母材及焊絲對轉向架用耐候鋼焊接接頭性能的影響
2016-12-06 08:28:44董洪達楚永萍倪寶成何亞玲
電焊機 2016年8期
董洪達,楚永萍,倪寶成,喬 燕,胡 潔,何亞玲
(1.中車南京浦鎮車輛有限公司,江蘇南京210000;2.西南交通大學,四川成都610031)
母材及焊絲對轉向架用耐候鋼焊接接頭性能的影響
董洪達1,楚永萍1,倪寶成1,喬 燕1,胡 潔2,何亞玲2
(1.中車南京浦鎮車輛有限公司,江蘇南京210000;2.西南交通大學,四川成都610031)
以高速列車轉向架用耐候鋼S355J2W與SMA490BW為母材,匹配G424M21Z焊絲與CHW-55CNH焊絲得到三種焊接接頭。觀察三種接頭的顯微組織,并比較三種接頭的力學性能和腐蝕性能。結果顯示,三種接頭的焊縫區顯微組織均由先共析鐵素體、針狀鐵素體、粒狀貝氏體以及珠光體組成,過熱區組織粗大出現魏氏組織,正火區組織細小均勻。S355J2W母材匹配兩種焊絲所得接頭的拉伸斷裂強度接近,且斷裂位置均位于母材,而SMA490BW母材匹配CHW-55CNH焊絲所得接頭拉伸斷裂位置位于焊縫,且其拉伸強度明顯高于另外兩種接頭。SMA490BW母材的腐蝕速率低于S355J2W母材。以S355J2W為母材匹配兩種焊絲所得的兩種接頭腐蝕速率接近。以CHW-55CNH為焊絲匹配SMA490BW母材的接頭低于匹配S355J2W母材所得接頭。母材是影響接頭耐蝕性的主要因素,而焊絲對接頭的耐蝕性的影響小于母材。
SMA490BW耐候鋼;S355J2W耐候鋼;焊接接頭;顯微組織;耐蝕性
0 前言
現代鐵路運輸正向高速、重載、大運量方向發展[1],它具有高速化、輕量化、載重大、抗疲勞性能和耐腐蝕性能優良等特點[2]。轉向架是車輛的重要構件,由于轉向架是復雜動負荷的主要承載構件,該動負荷又隨車輛速度的提高而增大,因此,對轉向架焊接構件的性能提出了更高的要求。目前應用于車輛轉向架的主要是S355J2W和SMA490BW兩種耐候鋼,分別按照歐洲標準和日本標準生產。焊接接頭是焊接構件中最薄弱之處,其性能優劣直接影響焊接構件乃至車輛運行的安全性,因此焊接接頭的性能一直備受關注。材料與焊接材料的匹配是決定焊接接頭性能的重要因素之一,在此選擇S355J2W和SMA490BW兩種耐候鋼材料,與G424M21Z和CHW-55CNH兩種焊接材料進行匹配,考察焊接接頭的力學性能和耐腐蝕性能,為轉向架用耐候鋼焊接材料的選擇提供依據。
1 試驗材料和方法
1.1 試驗材料
試驗材料選用板厚為12 mm的S355J2W和SMA490BW耐候鋼鋼板,試驗焊接材料選擇直徑1.2 mm的符合GB/T8810-1995標準要求的CHW-55CNH焊絲以及符合標準ISO14341A的G424M21Z焊絲。母材及焊絲主要化學成分如表1所示,母材及熔敷金屬的力學性能如表2所示。母材及焊絲組合得到三種接頭,如表3所示。

