大熱輸入量對(duì)Cr-Mo-V鋼性能的影響
2016-12-07 02:19:30杜金濤潘秀娟
電焊機(jī) 2016年7期
杜金濤,潘秀娟
(蘭州蘭石重型裝備股份有限公司,甘肅蘭州730050)
大熱輸入量對(duì)Cr-Mo-V鋼性能的影響
杜金濤,潘秀娟
(蘭州蘭石重型裝備股份有限公司,甘肅蘭州730050)
Cr-Mo-V鋼具有較高的抗高溫蠕變性能和抗回火脆化能力,廣泛應(yīng)用于臨氫高壓設(shè)備中。該鋼種的焊接接頭要求很高,特別是低溫韌性。目前Cr-Mo-V鋼焊接更多采用小熱輸入量多層多道焊,但熔敷效率低且容易造成夾渣等焊接缺陷。對(duì)焊條電弧焊和埋弧焊采用大熱輸入量進(jìn)行試驗(yàn),分析大熱輸入量對(duì)Cr-Mo-V鋼焊縫性能的影響,探究大規(guī)范焊接的可行性,以便在實(shí)際生產(chǎn)中提高效率。
Cr-Mo-V鋼;熱輸入量;力學(xué)性能
0 前言
隨著加工原油日趨重質(zhì)或超重質(zhì)化,在生產(chǎn)工藝上出現(xiàn)了重質(zhì)油的裂化和煤液化等新工藝,常規(guī)Cr-Mo鋼在抗氫性能、抗蠕變性能和最高使用溫度限制方面已滿足不了某些場(chǎng)合的需求,特別是隨著加氫工藝技術(shù)的發(fā)展,加氫反應(yīng)器的尺寸越來(lái)越大,設(shè)計(jì)條件更加苛刻,高溫強(qiáng)度、抗氫侵蝕等能力不能滿足現(xiàn)代加氫技術(shù)的發(fā)展。
Cr-Mo-V鋼通過(guò)微合金化提高了鋼的淬透性和鋼的強(qiáng)度等級(jí),并具有較高的抗高溫蠕變性能和抗回火脆化能力,更好的抗氫侵蝕、氫脆和氫致裂紋的能力。設(shè)計(jì)條件一般要求對(duì)Cr-Mo-V進(jìn)行-30℃低溫沖擊,焊接工藝要求焊條電弧焊、埋弧焊均采用小電流,多層多道焊接,但在實(shí)際生產(chǎn)過(guò)程中為提高生產(chǎn)效率,通常采用較大的熱輸入量。在此探究大熱輸入量對(duì)Cr-Mo-V鋼性能的影響。
1 焊接工藝試驗(yàn)
試驗(yàn)制備埋弧焊及焊條電弧焊試板各一對(duì),試板規(guī)格均為300 mm×120 mm×62 mm,焊材選用低氫型日本神鋼進(jìn)口焊材,焊條CM-A106HD(φ5.0mm),埋弧焊焊材US-521H(φ4.0 mm)+PF-500,兩種焊接方法對(duì)應(yīng)的焊接坡口如圖1所示。對(duì)于焊條電弧焊試板,由于該鋼具有較大的淬硬性,所以第一層打底使用J507焊條,反面碳弧氣刨后將J507焊肉刨掉。
埋弧焊及焊條電弧焊的焊接工藝參數(shù)如表1所示,焊前預(yù)熱溫度大于等于180℃,層間溫度180℃~300℃,焊接完畢后對(duì)兩對(duì)試板分別進(jìn)行(300~350)℃×2 h后熱以及焊后進(jìn)行熱處理,裝爐溫度小于等于400℃,升溫速度小于等于60℃/h,降
溫速度小于等于70℃/h,爐冷至400℃出爐空冷。

