6005鋁合金中厚板等離子-MIG復合焊接頭組織與力學性能
2016-12-06 08:28:51霍海龍郭雨菲郭陽陽潘厚宏
電焊機 2016年8期
劉 正,霍海龍,郭雨菲,郭陽陽,潘厚宏
(西南交通大學材料科學與工程學院,四川成都610031)
6005鋁合金中厚板等離子-MIG復合焊接頭組織與力學性能
劉 正,霍海龍,郭雨菲,郭陽陽,潘厚宏
(西南交通大學材料科學與工程學院,四川成都610031)
采用等離子-MIG復合焊工藝對16 mm厚6005鋁合金進行雙面焊接,研究焊接接頭的顯微組織和力學性能。結果表明,焊縫區為等軸樹枝晶,熔合線附近為柱狀晶組織,熱影響區相比母材組織粗化;接頭各區顯微硬度值均低于母材;接頭的側彎試驗可達180°;抗拉強度201 MPa,為母材強度的77.31%,斷裂位置在熱影響區內。
6005鋁合金;等離子-MIG;組織;力學性能
0 前言
6005鋁合金系中等強度可熱處理強化Al-Mg-Si系鋁合金,焊接性和耐蝕性良好,廣泛用于高速列車車體制造,日本的相關牌號為6N01[1-3]。由于鋁合金材料具有大的比熱容、大的熱導率和高的電導率,決定了其在焊接中應盡可能使用低線能量、高熱輸入的焊接方法[4]。
等離子-MIG復合焊是在一把焊槍里同時燃燒等離子弧和MIG電弧。等離子弧是壓縮式電弧,能量密度高,電弧挺度、剛度好、穿透性強,能實現深熔焊接,對熔池進行輔助攪拌,有利于氣體和雜質的上浮。與等離子弧并存的MIG弧,具有較強的金屬填充能力,載流能力大,能實現高效焊接生產[5]。相比于激光-MIG焊工藝,等離子-MIG焊工藝目前的研究較少,相關報道較少[6-8]。
1 試驗材料、設備及方法
試驗選用16 mm厚6005-T5鋁合金板材,試板尺寸300 mm×150 mm。填充焊絲型號為ER5356,直徑1.6 mm。母材與焊絲的成分見表1。等離子氣和保護氣均采用純度為99.99%的氬氣。

表1 母材及焊絲的主要化學成分Tab.1Nominal chemical composition of 6005 and ER5356%
等離子-MIG復合焊設備由以色列PLT公司MD系列等離子-MIG焊接裝置和日本安川焊接機器人組成。等離子焊炬與工件垂直,MIG焊炬與工件呈60°角。等離子電源為集成于等離子-MIG焊接裝置中的300 A變極性電源,MIG電源采用兩臺并聯的奧地利Fronius公司TPS5000焊機,焊接系統示意如圖1所示。
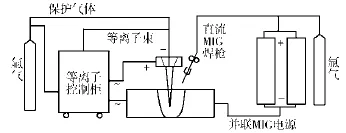
圖1 等離子-MIG焊接系統示意Fig.1Schematic diagram of plasma-MIG
接頭采用如圖2所示的雙面V型坡口設計。采用機械清洗加化學清洗的方法去除坡口及其附近區域的氧化膜、油污油脂。焊前對試板做剛性固定,如圖3所示。單道依次焊接試板的正面和反面。焊接時對接頭背面進行富氬保護,焊接參數如表2所示。