表1 S355J2W耐候鋼和SMA490BW耐候鋼以及焊絲主要化學成分%

表2 S355J2W耐候鋼和SMA490BW耐候鋼與焊絲熔敷金屬力學性能

表3 母材及焊絲組合方式及接頭編號
試驗采用CO2混合氣體保護焊,保護氣體為φ(Ar)80%+φ(CO2)20%富氬混合保護氣體。采用V型坡口的對接接頭形式,對所有的試驗焊接接頭進行去應力退火處理。
1.2 試驗方法
焊后經X射線探傷后,選用無缺陷焊板制備試驗所需試樣。試樣在型號為ProgRes C5的金相顯微鏡下觀察接頭的微觀組織形貌。依據標準GB/T 2651-2008進行拉伸試驗,焊縫位于試樣中間,每組材料取三個平行樣,試驗在DNS電子萬能試驗機上進行,試驗加載速率為5 mm/min。
腐蝕試驗試驗依據標準TB/T 2375-93《鐵路用耐候鋼周期浸潤腐蝕試驗》進行,試樣尺寸為60 mm× 40 mm×12 mm,腐蝕液溶液選用濃度為1.0×10-2mol/L的NaHSO3溶液。試驗周期為在空氣中暴露50 min,在鹽水中浸漬10 min,60 min為一個周期,往復循環。分別在腐蝕50 h、75 h和100 h后,將試樣取出,采用加熱的檸檬酸銨溶液對試樣表面的腐蝕產物進行清洗,稱重并計算腐蝕速率。
2 試驗結果和分析
2.1 三種接頭的微觀組織
圖1為S355J2W和SMA490BW兩種的微觀組織。兩種母材組織為大量均勻的小塊狀鐵素體和少量的珠光體。基體晶粒較均勻細小,組織處于平衡狀態。兩種母材均表現出明顯的軋制鋼特征,枝晶偏析和雜質在加工的過程中被拉長,呈現出黑色的軋制帶狀組織的特點。帶狀組織屬于鋼材內部缺陷之一,它的存在使鋼的組織不均勻,并影響鋼材性能,形成各向異性。由圖1可知,SMA490BW的
帶狀組織沒有S355J2W明顯且數量較少。

圖1 兩種耐候鋼母材微觀組織形貌
三種接頭的微觀組織形貌圖2所示。圖2中a1、b1、c1分別為1#、2#和3#接頭的焊縫區,焊縫區組織粗大,主要由沿奧氏體晶粒分布的白色粗大的塊狀先共析鐵素體和少量珠光體組成;板條狀先共析鐵素體沿一定位向從奧氏體晶內析出,少量粒狀無碳貝氏體分布在晶內,可以看出,3#接頭的焊縫區組織最為均勻,1#焊縫區先共析鐵素體組織最粗大。圖2中a2、b2、c2分別為1#、2#和3#接頭的熔合區,熔合區晶粒大小不均勻,熔合線靠近焊縫一側的晶粒明顯小于靠近過熱區一側的晶粒。此區域溫度處于液相線與固相線之間,極易造成晶粒粗大、化學成分和組織極不均勻,是易于造成脆性破壞的發源地[3]。比較可知,2#接頭的熔合區晶粒最細小,3#熔合區組織最不均勻。圖2中a3、b3、c3分別為1#、2#和3#接頭的過熱區,此區域奧氏體晶粒粗大,組織為由晶界向晶內生長的魏氏組織,晶內存在大量細小的粒狀貝氏體。此區域處于局部融化狀態,晶粒粗大且粗細不均,化學成分極不均勻,組織和成分都處于極不平衡狀態,是易產生失效的最薄弱環節[4]。圖2中a4、b4、c4分別為1#、2#和3#接頭的正火區,此區域由細小均勻的鐵素體和珠光體組成,其中2#組織最為細小。

圖2 三種接頭顯微組織形貌
2.2 三種接頭的力學性能比較
三種接頭的拉伸性能比較如圖3所示。三種接頭的抗拉強度平均值分別為505 MPa、505 MPa和545 MPa,其中1#和2#接頭的抗拉強度和延伸率均非常接近。3#接頭的抗拉強度明顯高于1#和2#接頭,而延伸率則小于1#和2#接頭。三種接頭拉伸試驗后的試樣宏觀形貌如圖3所示,由圖3可知,1#和2#接頭的斷裂位置均在母材,而3#接頭的斷裂
位置則在焊縫。這表明1#和2#接頭最薄弱的部位在母材,而3#接頭最薄弱的部位在焊縫。