圖1 焊接坡口
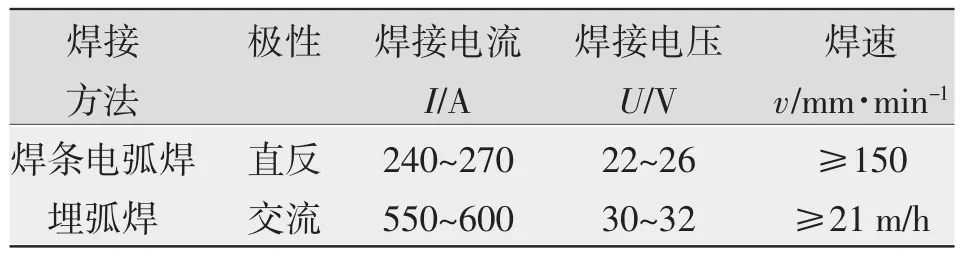
表1 焊接工藝參數(shù)
2 試驗(yàn)結(jié)果及分析
兩對(duì)試板熱處理后進(jìn)行無(wú)損檢測(cè),按JB/T4730.3-2005進(jìn)行100%UT檢測(cè),結(jié)果均為合格,然后分析各項(xiàng)性能。
2.1 試樣宏觀斷面
焊條電弧焊、埋弧焊采用大熱輸入量獲得的焊接接頭宏觀斷面如圖2、圖3所示。

圖2 SMAW宏觀斷面
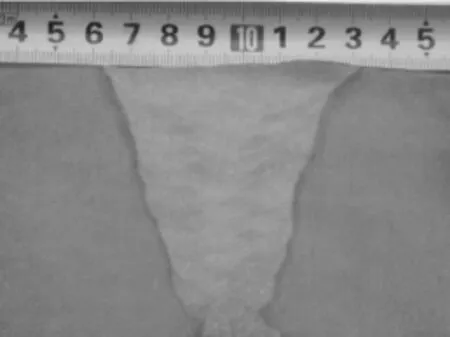
圖3 SAW宏觀斷面
由圖2和圖3可知,試樣厚度均為62 mm,焊條電弧焊焊道數(shù)多于埋弧焊,埋弧焊在超過(guò)T/3后每一層焊肉較厚,由于焊接過(guò)程中焊接電流大,熱影響區(qū)母材咬肉較嚴(yán)重。
2.2 常溫拉伸及低溫沖擊
拉伸試驗(yàn)中焊條電弧焊拉伸試樣斷于母材,埋弧焊試樣斷于焊縫,對(duì)應(yīng)的常溫拉伸強(qiáng)度及屈服強(qiáng)度見(jiàn)表2,-30℃低溫沖擊韌性見(jiàn)表3。

表2 常溫拉伸及屈服強(qiáng)度

表3 -30℃低溫沖擊韌性J
拉伸試驗(yàn)中,抗拉強(qiáng)度合格指標(biāo)為585~760 MPa,屈服強(qiáng)度的合格指標(biāo)為415~620 MPa。-30℃低溫沖擊試驗(yàn)中三個(gè)平均值大于等于54 J,允許單個(gè)值大于等于47 J。由表2和表3可知,埋弧焊采用大電流焊接,綜合力學(xué)性能較差,尤其是常溫屈服強(qiáng)度、T/4焊縫-30℃低溫沖擊韌性值均很低,須嚴(yán)格控制熱輸入量。分析沖擊值5.8 J的試樣可知,其斷口為脆性斷口,沖擊韌性值很低。而焊條電弧焊采用較高電流焊接,除T/2熱影響區(qū)有一個(gè)-30℃低溫沖擊韌性值低于47 J(允許單個(gè)值)外,其余值均大于100 J,綜合力學(xué)性能較好,故在實(shí)際焊接生產(chǎn)中焊接規(guī)范可適當(dāng)提高,但不能超過(guò)15%。焊接電流應(yīng)控制在250 A以內(nèi),最小焊接速度v≥
150 mm/min。
2.2 硬度及金相分析
不同焊接方法對(duì)應(yīng)焊縫及熱影響區(qū)的硬度如表4所示,焊條電弧焊和埋弧焊焊縫金相圖片如圖4所示。