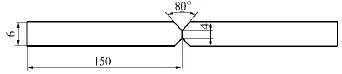
圖2 坡口示意Fig.2Schematic diagram of bevel

表2 主要焊接工藝參數Tab.2Main welding parameter

圖3 試板裝夾Fig.3Clamping of welding plate
參照GB/T2651-2008(焊接接頭拉伸試驗方法)、GB/T 2653-2008(焊接接頭彎曲試驗方法)、GB/T 2654-2008(焊接接頭硬度試驗方法)有關標準對接頭進行取樣和試驗。金相試樣經研磨拋光后,使用keller試劑(體積比HF:HCl:HNO3:H2O=2:3:5:190)腐蝕,使用蔡司Axio Observer A1m金相顯微鏡觀察焊接接頭的顯微組織。硬度試驗使用HVS-30型數顯式維氏硬度計,載荷3 kgf,保荷時間10 s。使用CMT4304電子萬能試驗機進行拉伸試驗,標距70mm,載荷加載速率1 mm/min。彎曲試驗時,采用壓頭直徑50 mm,輥筒間距離85 mm。
2 試驗結果和分析
2.1 接頭宏觀形貌
焊接接頭的宏觀形貌如圖4所示。在進行反面焊接時,為保證焊透,增大了等離子電流,在相同的焊接速度下,熔深較正面焊增加2 mm,熔寬減少1 mm。由圖4可知,反面陰影區面積比正面大,這也是反面的熱輸入比正面多的具體反映。焊縫成形美觀,魚鱗紋均勻,無飛濺,無宏觀缺陷,焊縫成形良好。
由于工件自身厚度較大,散熱條件好,不能保證氣孔的完全上浮,可觀察到有少量氣孔存在(圖4中白點)。鋁合金焊接過程中出現的氣孔主要是氫氣孔[9]。
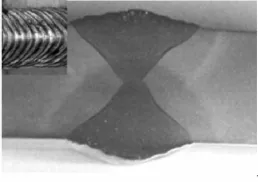
圖4 焊縫宏觀形貌Fig.4Macro-morphology of weld seam
2.2 焊縫的微觀金相組織觀測
6005鋁合金焊接接頭不同區域在200倍下的金相顯微組織如圖5所示。接頭各區經歷的熱循環過程不同,形成不同的組織形態。
圖5a為母材顯微組織,T5供貨狀態的晶粒組織基體為再結晶組織:α(Al)固溶體和時效析出的Mg2Si強化相(黑色細小顆粒點)[10]。析出相細小,分布均勻。
圖5b為接頭焊接熱影響區顯微組織,相比于母材,組織粗大,出現了一些粗大的析出相。
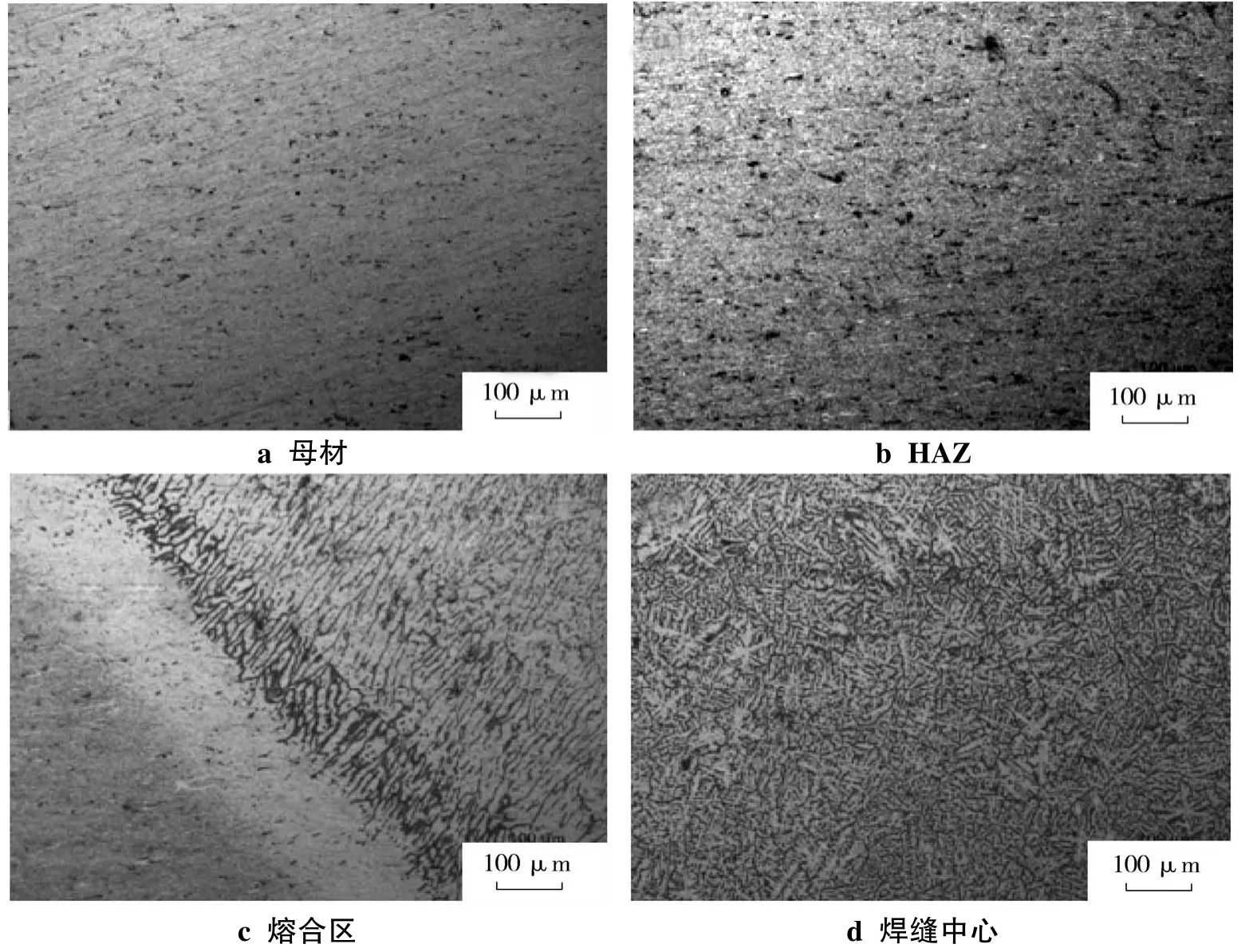
圖5 焊縫各區金相組織Fig.5Microstructures of the welding joint
圖5c為熔合線附近區域的金相組織。焊縫區側有垂直于熔合線的粗大柱狀晶。晶粒沿著母材界面聯生形核、長大,沿散熱方向生長。焊縫中心的顯微組織見圖5d,細小的雪花狀等軸樹枝晶分布明顯,取向雜亂無章,是典型的鑄造組織。
2.3 接頭顯微硬度分布
