焊接裂紋磁光成像紋理特征提取
2016-12-06 03:41:30謝溢龍高向東蕭振林陳曉輝李秀忠
電焊機 2016年4期
謝溢龍,高向東,蕭振林,陳曉輝,李秀忠
(1.廣東工業大學機電工程學院,廣東廣州510006;2.廣州番禺高勛染整設備制造有限公司,廣東廣州511400;3.佛山職業技術學院,廣東佛山528137)
焊接裂紋磁光成像紋理特征提取
謝溢龍1,高向東1,蕭振林2,陳曉輝2,李秀忠3
(1.廣東工業大學機電工程學院,廣東廣州510006;2.廣州番禺高勛染整設備制造有限公司,廣東廣州511400;3.佛山職業技術學院,廣東佛山528137)
以高強鋼焊接裂紋為檢測對象,研究磁光成像識別方法,論述采用磁光成像技術檢測微小焊接裂紋的基本原理。基于模糊集合論原理,采用改進的連續模糊增強算法提高區分度,解決高強鋼表面裂紋磁光成像不均、裂紋和熔融區區分度低的不足。利用自適應快速邊緣檢測算法提取焊接裂紋圖像的紋理特征。試驗結果表明該方法可有效提取裂紋磁光圖像邊緣特征,提高焊接裂紋檢測跟蹤過程的準確性。
磁光成像;檢測;焊接缺陷;圖像增強
0 前言
在焊接過程中,受焊接現場各種干擾因素的影響,如激光功率、焊接速度、離焦量、氬氣流量以及工件表面狀況等,焊接過程會出現不穩定狀態,進而產生焊接缺陷,直接影響焊接質量,其中裂紋是主要缺陷之一。為了保證連接材料的安全,需對焊接材料的狀態進行實時監測,及時檢測裂紋,杜絕潛在的危害。高強鋼HT780具有強度高及低溫耐沖擊性強等特點,但在焊接高溫下容易產生縱裂紋。在此以高強鋼HT780為試驗對象,研究其縱向裂紋的識別方法。
檢測裂紋是焊接材料檢測中的重要一環。隨著科學技術的不斷進步,開始采用超聲、射線、磁粉、滲透、渦流感應等無損檢測技術結合機器視覺對焊接缺陷進行檢測。但這些技術往往存在一定局限,如超聲檢測易產生雜亂反射波且對操作人員的要求較高;射線檢測對人體有危害且設備成本較高[1];磁粉檢測和滲透檢測對被檢測件的表面光滑度要求高且檢測范圍小;渦流檢測只能檢測近表面缺陷且干擾因素較多需特殊信號處理技術[2]。
結合磁光原理,本研究應用磁光檢測微小焊接缺陷,探索一種新興的有效無損檢測方法。通過磁化焊件,利用法拉第磁致旋光效應,識別和檢測焊接缺陷成像,操作簡單且對人體無害。但缺陷磁光原始圖像由于噪聲干擾,會出現清晰度不高和對比度低等問題,因此需要針對磁光成像質量進行恢復處理分析,提高檢測精度[3-4]。
試驗以高強鋼微小焊接裂紋的磁光成像為對象,探索焊接裂紋磁光圖像恢復處理方法。研究以圖像增強和自動分割為核心的缺陷檢測模型,利用改進的模糊增強和模糊邊緣檢測算法,提取缺陷圖像的紋理特征,從而提高焊接裂紋檢測的準確性。
1 試驗裝置
如圖1所示,試驗采用IPG YLR-16000大功率盤型激光焊接器、二維伺服工作臺和磁光傳感器等設備,激光功率10 kW。焊件為HT780,厚8 mm,采用平板對接焊,焊速1.5 m/min。對焊后的焊件采用勵磁線圈方式磁化,磁光傳感器置于上方,攝取焊縫磁光圖像的速率25 f/s,焊速4 mm/s。
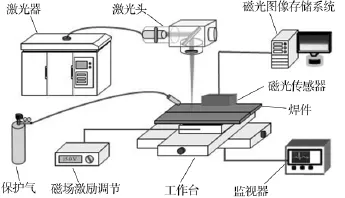
圖1 焊接缺陷檢測試驗裝置Fig.1Experimental device for detecting weld defects
2 磁光圖像恢復
為進一步研究磁光圖像的特征,選取高強鋼焊件裂紋磁光圖像為例,分析磁光圖像灰度三維分布。如圖2所示,磁光圖像的灰度變化由于成像機制引入的干擾噪聲模糊了相鄰區域的對比度,使得邊緣處出現一個平緩的過渡帶,而且區域灰度均值越大,躍變的幅度越大,這是造成經典邊緣檢測方法不適用于焊接裂紋磁光圖像的主要原因。
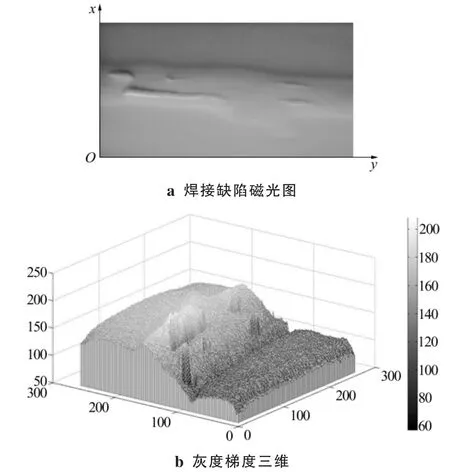
圖2 缺陷磁光圖像和灰度梯度三維圖Fig.2Weld defect magneto-optical image and 3D distribution image of gray gradient
基于上述特點提取裂紋區域,采用連續分段模糊增強算法增強圖像邊緣,使低灰度區域像素灰度值更低,高灰度區域像素灰度值更高。提高檢測效果,降低后續處理難度。
首先,用模糊算法進行磁光圖像模糊增強,利用模糊集理論將圖像從空間域映射到模糊特征域。根據模糊集合理論原理,設圖像長度和寬度上的像素個數分別是M和N,一個M×N的磁光灰度圖像f(m,n)可以表示為M×N的模糊矩陣Z,而模糊矩陣Z可用隸屬度函數表征,即

