大齒輪的返修工藝
2016-12-06 08:28:54白安民
電焊機 2016年8期
白安民
(中信重工機械股份有限公司鉚焊構件廠焊接工藝研究所,河南洛陽471039)
大齒輪的返修工藝
白安民
(中信重工機械股份有限公司鉚焊構件廠焊接工藝研究所,河南洛陽471039)
對大齒輪材質ZG45CrMo進行焊接性分析,選擇合適的焊接材料J857CrNi,制定合理的焊接工藝,包括焊前對輪緣內外面、端面范圍約1.5 m,采用遠紅外預熱至400℃,采用遠紅外測溫儀測溫,其他部位全部包上保溫材料。焊接完成后立即進行遠紅外退火,退火區域約1.5 m,退火溫度560℃±10℃,保溫時間8 h,升降溫速度小于等于40℃/h,降至100℃以下打開遠紅外和保溫材料,空冷至室溫后打磨焊縫區域進行超聲波探傷檢查,Ⅱ級合格。該工藝對于類似產品的修復有一定參考。
ZG45CrMo;返修;大齒輪
0 前言
中信重工機械股份有限公司鉚焊構件廠焊接工藝研究所為某公司生產的大齒輪在粗滾齒過程中因加工錯誤,幾乎造成報廢(見圖1)。為減少損失,需對加工錯誤的3個齒進行補焊,補焊后再加工出齒,最終滿足使用要求。該大齒輪材質為ZG45CrMo,正火狀態。
ZG45CrMo化學成分及力學性能如表1、表2所示。
1 焊接性分析[1-2]
1.1 焊接熱影響區的脆化和軟化
ZG45CrMo屬高碳正火鋼,碳當量0.87%,由于碳含量高,合金元素多,致使焊后在熱影響區產生脆硬的馬氏體,造成脆化。
如果不采取任何措施直接施焊,且焊后不再進行調質處理,在熱影響區被加熱到調質處理回火態度時,將出現強度、硬度低于母材的軟化區,該區域
可能成為降低接頭強度的薄弱區。
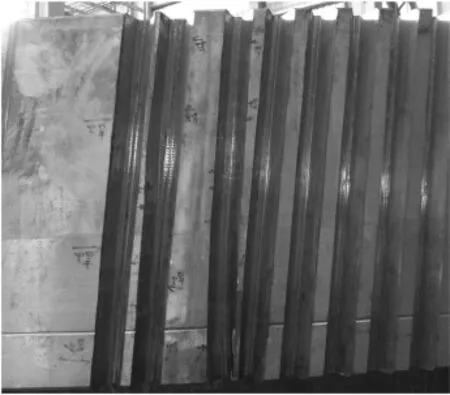
圖1 加工錯誤的大齒輪

表1 大齒輪ZG45CrMo實測化學成分%

表2 大齒輪ZG45CrMo實測力學性能(正火)
1.2 裂紋
高碳正火鋼焊接熱影響區極易產生硬脆的馬氏體,對氫致裂紋的敏感性很大,焊接時易產生裂紋等缺陷。
2 焊接材料的選擇
依據焊材等強度、低匹配的選用原則。根據大齒輪的化學成分、力學性能,選擇J857CrNi焊條進行焊接。
熔敷金屬的化學成分及力學性能如表3、表4所示。
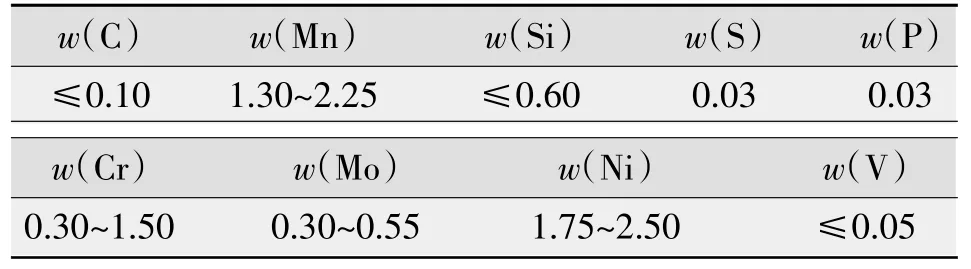
表3 熔敷金屬的化學成分%