6005鋁合金等離子-MIG焊接接頭顯微硬度分布如圖6所示。焊縫區硬度遠低于母材,硬度平均值58.43HV。距焊縫中心5~10mm的兩側對稱區域,硬度值在67 HV附近波動,介于焊縫與母材之間,是接頭的淬火區。距焊縫中心約10 mm的位置,硬度值陡降至54 HV,是接頭的軟化區。出軟化區遠離焊縫方向,硬度值逐漸上升,距焊縫中心20 mm,硬度值恢復到母材的狀態。
硬度數據表明,接頭各區硬度明顯低于母材。焊縫金屬為鑄造組織,硬度值低于經過人工時效處理的母材。淬火區溫度高于母材的固熔溫度,冷卻速度快。該區過冷度大,強化相析出少,得到與基體保持共格關系的過飽和固溶體,固溶體中有呈彌散分布的細小Mg2Si相,導致硬度值高于焊縫和軟化區[11]。軟化區的形成主要與晶粒受熱粗化和強化相的過時效有關。軟化區溫度高于焊接前的時效溫度,但又未及固溶溫度,使強化相Mg2Si在冷卻時發生了聚集和長大。粗化的組織會惡化材料的力學性
能。出軟化區后,受焊接熱源的影響減弱,硬度值逐漸增加,最后恢復到母材狀態。
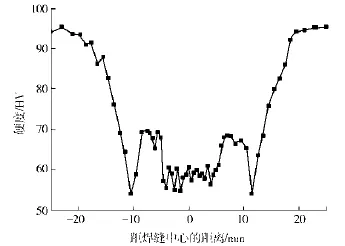
圖6 顯微硬度分布Fig.6Distribution of micro-hardness
2.4 接頭拉伸、側彎試驗
對6005鋁合金接頭進行側彎試驗,彎曲角度180°時能清晰地看到接頭熱影響區,焊接接頭沒有出現裂紋等缺陷,有一定的塑性儲備。
對6005鋁合金接頭進行拉伸試驗,結果如表3所示。焊接接頭抗拉強度201MPa,為母材的77.31%,與激光-MIG焊工藝相當,優于普通MIG焊工藝(約母材強度的60%)[12]。該強度高于歐洲標準EN288-4要求的195 MPa,符合高速列車的使用標準[13]。如圖7所示,焊接接頭拉伸試樣斷口位于接頭的熱影響區,呈斜45°角斷裂。斷裂區附近出現了明顯褶皺收縮,這表明試樣斷裂前經歷了充分的塑性變形過程。
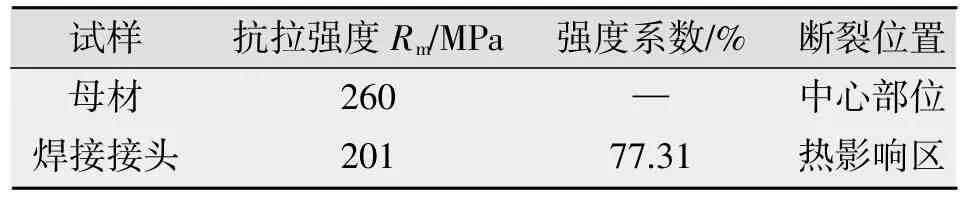
表3 母材及接頭拉伸力學性能Tab.3Tensile properties of specimens

圖7 接頭斷裂位置示意Fig.7Fracture location for tensile test specimen
3 結論
采用等離子-MIG焊工藝焊接16 mm厚6005-T5鋁合金,開雙面V型80°坡口,中間留4 mm鈍邊,能單側一次性焊透。
(1)熱影響區組織粗大,熔合線區域為柱狀晶,焊縫中心為雪花狀等軸樹枝晶。
(2)6005鋁合金接頭硬度試驗表明,焊接接頭各區硬度均低于母材。焊縫區硬度高于軟化區,低于接頭淬火區。
(3)6005鋁合金等離子-MIG焊接頭的側彎試驗彎曲角度可達180°,抗拉強度201 MPa,為母材強度的77.31%。斷裂位置位于接頭熱影響區。
[1]郭飛躍,尹志民,王炎金.鐵路車輛用6005A大型鋁型材焊接性能研究[J].電力機車與城軌車輛,2002,25(4):17-19.