式中lmn為像素(m,n)的灰度級;μmn為像素(m,n)相對于灰度級的隸屬度,由隸屬度函數μ表示。
采用不同的隸屬函數會對圖像檢測效果產生不同的影響。Pal算法定義的隸屬函數為

式中Fe為指數模糊因子,取Fe=1;Fd稱為倒數模糊因子,取Fd=128;L為0~255灰度等級。
由于Pal算法的隸屬函數與閾值有關,針對磁光圖像邊緣處出現一個平緩的過渡帶的特點,采用更適合于磁光圖像邊緣特點的分段連續隸屬函數,利用Ostu最大類間方差法原理,計算磁光圖像邊緣分割閾值,設為lt,如式(3)所示[5]
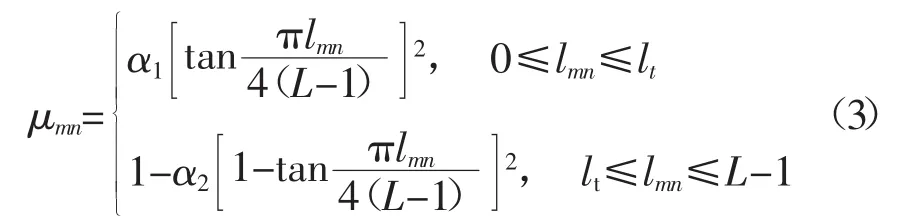
該隸屬函數可以防止隸屬度μmn出現階躍變化形成偽邊緣造成過度增強,具有分段連續性,其中