表4 硬度HV10

圖4 焊縫金相圖片
由表4可知,兩種焊接方法得到的焊縫硬度值均在合格指標(biāo)范圍內(nèi),而埋弧焊采用大熱輸入量焊接時(shí),熱影響區(qū)硬度HV10均大于260(合格指標(biāo)HV10≤245),由此可見(jiàn)埋弧焊采用大熱輸入的綜合力學(xué)性能較差。
由圖4可知,Cr-Mo-V鋼經(jīng)705℃×8h熱處理后金相組織為貝氏體回火組織,通常焊縫金屬的韌性主要取決于焊縫金屬的化學(xué)成分及其組織,較大焊接熱輸入量條件下焊縫金屬化學(xué)成分沒(méi)有明顯的差異,影響焊縫金屬韌性的主要因素為焊縫金屬的組織。在較高的輸入熱情況下,可得貝氏體組織,如果熱輸入很大,甚至可得到粗大鐵素體+珠光體組織。當(dāng)焊接材料、熱處理溫度確定以后,焊接接頭的力學(xué)性能主要由焊接熱輸入決定,在較低熱輸入量焊接時(shí),熱影響區(qū)變窄,但是冷速太快容易得到馬氏體組織。若熱輸入量較大,如埋弧焊電流為580~600 A時(shí),可導(dǎo)致焊縫、熱影響區(qū)晶粒粗大,從而降低缺口沖擊韌性。
4 結(jié)論
Cr-Mo-V鋼焊接接頭力學(xué)性能除與焊接熱輸入相關(guān)外,還與熱處理規(guī)范、層間溫度有關(guān)。尤其是埋弧焊,當(dāng)焊接熱輸入、層間溫度過(guò)高時(shí)會(huì)導(dǎo)致低溫沖擊韌性急劇下降。針對(duì)Cr-Mo-V鋼的實(shí)際焊接生產(chǎn)提出以下建議:
(1)焊條電弧焊規(guī)范:CM-A106HD(φ5.0 mm)焊條,焊接工藝規(guī)定電流I=190~220 A,U=22~26 V,實(shí)際焊接規(guī)范不能超過(guò)焊接工藝的15%,最小焊接速度v≥150 mm/min。
(2)埋弧焊規(guī)范:US-521H(φ4.0 mm)+PF-500,焊接工藝規(guī)定電流I=480~550 A,采用較大的焊接規(guī)范會(huì)降低力學(xué)性能,尤其是沖擊韌性嚴(yán)重降低,焊接過(guò)程中應(yīng)嚴(yán)格執(zhí)行焊接工藝。
(3)Cr-Mo-V鋼淬硬傾向大,為防止冷裂紋,必須嚴(yán)格做好預(yù)熱和后熱措施,預(yù)熱溫度大于等于180℃,后熱(300~350)℃×2 h,在控制焊接規(guī)范的同時(shí)限制層間溫度,一般層間溫度不要超過(guò)預(yù)熱溫度的上限值。
[1]張建曉.電流種類對(duì)Cr-Mo-V鋼埋弧焊焊縫沖擊性能的影響[J].電焊機(jī),2012,42(8):53-56.
[2]中國(guó)機(jī)械工程學(xué)會(huì)焊接學(xué)會(huì).焊接手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2007.
[3]柳曾典.2.25Cr-1Mo-0.25V鋼加氫反應(yīng)器開(kāi)發(fā)與制造中的問(wèn)題[J].壓力容器,2011,28(5):33-41.
Effect of high heat input on the properties of Cr-Mo-V steel
DU Jintao,PAN Xiujuan
(LanzhouLSHeavyEquipmentCo.,Ltd.,Lanzhou730050,China)
Cr-Mo-V steel with high resistance to high temperature creep properties and temper resistance,has been widely used in hydrogen pressure equipment.The demands of the welding joint is very high,especially low temperature toughness.The welding for Cr-Mo-V steel often use small heat input and multiple pass method,in this case,the efficiency is low and easy to cause slag and other weldingdefects.In this paper,the test is conducted bythe high heat input on SMAWand SAW,analyze the effect ofhigh heat input on the welding properties of Cr-Mo-V steel,explore the feasibility of large welding specification parameters,in order to improve efficiency in the actual production,better guide the production workshop.
Cr-Mo-V steel;heat input;mechanical properties
TG457.11
A
1001-2303(2016)07-0047-03
10.7512/j.issn.1001-2303.2016.07.11
2015-08-12;
2016-04-15
杜金濤(1985—),男,在讀碩士,主要從事壓力容器制造、焊接工藝及焊接設(shè)備自動(dòng)化的研究工作。
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國(guó)塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