圖3 三種接頭的拉伸性能比較及拉伸斷裂后形貌
1#接頭應用的是S355J2W母材配G424M21Z焊絲,2#接頭應用的是S355J2W母材配CHW-55CNH焊絲,兩者所應用母材相同,拉伸斷裂位置也均在母材,這表明無論采用G424M21Z焊絲還是CHW-55CNH焊絲,相對于S355J2W母材,均為高配焊絲,即焊絲熔化凝固后形成焊縫的強度大于母材的強度,因而拉伸斷裂在母材處。兩種接頭的抗拉強度505 MPa略高于試驗所用母材的抗拉強度498 MPa,接頭延伸率(1#為30.1%,2#為30.3%)略低于母材延伸率(34.5%)。由于在拉伸變形過程中,接頭中強度較高的焊縫區域對母材的拘束,使得接頭的抗拉強度略有升高而延伸率略有降低,同時由于接頭中母材面積大,變形受拘束程度較小,因而強度和延伸率相對于母材變化也小。3#接頭應用的是SMA490BW母材配CHW-55CNH焊絲,拉伸斷裂位置在焊縫,這表明CHW-55CNH焊絲相對于SMA490BW母材為低配焊絲,即焊絲熔化凝固后所形成焊縫的強度小于母材的強度。接頭抗拉強度(545 MPa)明顯高于所用母材的抗拉強度(526 MPa),而接頭延伸率(21.3%)則明顯低于母材延伸率(33.5%)。在拉伸變形過程中,由于焊縫強度低于母材,因而變形首先在焊縫區域發生,而焊縫區域面積小,變形過程中受到母材的拘束程度大,位錯滑移受阻較大,導致變形較難,與母材相比,接頭延伸率明顯降低而強度升高。
2.3 兩種母材及三種接頭的腐蝕性能比較
2.3 .1兩種母材的腐蝕性能比較
腐蝕100 h后,兩種母材的表面均形成了一層黑褐色的腐蝕產物。耐候鋼表面的銹層分為內外兩層,外銹層比較疏松,表面有明顯的裂紋和孔洞,內銹層致密,孔洞和微裂紋較少,對基體可起保護作用,從而增強了其耐腐蝕性能。耐候鋼具有比普碳鋼更好的耐腐蝕性能就是由于在其表面銹層與母材基體之間所形成的致密、連續的內銹層[5]。圖4為兩種母材浸潤腐蝕100 h后的表面形貌。表面有大小不一的點蝕坑,在坑底可見裸露的基體金屬,腐蝕裂紋沿晶擴展,還可見部分覆蓋的腐蝕產物。對于整個基體來說,由于晶界存在著大量雜質的偏析,通常晶界的活性比晶粒本身更高,晶界更易腐蝕[6]。從兩種母材的SEM腐蝕形貌可以看出,S355J2W的點蝕坑面積大,相互連接,而SMA490BW的點蝕坑較小,尚未相互連接。
由圖5可知,兩種母材的失重速率均隨著時間的延長而減小,且S355J2W的失重速率始終高于SMA490BW。由于在腐蝕過程中,表面逐漸形成氧化物銹層,且隨著時間的延長,銹層越來越致密,阻礙了外界腐蝕介質的侵入,從而減緩了腐蝕速率,這也是耐候鋼具有良好耐腐蝕性能的主要原因所在[7]。對比兩種母材的合金元素含量(見表1),兩者的Cu元素含量基本相同,而S355J2W的Cr和Mn元素含量均低于SMA490BW。有研究表明,Cr元素主要作用于耐候鋼腐蝕前期,可明顯降低初期腐蝕速率[8-9]。由于SMA490BW的Cr元素含量高于S355J2W,因而在腐蝕前期其腐蝕速率明顯低于S355J2W。隨著腐蝕時間的延長,S355J2W的腐蝕速率逐漸降低,至100 h已接近SMA490BW,這主要是其中的Cu、Mn元素的作用。耐候鋼中Cu和Cr元素的聯合添加可提高其耐腐蝕性能[10-11],SMA490BW由于Cr含量較高,因而更快地形成了較致密的銹層,表現為初期腐蝕速率較低。而后在Cu和Mn的共同作用
下,S355J2W和SMA490BW的銹層逐漸變得致密,因而腐蝕速率逐漸降低,并逐漸接近。