[2]王炎金,丁國華.鋁合金車體制造關鍵技術研究[J].焊接,2007(7):12-16.
[3]楊成功,單際國,熊偉.車輛用6005A鋁合金焊接技術研究現狀[J].焊接,2009(10):13-18.
[4]肖榮詩,陳鎧,左鐵釧.高強鋁合金激光焊接新進展[J].應用激光,2002,22(2):206-208.
[5]闕福恒,王振民.等離子-MIG焊的研究進展[J].電焊機,2013,43(3):28-32.
[6]Kohei Ono,Zhongjie Liu,Tesuo Era,et al.Development of a plasmaMIGwelding system for aluminium[J].WeldingInternational,2009,23(11):805-809.
[7]YanB,GaoH,LinW,etal.Influence of plasma-MIG welding parameters on aluminum weld porosity by orthogonal test[J]. Transactions of Nonferrous Metals Society of China,2010,20(8):1392-1396.
[8]魏波,潘厚宏,孫彥文,等.工藝參數對鋁合金旁軸式等離子-MIG復合焊焊縫熔深的影響[J].熱加工工藝,2014,43(13):162-163.
[9]唐良喜,肖云,蘭志剛,等.鋁及鋁合金MIG焊接預防氣孔的措施[J].機械制造文摘(焊接分冊),2011(05):35-39.
[10]季衛東,陳輝.10 mm厚6005A鋁合金激光-MIG復合焊接[J].電焊機,2014,44(9):128-132.
[11]王元良,陳輝.高速列車鋁合金車體的焊接技術[M].成都:西南交通大學出版社,2012.
[12]胡佩佩,王春明,劉德建.光纖激光-MIG復合焊接中厚板鋁合金工藝特性[A].第十五次全國焊接學術會議論文集[C],西寧:2010.
[13]劉建,沈正超,何長樹.國產A6N01鋁合金型材MIG焊接頭的微觀組織與力學性能[J].材料與冶金學報,2014,13(03):181-185.
Microstructure and mechanical properties of 6005 aluminum alloy welding joint in medium plate using plasma-MIG hybrid welding
LIU Zheng,HUO Hailong,GUO Yufei,GUO Yangyang,PAN Houhong
(School of Materials Science and Engineering,Southwest Jiaotong University,Chengdu 610031,China)
Plasma-MIG hybrid welding of 6005 aluminum alloy with 16mm thickness and double V-groove was carried out.The microstructure and mechanical properties of the welded joint were investigated.The results showed that the microstructure was characterized by equiaxed dendritic crystal and columnar crystal in the weld seam zone and at the weld side of fusion zone respectively.And the microstructure in HAZ was coarser than that in base metal.The microhardness in the weld was lower than that in the base metal.The side bend test of the welded joint could reach 180°.The tensile strength of the welded joint was 201 MPa which was 77.31%that of the base metal.The fracture was located in the HAZ.
6005 aluminum alloy;plasma-MIG;microstructure;mechanical properties
TG457.14
A
1001-2303(2016)08-0092-04
10.7512/j.issn.1001-2303.2016.08.22
2015-12-04;
2016-02-03
江蘇科技大學生先進焊接技術省級重點實驗室開放研究基金資助項目(JSAWT-11-02)
劉正(1990—),男,四川內江人,在讀碩士,主要從事輕金屬焊接工藝的研究。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
