基于Simufact外拘束的Q345 鋼T形焊接仿真
2016-12-07 02:19:28龔明勝胡忠健
電焊機(jī) 2016年7期
黃 明,張 建,龔明勝,胡忠健
(畢節(jié)市工業(yè)學(xué)校,貴州畢節(jié)551700)
基于Simufact外拘束的Q345 鋼T形焊接仿真
黃 明,張 建,龔明勝,胡忠健
(畢節(jié)市工業(yè)學(xué)校,貴州畢節(jié)551700)
為了提高焊接質(zhì)量,簡(jiǎn)化焊條電弧焊焊接的實(shí)驗(yàn)過程,運(yùn)用Simufact-Welding軟件對(duì)Q345鋼進(jìn)行T形平焊仿真,對(duì)比分析采用不完全外拘束和完全外拘束兩種焊接方法時(shí)焊件在焊接過程中和焊后焊縫處的變形和應(yīng)力。結(jié)果表明,該仿真過程中,在其他參數(shù)不變的情況下,焊件不完全外拘束方法下焊縫處采樣點(diǎn)的變形是非瞬態(tài)的,完全外拘束方法下焊件焊縫處采樣點(diǎn)的變形是瞬態(tài)變形,完全外拘束方法下焊件焊縫處采樣點(diǎn)的平均主拉應(yīng)力和平均主壓應(yīng)力比不完全外拘束方法下進(jìn)行焊接時(shí)普遍要顯著。因此完全外拘束方法下焊件進(jìn)行焊接時(shí)應(yīng)采取合理的焊接方法,焊接時(shí)適當(dāng)降低焊件的剛度,先焊收縮量大的焊縫,同時(shí)在焊件的適當(dāng)部位進(jìn)行局部預(yù)熱。
Simufact;焊條電弧焊;T形平焊仿真;不完全外拘束;完全外拘束
0 前言
采用焊條電弧焊焊接時(shí)存在熱的傳遞,焊接部位要經(jīng)歷不均勻的加熱和冷卻歷程,導(dǎo)致焊接結(jié)構(gòu)產(chǎn)生變形和應(yīng)力,從而使后續(xù)加工與裝配比較困難,焊接應(yīng)力會(huì)導(dǎo)致焊接接頭產(chǎn)生冷、熱裂紋等缺陷,焊接結(jié)構(gòu)破壞事故大多是由焊接應(yīng)力和變形引起的[1-6]。因此,為了提高焊接結(jié)構(gòu)的安全性和可靠性,簡(jiǎn)化焊條電弧焊焊接的實(shí)驗(yàn)過程,采用Simufact-Welding軟件對(duì)Q345鋼的T形接頭進(jìn)行平焊仿真,對(duì)比分析采用不完全外拘束和完全外拘束兩種焊接方法下焊件在焊接過程中和焊后焊縫處的變形和應(yīng)力。
1 焊條電弧焊的焊接傳熱
1.1 傳導(dǎo)
焊條電弧焊熱傳導(dǎo)現(xiàn)象滿足傅里葉定律,其關(guān)系式為

式中λ為熱導(dǎo)率[單位:W/(m·K)];T為溫度(單位:K);為溫度梯度;qc為熱流密度(單位:W/m2)。
Q345鋼的導(dǎo)熱率如圖1所示。
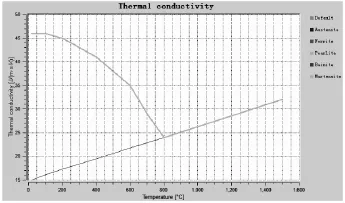
圖1 Q345的導(dǎo)熱率Fig.1Thermal conductivity of the Q345
1.2 對(duì)流
焊條電弧焊焊接時(shí),熱對(duì)流的熱量用牛頓冷卻方程來描述

式中qk為熱流密度(單位:W/m2);αk為表面?zhèn)鳠嵯禂?shù)[單位:W/(m2·K)],αk=10[5];ΔT為流體溫度與壁面溫度的差值(單位:K)。
1.3 熱輻射