圖4 兩種母材腐蝕100 h后表面SEM形貌

圖5 兩種母材的腐蝕速率
2.3 .2三種接頭的腐蝕性能比較
經周浸腐蝕100 h后,三種對接接頭表現出了相同的腐蝕形貌:焊縫表面有點蝕坑;沿熔合線的點蝕坑深度較大,還可見到有銹層龜裂的形貌;熱影響區的點蝕坑面積大且相互連接,在接頭的不同微區中,熱影響區均表現出比焊縫更為明顯的腐蝕現象。比較焊絲與母材的成分發現,焊絲中Ni元素含量明顯高于母材,有研究表明,Ni元素是可提高耐候鋼耐腐蝕性能的有益元素[8,11],Ni含量的提高,有助于γ-FeOOH轉化為非晶態的[FeOx(OH)3-2x],最終形成α-FeOOH,由于γ-FeOOH是疏松的纖鐵礦物相,而α-FeOOH是致密的針鐵礦物相,因而Ni元素含量的提高有助于基體表面加速形成穩定化銹層,縮短了穩定化銹層的形成時間。焊縫或熱影響區的蝕坑放大后,均可見到沿晶界向基體內部擴展的腐蝕裂紋,以及部分被腐蝕產物覆蓋。焊縫或熱影響區蝕坑內的微觀形貌與母材相似,也是晶界優先被腐蝕所致。
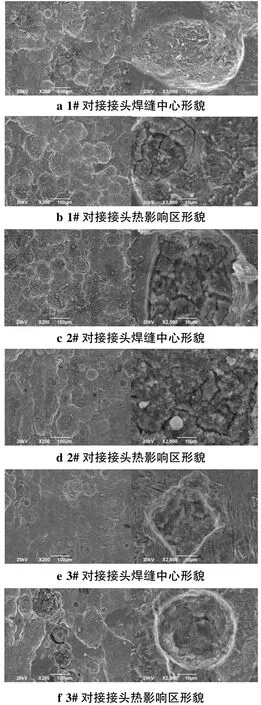
圖6 兩種母材及三種接頭腐蝕100 h后表面SEM形貌
三種接頭的腐蝕速率變化曲線如圖7所示,三種接頭的失重速率均隨著時間的延長而減小。比較三種接頭的腐蝕速率,在腐蝕初期,1#接頭腐蝕速率最大,其次是2#和3#接頭;在腐蝕后期,3#接頭
腐蝕后期的腐蝕速率仍較小,而1#和2#接頭在腐蝕后期速率接近。這表明S355J2W母材配G424M21Z焊絲所得接頭在初期腐蝕速率大于S355J2W母材配CHW-55CNH焊絲或SMA490BW母材配CHW-55CNH焊絲,在腐蝕后期,三者之間的腐蝕速率差別減小。對1#和2#接頭母材均為S355J2W母材,但所配焊絲不同,對兩者進行比較,如圖8a所示。在腐蝕50 h后,1#和2#接頭的腐蝕速率均小于母材,這主要是由于焊絲中Ni元素含量較母材高,促進了致密銹層的形成,減緩了腐蝕速率。腐蝕75h后,兩種接頭腐蝕速率之間差異不大。在腐蝕75~100 h后,S355J2W母材與1#接頭、2#接頭的腐蝕速率基本相同。即同是S355J2W母材,無論配G424M21Z焊絲還是CHW-55CNH焊絲對腐蝕速率影響不大。為比較相同焊絲不同母材的接頭腐蝕速率,對2#和3#接頭進行比較,如圖8b所示。在整個腐蝕過程中,2#接頭的腐蝕速率基本比3#大,除了75 h時兩者基本相當。即SMA490BW母材匹配CHW-55CNH焊絲的3#接頭腐蝕速率比S355J2W母材匹配CHW-55CNH焊絲的2#接頭腐蝕速率小。