表4 大齒輪ZG45CrMo實測力學性能(正火)
3 焊接工藝
3.1 焊前準備
(1)嚴格清理需補焊部位及其附近鐵銹、油污等雜物,直至露出金屬光澤。
(2)焊條按照說明書要求烘干,并放在保溫桶內,隨用隨取。
3.2 焊接方法及工藝參數
采用電弧焊進行焊接,焊接工藝參數如表5所示。

表5 打底、填充、蓋面焊接工藝參數
4 焊接要點
(1)采用立向上位置焊接,整個修補過程中整個大齒輪仍然兩半把合。
(2)焊前預熱輪緣內外面、端面,范圍約1.5 m,用遠紅外預熱至400℃,用測溫儀測量,其他部位全部包上保溫材料,溫度達到要求并保溫8 h后方可開始焊接,如圖2所示。

圖2 焊前預熱
(3)焊接時輪緣內面、上端面用遠紅外加熱,下端面用煤氣加熱,保證層間溫度不低于300℃,焊接過程中每一次起弧前都要測量層間溫度,必須保證在300℃以上,若層間溫度低于300℃則停止施焊直到溫度符合要求方可繼續焊接,如圖3所示。
(4)采用多層多道焊,短弧焊接,每道焊縫寬度小于15 mm;每焊一層要對焊縫進行錘擊或風鏟擊打焊肉至嚴重變形,認真清理焊渣,仔細觀察確保肉眼看不到缺陷,方可進行下一層的焊接。

圖3 焊接過程中的保溫方式
(5)焊接過程中先打底層焊接再進行其他層焊接,打底層一定要錘擊充分;相鄰兩焊層間的錘擊方向要相反,然后繼續施焊;焊接過程中注意起弧和收弧,要填滿弧坑,且不允許在弧坑上再次起弧和收弧;蓋面層比母材高出2 mm以上。
(6)焊接完成后立即進行遠紅外退火,退火區域約1.5 m,退火溫度560℃±10℃,保溫時間8 h,升降溫速度小于等于40℃/h,降至100℃以下打開遠紅外和保溫材料空冷至室溫后打磨焊縫區域進行無損檢測。
(7)對補焊區域進行超聲波探傷檢查,Ⅱ級合格。
(8)對焊縫外觀進行檢查,焊接接頭不允許有未焊透、咬邊等缺陷,焊縫與母材過渡圓滑。
采用以上工藝進行了補焊,并經機加工,沒有發現焊接缺陷,返修取得了成功,避免了重大損失,為以后進行類似產品修復提供了參考。
[1]中國機械工程學會焊接學會(焊接手冊第2卷),材料的焊接[M].北京:機械工業出版社,2001.
[2]機械工業部.焊接材料產品樣本[M].北京:機械工業出版社,1997.
The repair technology of big gear
BAI Anmin
(Citic Heavy Industries Co.,Ltd.,Riveting and Welding Component Factory,Welding Technology Institute,Luoyang 471039,China)
Through the big gear material ZG45CrMo weldability analysis,choose the appropriate welding material J857CrNi,make reasonable welding process,including the outside inside the wheel rim,end before welding range is about 1.5 m,preheat to 400℃by the far-infrared,using infrared thermometer to measure temperature,heat preservation material on all other parts of the package.After completion of welding,perform far infrared annealing immediately,the annealing region of about 1.5 m,an annealing temperature of 560℃±10℃,holding time of 8 h,heating and cooling rate is less than equal to 40℃/h,reduce to below 100℃and then open farinfrared and thermal insulation material,air cooling to room temperature after grinding weld ultrasonic testing inspections area,levelⅡqualified.The process has a certain reference for repairing similar products in the future..
ZG45CrMo;repair;gear wheel
TG457
B
1001-2303(2016)08-0114-03
10.7512/j.issn.1001-2303.2016.08.27
2015-12-23;
2016-07-20
白安民(1965—),男,河南偃師人,工程師,學士,主要從事金屬結構件焊接工藝編制及生產技術服務工作。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