焊條電弧焊焊接過程中的熱輻射是以電磁輻射的形式向外傳遞凈熱量,傳遞的凈熱量滿足Stefan-Boltzmann方程

式中qr為熱流率(單位:W);ε為物體的黑度系數(shù),其值為0~1,取0.6[6];c0為Stefan-Boltzmann常數(shù),約為5.67 W/(m2·K4);T1為焊件溫度(單位:K);T2為環(huán)境溫度(單位:K)。
2 焊接熱源
在焊條電弧焊焊接過程中,由于挺度和熔深小,且焊接熱源是移動(dòng)的加熱斑點(diǎn),因此,在加熱斑點(diǎn)上的熱流分布可近似地用高斯分布函數(shù)來表達(dá)[4-7]

式中q(r)為距離熱源中心r處的熱流密度[單位:J/(m2·s)];η為焊接熱效率,η=0.8;U為電弧電壓(單位:V);I為焊接電流(單位:A);rH為加熱斑點(diǎn)半徑(單位:m),rH=0.015 m。
3 焊接模型的建立
采用Solidworks軟件建立焊接模型,該模型由焊件(標(biāo)記為part)、固定裝置(標(biāo)記為fix)、夾緊裝置(標(biāo)記為clamp)和工作臺(tái)(標(biāo)記為low plate)等組成,焊件1和2的幾何尺寸分別為150 mm×80 mm× 5 mm和150 mm×60 mm×5 mm,將該模型導(dǎo)入Hypermesh進(jìn)行體網(wǎng)格劃分,然后將劃分好的網(wǎng)格模型導(dǎo)入Simufact Welding中進(jìn)行裝配并賦值,焊條直徑φ4.0 mm,電弧長(zhǎng)度2~4 mm,焊接電流170 A,焊接速度9 m/h,電弧電壓18 V,材料為Q345,環(huán)境溫度20℃,重力方向的矢量坐標(biāo)為x,y,z(0,0,-1)。焊接軌跡trajectory的設(shè)置:角焊縫的焊腳尺寸按JB/T10213-2000設(shè)置,焊接方向的矢量坐標(biāo)為x,y,z(-1,0,0),焊條與水平焊件夾角的矢量坐標(biāo)為x,y,z(0,1,1),焊條與焊接方向的矢量坐標(biāo)為x,y,z(-0.364,0,1)。求解器類型為Multifrontal Direc Sparse Solver,導(dǎo)入Simufact Welding中的模型如圖2(焊件不完全外拘束)、圖3(焊件完全外拘束)所示。為便于描述定義:焊接時(shí)焊件不完全外拘束為方法1,焊接時(shí)焊件完全外拘束為方法2。
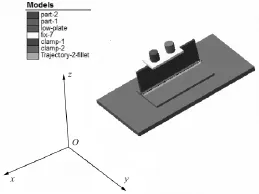
圖2 方法1的焊接模型Fig.2Welding model of method 1
4 結(jié)果與分析
4.1 焊接過程中的總變形和平均主應(yīng)力
由于焊件長(zhǎng)度為150 mm,焊接速度為9 m/h,焊接結(jié)束時(shí)(第60 s)方法1和方法2焊縫處采樣點(diǎn)的總變形曲線如圖4、圖5所示,由圖可知,方法1
中焊縫處未焊部位采樣點(diǎn)的變形較大并趨于逐漸增大趨勢(shì),未焊部位采樣點(diǎn)的變形是非瞬態(tài)的,這是由焊接熱傳遞熱量的累積引起的;方法2中焊縫處未焊部位采樣點(diǎn)的變形較小,只有在熱源到達(dá)時(shí)焊縫處采樣點(diǎn)會(huì)發(fā)生瞬態(tài)變形,方法2中前一半焊縫未焊部位采樣點(diǎn)的變形趨勢(shì)比方法1略小,但后一半焊縫未焊部位采樣點(diǎn)的變形比方法1略大,這是由于在兩種外拘束方法下進(jìn)行T形焊件平角焊焊接時(shí),引弧、運(yùn)條和收弧工況下焊件焊縫處采樣點(diǎn)的總變形也不一樣。