圖7 三種接頭腐蝕速率曲線
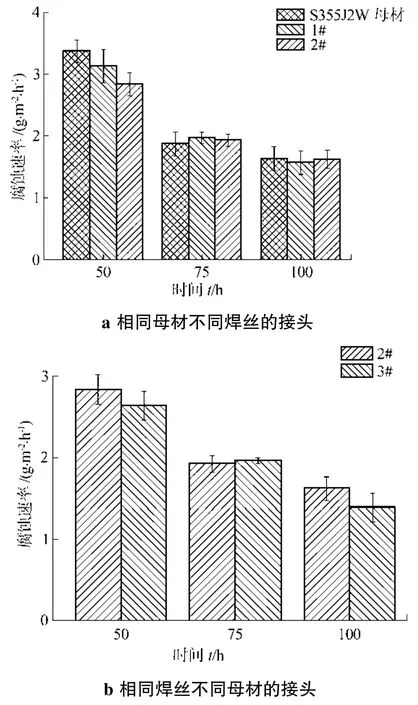
圖8 三種接頭腐蝕速率比較
以上對比結果表明,以S355J2W為母材匹配兩種焊絲所得的兩種接頭腐蝕速率接近。以CHW-55CNH為焊絲匹配SMA490BW母材的接頭低于匹配S355J2W母材所得接頭。這表明,對于耐候鋼焊接接頭來說,母材是影響接頭耐蝕性的主要因素,而焊絲對接頭耐蝕性的影響作用小于母材。
3 結論
(1)以S355J2W和SMA490BW為母材,與G424M 21Z和CHW-55CNH焊絲匹配得到三種接頭,三種接頭的焊縫區顯微組織均由先共析鐵素體、針狀鐵素體、粒狀貝氏體以及珠光體組成,過熱區組織粗大出現魏氏組織,正火區組織細小均勻。
(2)S355J2W母材匹配兩種焊絲所得接頭的拉伸斷裂強度接近,且斷裂位置均位于母材,而SMA490BW母材匹配CHW-55CNH焊絲所得接頭拉伸斷裂位置位于焊縫,且其拉伸強度明顯高于另外兩種接頭。
(3)SMA490BW母材的腐蝕速率低于S355J2W母材。以S355J2W為母材匹配兩種焊絲所得的兩種接頭腐蝕速率接近。以CHW-55CNH為焊絲匹配SMA490BW母材的接頭低于匹配S355J2W母材所得接頭。
[1]李曉非,金紀勇,李文權.Si-Cr-Nb高強鋼軌鋼的研制[J].鋼鐵,2001(12):46-49.
[2]劉博維.S355J2W耐候鋼焊接接頭組織及性能研究[D].北京:北京交通大學,2012.
[3]張勵忠,劉博維,張淘,等.S355J2W耐
Page 47
Influence of base metal and welding wire on the performance of weather-resistance steel welded joint for bogie
DONG Hongda1,CHU Yongping1,NI Baocheng1,QIAO Yan1,HU Jie2,HE Yaling2
(1.CRRCNanjing Puzhen Co.,Ltd.,Nanjing 210000,China;2.Southwest Jiaotong University,Chengdu 610031,China)
Three kinds of welding joints were obtained in which S355J2W and SMA490BW weather-resistance steel were selected as base metal,and G424M21Z,CHW-55CNH were selected as welding wire.The microstructure of the joints were observed,and the mechanical property and corrosive property of the joints were tested and compared.The results showed that the microstructure of the three joints were pre eutectoid ferrite,acicular ferrite,granular bainite and pearlite,the microstructure of overheating zone was gross widmanstatten structure while the normalized zone was fine and uniform.The two joints with the same S355J2W base metal and different welding wire both fractured at base metal,and the joint with SMA490BW base metal and CHW-55CNH welding wire fractured at welding seam and its tensile strength was higher than the other two joints.The corrosive rate of SMA490BW was lower than that of S355J2W.The corrosive rate of SMA490BW base metal was lower than that of S355J2W base metal.The corrosive rate of two joints with the same base metal S355J2W was closed,and the corrosive rate of joint with SMA490BW base metal was lower than that of the joint with S355J2W base metal,and the two joints had the same CHW-55CNH welding wire.The key factor that influenced the corrosive resistance of joint was base metal.
SMA490BW weather-resistance steel;S355J2W weather-resistance steel;welding joints;microstructure;the corrosive resistance
TG407
A
1001-2303(2016)08-0037-07
10.7512/j.issn.1001-2303.2016.08.09
2016-04-22;
2016-05-10
董洪達(1982—),男,內蒙赤峰人,高級工程師,學士,主要從事轉向架焊接工藝方面的研究與制定工作。
猜你喜歡
裝備制造技術(2021年2期)2021-07-21 05:38:24
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2019年12期)2020-01-06 03:17:46
制造技術與機床(2018年12期)2018-12-23 02:40:58
西南交通大學學報(2018年5期)2018-11-08 10:58:26
制造業自動化(2017年2期)2017-03-20 14:26:13
現代工業經濟和信息化(2016年1期)2016-05-17 05:33:38
