勞動強度;在焊接過程中無弧光輻射、焊接煙塵小,改善了焊接環境。
以SA-335P92鋼管為試驗材料,匹配相應的焊接材料,按上述組合焊接工藝進行焊接,并分析測試焊后接頭組織及性能,驗證新組合焊接工藝的合理性。
2 試驗材料和方法
試驗用SA-335P92鋼管規格φ219mm×50mm,供貨狀態為正火+回火:正火溫度1 040℃~1 080℃,回火溫度760℃~790℃,其化學成分見表1,力學性能見表2。焊接材料選用神戶制鋼生產的TGS-12CRS φ2.4 mm焊絲、伯樂蒂森生產的Thermanit MTS 616 φ1.6 mm埋弧焊絲配Marathon 543焊劑,TGS-12CRS和ThermanitMTS616的化學成分見表3。
SA-335P92母材按如圖1所示進行焊接坡口加工。試驗中首先使用手工氬弧焊進行封底焊,焊接前兩層,然后使用細絲埋弧焊進行填充和蓋面,焊接工藝參數如表4所示。

表1 SA-335P92鋼管化學成分%

表2 SA-335P92鋼管的力學性能

表3 焊接材料化學成分%

表4 焊接工藝參數
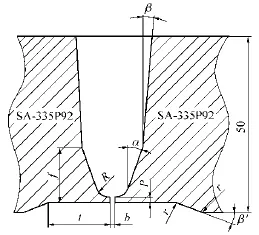
圖1 SA-335P92試驗鋼管對接坡口
SA-335P92試驗鋼管對接坡口如圖1所示,對于規格為φ219 mm×50 mm的SA-335P92鋼管,細絲埋弧焊的首層焊縫焊道管徑僅為125 mm,曲率大、焊接難度高。焊前需要先對SA-335P92鋼管的焊接坡口進行預熱處理,手工氬弧焊的預熱溫度150℃、細絲埋弧焊的預熱溫度200℃,在管道內部圍繞焊接坡口制造一個封閉空間,并提前4~5 min向封閉空間內充入氬氣保護焊接坡口背面,以保證焊縫背面成形良好,氬氣流量25~30 L/min。焊后焊縫緩慢冷卻至100℃~150℃,保溫1 h,使焊縫進行完全的馬氏體轉化。之后對焊縫進行(300℃~400℃)×3 h的消氫處理,緩慢冷卻至室溫,使用機械打磨等方式修磨焊縫表面,焊縫經超聲和滲透探傷檢測,未發現任何缺陷。焊后熱處理(775℃± 10℃)×10 h,消除焊縫中的殘余應力。
按照NB/T 47014-2011標準要求,對焊接接頭進行拉伸、沖擊、彎曲和硬度試驗,利用Axiovert 200 MAT蔡司金相顯微鏡進行顯微組織分析。
3 結果
3.1 焊縫形貌及微觀組織
SA-335P92鋼管采用細絲埋弧焊的焊縫表面形貌如圖2所示。箭頭標注的亮白色區域為細絲埋弧焊的實際焊縫,兩側為SA-335P92母材,可以發現焊縫表面平整光滑、成形均勻連續,無咬邊、夾渣等缺陷。圖3為經歷焊后熱處理的焊接接頭宏觀形貌。
從焊接接頭的整體宏觀形貌來看,在焊接接頭的截面上未發現任何缺陷,圖3中標注的焊接熱影響區寬度較窄,最寬處僅有2.5 mm。焊接接頭的宏觀形貌呈現出明顯的三個區域,分別為母材、熱影響區和焊縫。對三個區域的微觀組織進行顯微分析,如圖4所示。由圖4可知,從母材到焊縫,微觀組織均為回火馬氏體,但由于焊縫和熱影響區受焊接高
溫熱作用的影響,熱影響區和焊縫的回火馬氏體組織尺寸相對粗大。
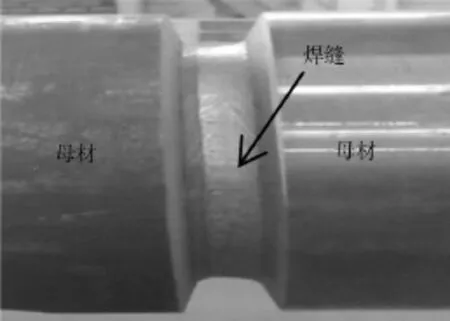
圖2 SA-335P92鋼管細絲埋弧焊焊縫表面形貌