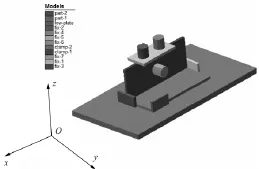
圖3 方法2的焊接模型Fig.3Welding model of method 2
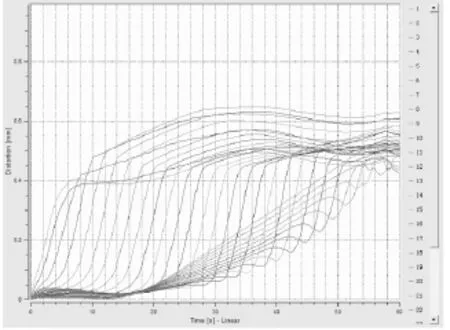
圖4 方法1的變形曲線(0~60 s)Fig.4Distortion curve of method 1 in 0~60 s
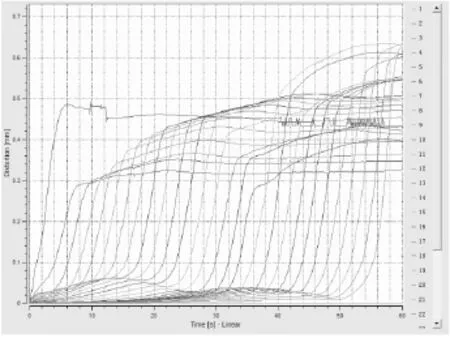
圖5 方法2的變形曲線(0~60 s)Fig.5Distortion curve of method 2 in 0~60 s
方法1和方法2焊縫處采樣點(diǎn)的平均主應(yīng)力曲線如圖6和圖7所示。在焊接過程中,采用方法2進(jìn)行焊接時(shí)焊縫處采樣點(diǎn)的平均主拉應(yīng)力和平均主壓應(yīng)力比采用方法1進(jìn)行焊接時(shí)普遍要顯著,因此采用方法2進(jìn)行焊接時(shí)應(yīng)采取合理的焊接方法,焊接時(shí)適當(dāng)降低焊件的剛度,先焊收縮量大的焊縫,同時(shí)在焊件的適當(dāng)部位進(jìn)行局部預(yù)熱。
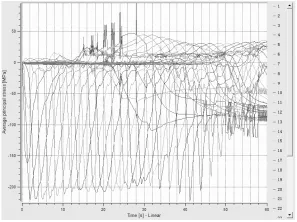
圖6 方法1的平均主應(yīng)力曲線(0~60 s)Fig.6Average principal stress curve of method 1 in 0~60 s
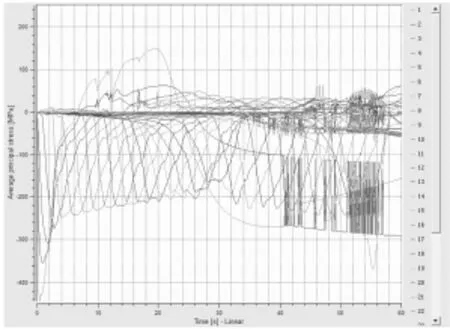
圖7 方法2的平均主應(yīng)力曲線(0~60 s)Fig.7 Average principal stress curve of method 2 in 0~60 s
4.2 焊接結(jié)束后的總變形和平均主應(yīng)力
焊接結(jié)束后(60~300 s)采用方法1和方法2進(jìn)行焊接時(shí),已焊焊縫處采樣點(diǎn)的總變形曲線如圖8、圖9所示。采用方法1進(jìn)行焊接時(shí)焊縫處已焊部位采樣點(diǎn)的變形比采用方法1進(jìn)行焊接時(shí)焊縫處已焊部位采樣點(diǎn)的變形略小,焊縫處先焊采樣點(diǎn)的變形有減小趨勢(shì),同時(shí)焊縫處后焊采樣點(diǎn)的變形有先變小后增大且增大趨勢(shì)比較顯著。采用方法2進(jìn)行
焊接時(shí),焊縫處已焊部位采樣點(diǎn)的變形較大,只有在熱源到達(dá)時(shí)焊縫處采樣點(diǎn)會(huì)發(fā)生瞬態(tài)變形。
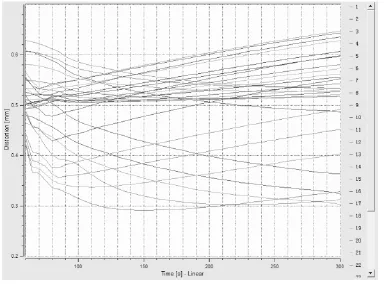
圖8 方法1的變形曲線(60~300 s)Fig.8Distortion curve of method 1 in 60~300 s
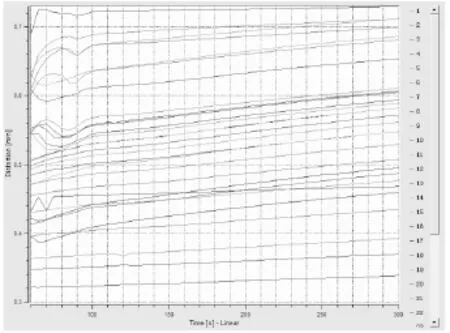
圖9 方法2的變形曲線(60~300 s)Fig.9Distortion curve of method 2 in 60~300 s