第二步,設磁光分割閾值lt所對應的隸屬度值為μt,對圖像進行模糊增強,將模糊隸屬度μmn進行非線性變換,如式(4)所示

第三步,將已增強的模糊特征進行逆變換,得到增強后的圖像,如式(5)所示
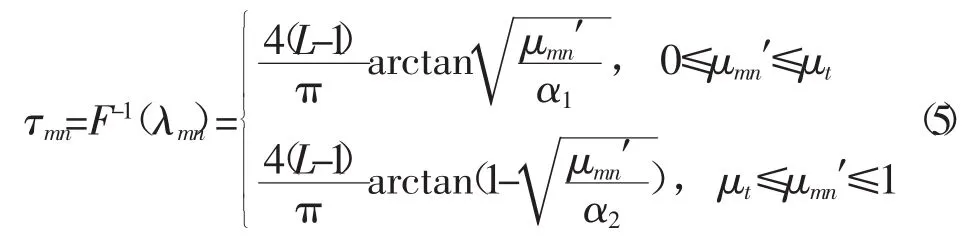
式(5)變換后,λmn∈[0,1],τmn∈[0,255],具有分段連續,故改進后的算法不會像Pal算法那樣出現低灰度信息丟失。如圖2所示,將磁光圖像轉化為灰度圖像,添加均值為零、標準差為0.002的高斯噪聲得到模糊待恢復圖像,如圖3a所示,圖3b為焊接缺陷邊緣過渡帶局部放大圖。
應用改進的模糊增強算法恢復焊件磁光圖,采用不同的指數模糊因子Fe和倒數模糊因子Fd,對焊件磁光圖像進行模糊增強恢復試驗。對模糊集合理論的焊接裂紋磁光圖像恢復結果,采用峰值信噪比測度(PSNR)進行評價,PSNR值越大,表示恢復后圖像與未受損圖像的差別越小,恢復效果越好,如式(6)所示
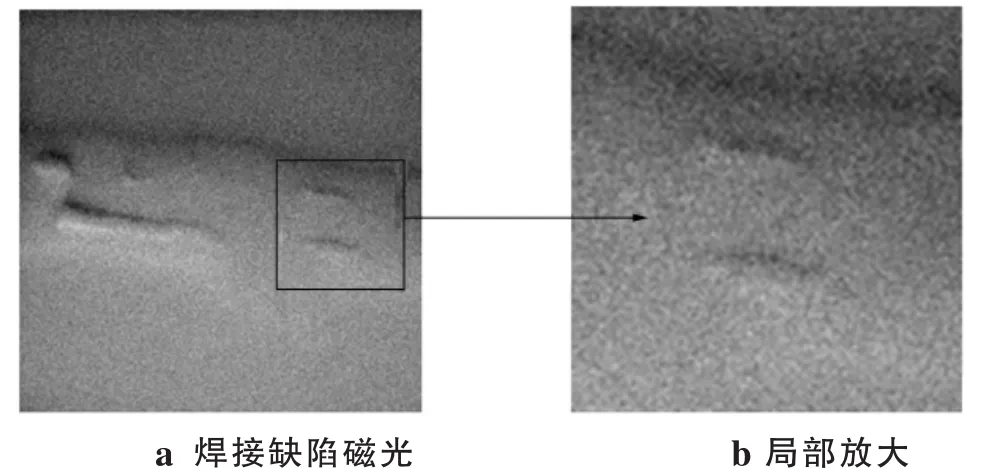
圖3 焊縫磁光退化圖像Fig.3Weld defect magneto-optical degraded image

式中M和N分別是圖像長度和寬度上的像素個數;f(i,j)和分別是原始圖像和恢復圖像在點(i,j)處的灰度值。
當Fd〉100時,PSNR值趨于峰值處穩定,且Fd為128時,此時能獲得較好的恢復效果。結果如圖4a所示,其焊縫邊緣過渡帶局部放大如圖4b所示。顯然,經過改進的模糊增強模型恢復后的焊件邊緣檢測效果得以提高。
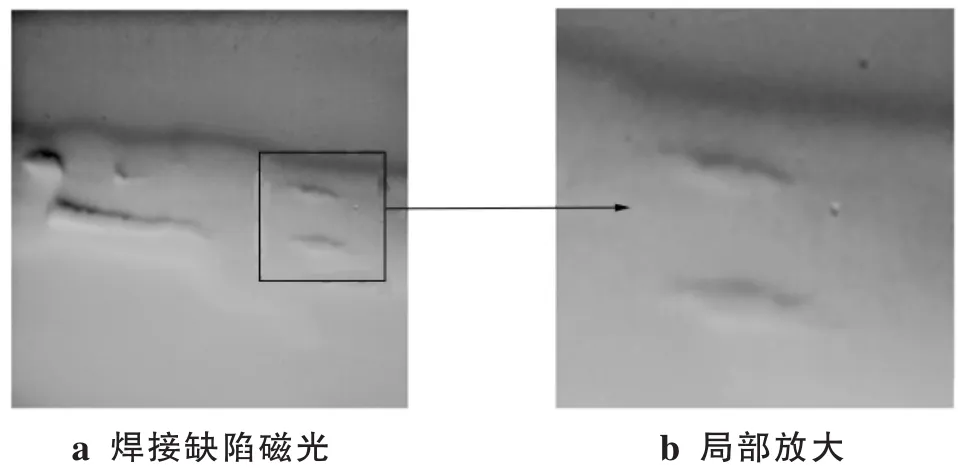
圖4 模糊增強恢復的焊接缺陷磁光圖像Fig.4Weld defect magnet-optical image after fuzzy enhancement restoration
采用模糊增強恢復方法對模糊焊縫磁光圖像(見圖3a)進行恢復,計算模糊圖像恢復前的PSNR值為46.7258,模糊增強恢復后PSNR值為49.5823,圖像的PSNR值至少提高2.0 dB。磁光圖像恢復后的峰值信噪比值有所提高,焊縫磁光圖像經過模糊模型恢復的效果較好。
3 缺陷邊緣跟蹤檢測及結果分析
對增強后的磁光圖像利用Ostu算法計算邊緣分割閾值lt,把L級灰度值分為兩部分,設小于lt的部分的平均灰度值為β1,大于lt的部分為β2,則[6]
式中qlmn為像素數lmn占總像素數的比率。