圖3 焊接接頭宏觀形貌
3.2 焊接接頭的力學性能
按照NB/T 47014-2011標準的要求,對焊接接頭進行力學性能試驗,拉伸和彎曲的試驗結果見表5,沖擊試驗的結果見表6。與表2中SA-335P92鋼管母材的力學性能相比,焊接接頭的抗拉強度和彎曲性能均高于母材要求的下限值,說明使用新組合焊接工藝焊接獲得的焊接接頭的力學性能滿足產品要求。

表5 拉伸和彎曲的試驗結果
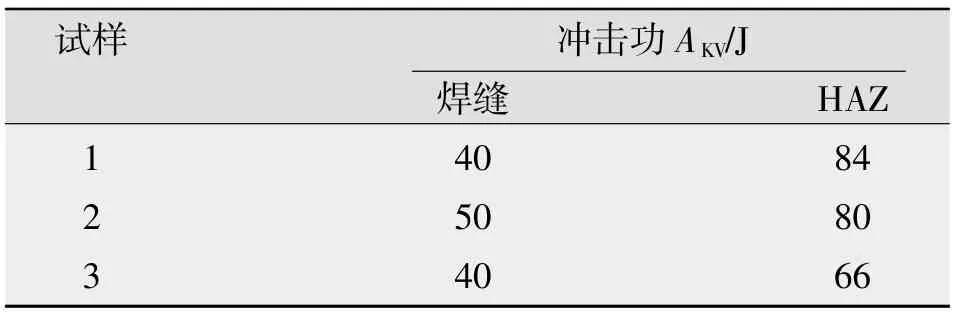
表6 沖擊試驗結果
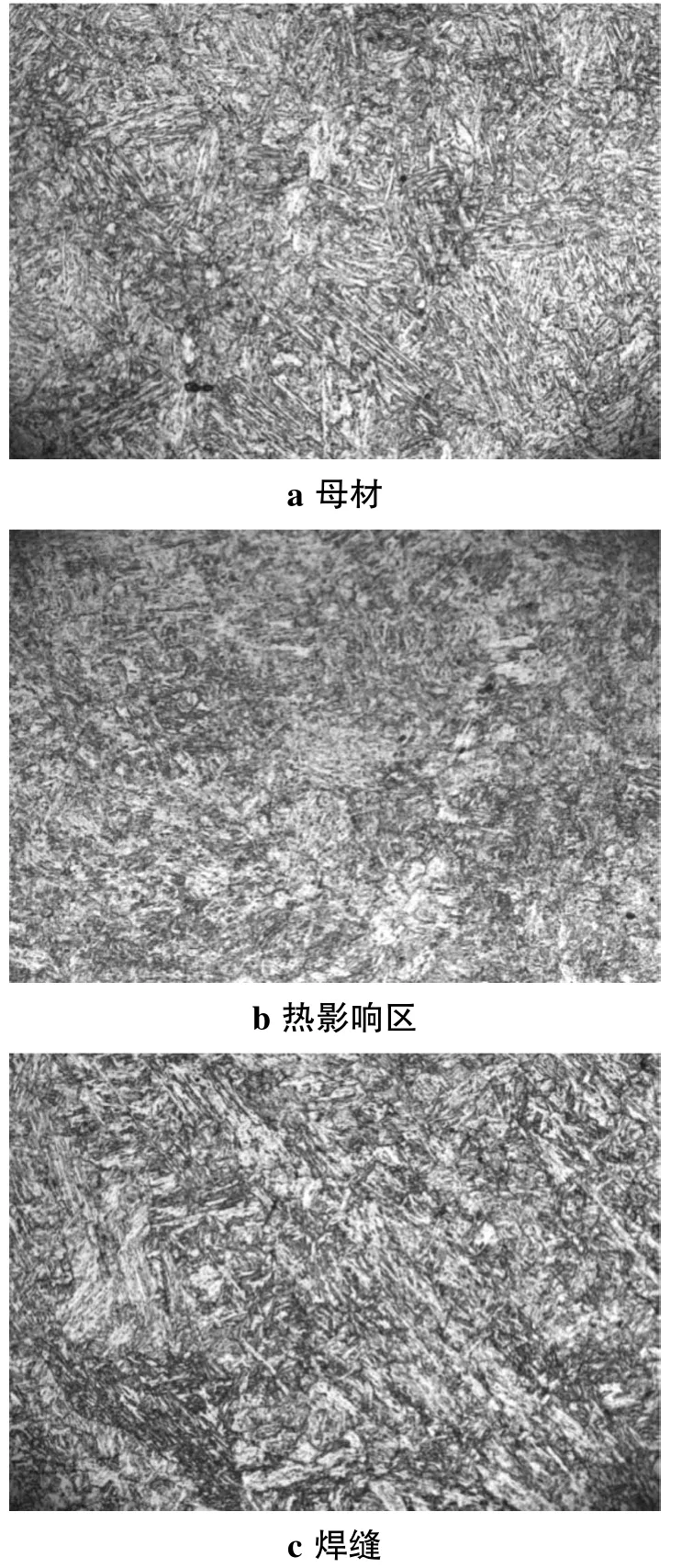
圖4 焊接接頭微觀組織
由表6可知,熱影響區的沖擊韌性高于焊縫。原因主要是:焊縫中回火馬氏體組織相對粗大,而熱影響區中回火馬氏體組織則相對細小,晶粒越細,晶界越多,對位錯運動的阻力越大,位錯塞積造成的應力集中也小,因此熱影響區的沖擊韌性高于焊縫[4-5]。
分別對圖3中焊接接頭截面的母材、熱影響區和焊縫三個區域的微觀組織進行布氏硬度測量,每個區域測量三點,三個區域的布氏硬度結果如表7所示。從硬度結果可以看出,三個區域的布氏硬度結果均達到SA-335P92母材的布氏硬度要求,而且焊縫區域的硬度值最高,熱影響區的硬度值略低,與表6中焊縫、熱影響區沖擊值的規律相符。
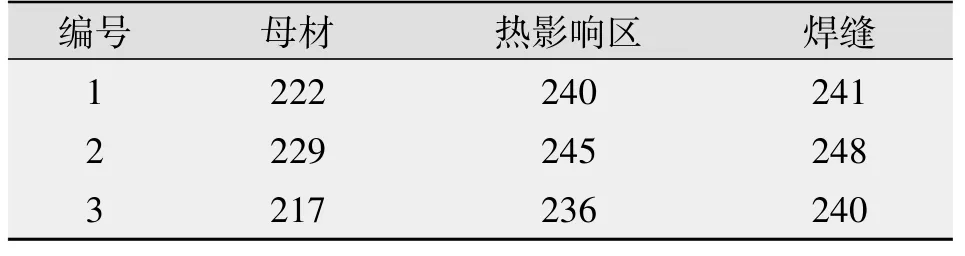
表7 布氏硬度HB
4 結論
(1)常規組合焊接工藝——手工氬弧焊+焊條電弧焊或熱絲TIG焊無法同時實現小直徑SA-335P92鋼管高質量、高效率生產。
(2)提出一種手工氬弧焊+細絲埋弧焊的組合焊接工藝,用于小直徑SA-335P92鋼管的焊接。
(3)使用新組合焊接工藝對小直徑SA-335P92鋼管進行焊接試驗,焊接接頭的抗拉強度最小值為640 MPa、焊縫及熱影響區的室溫沖擊最小值為40 J、布氏硬度值236~248 HB,均能滿足SA-335P92的要求。證明了新工藝用于焊接小直徑SA-335P92鋼管切實可行。
[1]馬明編.美國新的超臨界機組考慮使用T/P92的原因[J].電力建設,2006(11):79-80.
[2]邵小劍.超超臨界機組主蒸汽P92鋼的焊接[J].電焊機,2008,38(1):58-59.
[3]王元良,屈金山,胡久富,等.高效節能的細絲雙絲自動焊接研究[J].焊接技術,2000,29(12):39-40.
[4]Arivazhagan B.Effect of TIG arc surface melting process on weld metal toughness of modified 9Cr-1Mo(P91)steel [J].Mater,2008(3):56-58.
[5]李文彬,姜運建,馮硯廳,等.P92鋼焊縫細晶比例與沖擊韌性關系研究[J].電焊機,2010,40(7):61-62.
Process and performance of fine wire submerge arc welding for minor diameter SA-335P92 steel pipe
HUANG Chao,XU Xiangjiu
(Harbin Boiler Company limited State Key laboratory of efficient and clean Coal-fired Utility Boiler,Harbin 150046,China)
According to analyze the welding processes of the minor diameter SA-335P92 steel pipe,expatiate on the problems existing in the current welding process.In this paper,present a new combination welding process with manual gas tungsten arc welding and submerge arc welding for the welding of minor diameter SA-335P92 steel pipe.Carry out the new process test with the SA-335P92 steel pipe,test mechanical property and the macro and micro organization of the welding joint.The results show that the mechanical properties of the welding joint could satisfy the requirements of the SA-335P92 steel pipe,the organization of the welding seam and heat affect zone is tempered martensite the same as the base metal of SA-335P92.
fine wire submerge arc welding;minor diameter;SA-335P92 steel pipe
TG457.11
B
1001-2303(2016)08-0109-05
10.7512/j.issn.1001-2303.2016.08.26
2015-05-19;
2016-06-01
黃超(1985—),男,黑龍江哈爾濱人,碩士,工程師,主要從事鍋爐及壓力容器焊接制造的研究工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