采用方法1和方法2進(jìn)行焊接時(shí)焊縫處的平均主應(yīng)力曲線如圖10和圖11所示,此結(jié)果類似于焊接過程中的平均主應(yīng)力。
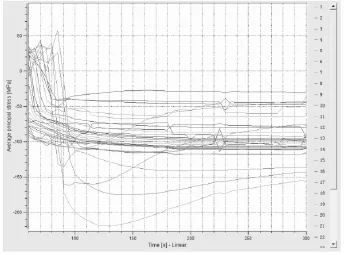
圖10 方法1的平均主應(yīng)力曲線(60~300 s)Fig.10Average principal stress curve of method 1 in 60~300 s
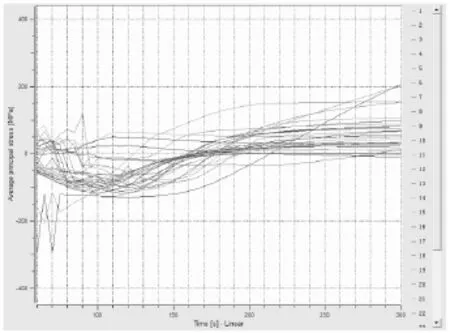
圖11 方法2的平均主應(yīng)力曲線(60~300 s)Fig.11Average principal stress curve of method 2 in 60~300 s
5 結(jié)論
本研究運(yùn)用Simufact-Welding軟件對(duì)焊件T形接頭平角焊接進(jìn)行仿真,對(duì)比分析焊件采用完全外拘束和不完全外拘束兩種方法下,在焊條電弧焊焊接過程中和焊接后焊縫處采樣點(diǎn)的變形和平均主應(yīng)力,得到以下結(jié)論:
(1)在其他參數(shù)不變的情況下,不同的焊件外拘束方法得到不同結(jié)果的變形和平均主應(yīng)力。
(2)不論在焊接過程中還是焊接結(jié)束后,焊件不完全外拘束方法下焊縫處采樣點(diǎn)的變形是非瞬態(tài)的,焊件完全外拘束方法下焊縫處采樣點(diǎn)的變形是瞬態(tài)變形。
(3)不論在焊接過程中還是焊接結(jié)束后,焊件完全外拘束方法下進(jìn)行焊接時(shí),焊縫處采樣點(diǎn)的平均主拉應(yīng)力和平均主壓應(yīng)力比焊件不完全外拘束方法下進(jìn)行焊接時(shí)普遍要顯著,因此焊件采用完全外拘束方法下進(jìn)行焊接時(shí)應(yīng)采取合理的焊接方法,焊接時(shí)適當(dāng)降低焊件的剛度,先焊收縮量大的焊縫,同時(shí)在焊件的適當(dāng)部位進(jìn)行局部預(yù)熱。
本仿真有助于深入了解焊件不同的外拘束方法對(duì)焊條電弧焊焊接變形和平均主應(yīng)力的影響,通過優(yōu)化焊接工藝,降低制造成本,有助于了解變形和平均主應(yīng)力產(chǎn)生和存在的規(guī)律,有利于提高焊件
的焊接質(zhì)量和使用性能,減少因焊接引起的破壞性事故;簡(jiǎn)化焊條電弧焊焊接的實(shí)驗(yàn)過程,為探索焊條電弧焊提供了一種新方法[8-11]。有必要進(jìn)行深入研究合理地選擇焊接方法、焊接材料和焊接順序等,本仿真還有待于進(jìn)一步的試驗(yàn)驗(yàn)證。
[1]張文鉞.焊接傳熱學(xué)[M].北京:機(jī)械工業(yè)出版社,1989.
[2]馮瑩瑩,駱宗安,張殿華,等.焊接熱循環(huán)過程的在線模擬與應(yīng)用[J].東北大學(xué)學(xué)報(bào)(自然科學(xué)版),2012,33(1):86-89.
[3]李靜,王華,曲圣昱,等.焊接熱循環(huán)參數(shù)對(duì)大線能量焊接用鋼EH40熱影響區(qū)組織和性能的影響[J].北京科技大學(xué)學(xué)報(bào),2012,34(7):788-795.
[4]中國機(jī)械工程學(xué)會(huì)焊接學(xué)會(huì).焊接手冊(cè)第2卷(3版)[M].北京:機(jī)械工業(yè)出版社,2007:6-33.