將式(9)得到的閾值進行二值化提取邊界圖像,取磁光圖像邊緣。用Sobel邊緣檢測算子和基于Ostu閾值分割的自適應算法進行裂紋識別的過程如圖5所示。

圖5 焊接缺陷邊緣檢測Fig.5Detection of weld defect edge
為了進一步驗證所提的方法,對多幅裂紋圖像序列進行識別檢測和誤差分析,誤差統計結果如表1所示。圖像采樣速度25幅/s,跟蹤速度4 mm/s,圖像標定為102pixel/mm。可以看出,基于改進的模糊算子及Ostu自適應算法恢復的裂紋灰度輪廓,識別檢測的準確性更好。

表1 缺陷圖像序列檢測誤差統計Tab.1Statistics of measured error of weld defect image sequence
4 結論
(1)針對模糊退化的焊縫磁光圖像,用分段連續模糊增強算法進行圖像恢復試驗,恢復后的磁光圖像的PSNR值較大,磁光圖像質量提高。
(2)針對磁光圖像成像特征,基于Ostu閾值分割自適應算法,實現磁光圖像自動邊緣檢測,保留了磁光圖像的細節特征,提高了焊接缺陷檢測的準確度。
[1]張世欣,鄧小軍,王明巖,等.B型地鐵構架焊接殘余應力X射線衍射法測量[J].電焊機,2014,44(12):252-255.
[2]鄒怡蓉,曾錦樂,都東.可視化焊接的發展[J].電焊機,2013,43(05):17-19.
[3]Gao Xiangdong,LiuYonghua,YouDeyong.Detectionofmicroweld joint by magneto-optical imaging[J].Optics&Laser Technology,2014(62):141-151.
[4]高向東,甄任賀.微間隙焊縫磁光成像檢測方法[J].焊接學報,2014,35(4):11-14.
[5]劉習文,薛家祥.紙幣接觸式傳感器圖像模糊增強與邊界檢測[J].科學技術與工程,2013,13(34):10381-10385.
[6]孫歡歡,程耀瑜,冀鈺.改進OTSU算法和邊緣檢測的圖像分割算法研究[J].山西電子技術,2014(2):82-84.
Texture feature extraction of weld cracks using magneto-optical imaging
XIE Yilong1,GAO Xiangdong1,XIAO Zhenlin2,CHEN Xiaohui2,LI Xiuzhong3
(1.School of Electro-mechanical Engineering,Guangdong University of Technology,Guangzhou 510006,China;2.Guangzhou Panyu Gofront Dyeing&Finishing Machinery Manufacturer Ltd.,Guangzhou 511400,China;3.Foshan Polytechnic,Foshan 528137,China)
Recognition of magneto-optical images is studied testing on the high strength steel welding cracks.The background and basic principle of micro welding cracks detection using magneto-optical images technology are discussed.Based on the principle of fuzzy set theory,continuous fuzzy enhancement algorithm is used to improve the differentiation degree and solve uneven of magnetooptic imaging on cracks from high strength steel surface,and increase the differentiation degree on cracks and melting zone.The adaptive rapid edge detection algorithm is applied to extract texture feature from cracks image.Experimental results show that the proposed method can effectively extract the crack edge character and improve the detection accuracy of welding cracks.
magneto-optical imaging;detection;weld defect;image enhancement
TG441.7
A
1001-2303(2016)04-0001-04
10.7512/j.issn.1001-2303.2016.04.01
2015-09-21;
2015-10-28
國家自然科學基金資助項目(51175095);廣東省重大科技專項(2014B090921008);廣州市科學研究專項(1563000554);佛山市科技創新專項資金項目(2014AG10015);廣東省協同創新與平臺環境建設專項(2015B090901013)
謝溢龍(1989—),男,在讀碩士,主要從事焊接自動化的研究。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24