[5]高耀東,何建霞,喬云芳.焊接過程有限元分析[J].北京大學(xué)學(xué)報(bào)(自然科學(xué)版),2010,46(6):1107-1109.
[6]肖馮,米彩盈.T形接頭焊接熱源模型研究[J].電焊機(jī): 2010,40(6):41-45.
[7]雷卡林H H.焊接熱過程計(jì)算[M].徐碧宇譯.北京:中國工業(yè)出版社,1958:39-102.
[8]孫明慧,梁文武.Q450NQR1高強(qiáng)耐候鋼的焊接[J].熱加工工藝,2010,39(7):162-163.
[9]張建勛.金屬焊接性能的不均勻性及其尺度效應(yīng)研究[J].電焊機(jī),2009,39(1):24-29.
[10]史耀武.材料工程大典(22卷)[M].北京:化學(xué)工業(yè)出版社,2006.
[11]張建,周訓(xùn)謙.基于Simufact的Q345焊接熱循環(huán)主要參數(shù)研究[J].電焊機(jī),2015,45(9):41-45.
Page 27
(3)本熱源算法程序核心是采用了數(shù)組矢量操作,這種算法只需一重循環(huán)完成熱流值分布的計(jì)算和加載工作,此算法可以推廣到多絲焊接熱源計(jì)算。
參考文獻(xiàn):
[1]陳璟,黃承宗,朱健峰,等.汽車后橋懸架臂焊接溫度場(chǎng)及殘余應(yīng)力的預(yù)測(cè)[J].電焊機(jī),2013,43(11):153-157.
[2]雷玉成,朱彬,王健,等.鎢極氬弧焊溫度場(chǎng)三維動(dòng)態(tài)模擬及紅外測(cè)溫[J].江蘇大學(xué)學(xué)報(bào):自然科學(xué)版,2008,29(4):308-311.
[3]Zhao P C,Wu C S,Zhang Y M.Numerical simulation of dynamic characteristic of weld pool geometry with step changes of welding parameters[J].Modeling and Simulation in Materials Science and Engineering,2004,12(7):765-780.
[4]羅金華,王曉燕,胡倫驥.基于ANSYS的中厚板有限元三維數(shù)值模擬[J].華中科技大學(xué)學(xué)報(bào)(自然科學(xué)版),2002,30(11):83-86.
[5]莫春立,錢百年,國旭明,等.焊接熱源計(jì)算模式的研究進(jìn)展[J].焊接學(xué)報(bào),2001,6(3):93-96.
[6]T W EAGAR,N S TSAI.Temperature Fields Produced by Traveling Distributed Heat Sources[J].Welding Research Supplement,2012.
[7]莫春立,錢百年,國旭明,等.焊接熱源計(jì)算模式的研究進(jìn)展[J].焊接學(xué)報(bào),2001,6(3):93-96.
T-shaped flat fillet weld simulation of Q345 steel under outside constraint based on Simufact
HUANG Ming,ZHANG Jian,GONG Mingsheng,HU Zhongjian
(Bijie Polytechnic School,Bijie 551700,China)
In order to improve the manufacturing quality,simplify welding experiment process of the welding rod arc welding,the T-shaped flat fillet welding simulation of Q345 steel was constructed in this essay by using Simufact-Welding software,comparative analysis of the deformation and stress of the welding seam under nonholonomic constraint and holonomic constraint method,the simulation results showed that different constraint method of weldment had different deformation and stress parameters with the other parameters were same,the deformation of the welding seam was non-transient under weldment nonholonomic constraint method,on the contrary,the deformation of the welding seam was transient under weldment holonomic constraint method,the average principal tensile stress and average principal compressive stress under weldment holonomic constraint method were significant than the average principal tensile stress and average principal compressive stress under weldment nonholonomic constraint method.The reasonable welding method and the reducing the stiffness and the local preheating were taken under weldment holonomic constraint method.
simufact;arc welding;T-shaped flat fillet weld simulation;nonholonomic constraint;holonomic constraint
TG444+.1
A
1001-2303(2016)07-0028-05
10.7512/j.issn.1001-2303.2016.07.07
2015-10-23;
2016-03-20
畢節(jié)市科學(xué)技術(shù)資助項(xiàng)目(畢科合字[2013]03)
黃明(1962—),男,貴州納雍人,高級(jí)講師,學(xué)士,主要從事農(nóng)業(yè)機(jī)械化方面的研究工作。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長(zhǎng)指南(2015年4期)2015-05-19 14:47:56
