核電用大鍛件浸水和噴水熱處理效果比較
2016-12-07 07:01:22周旭
大型鑄鍛件 2016年6期
周 旭
(國核工程有限公司,上海200233)
?
核電用大鍛件浸水和噴水熱處理效果比較
周 旭
(國核工程有限公司,上海200233)
通過對不同結構類型的核電用大鍛件采用噴水淬火工藝試驗,得出中心對稱結構的鍛件可采用噴水淬火工藝改善鍛件性能,而非中心對稱結構的鍛件則不宜采用噴水淬火,為該類型大鍛件的生產提供借鑒。
核電用大鍛件;噴水淬火
我國CAP1400示范電站項目的反應堆壓力容器和蒸汽發生器的部分鍛件淬火熱處理厚度已遠遠超過了材料標準的上限,導致傳統的浸水熱處理工藝達不到理想的效果,鍛件性能很難滿足要求。因此,借鑒發電機轉子等大型鍛件噴水冷卻的方法,對核電用主設備鍛件采用噴水淬火的工藝。本文對不同結構形式的核電主設備大鍛件采用噴水淬火工藝的效果進行比較和分析,進而判斷噴水淬火和浸水淬火工藝對不同形式鍛件的適用性,為核電用大鍛件生產提供借鑒。
1 大厚度鍛件的熱處理難題
根據ASME鍋爐和壓力容器規范第II卷SA508標準規定,筒體類鍛件的取樣要求是T×T/4原則,即試樣縱軸到最近的熱處理表面距離至少為T/4,試樣長度的中點到任何第二表面的距離至少為T,T是鍛件的最大熱處理厚度。該標準同時規定:在使用這個取樣方法時,對于AP1000壓力容器鍛件用鋼,ASME SA508 Grade 3 Class 1建議的最大熱處理厚度是205 mm;對于AP1000蒸汽發生器、穩壓器等鍛件用鋼,ASME SA508 Grade 3 Class 2建議的最大熱處理厚度是150 mm。實際上AP1000和CAP1400主設備的厚度均大大超過了該標準建議的上限。
考慮到調質熱處理后的加工余量,對于AP1000反應堆壓力容器上筒體鍛件,按照T×T/4要求取樣的中部和下部的實際熱處理壁厚分別約為300 mm和260 mm,均超出了標準的要求。對于CAP1400反應堆壓力容器上筒體鍛件,其熱處理壁厚比AP1000還要大。
大厚度鍛件制造難度大的主要原因就是高溫階段在鍛件表面形成的蒸汽膜降低了鍛件在厚度方向上的冷卻速度。借鑒發電機轉子等鍛件噴水冷卻的方法,噴水的過程能有效去除高溫階段鍛件表面形成的蒸汽膜,對核電用主設備鍛件的噴水淬火熱處理工藝進行研究。
2 噴水淬火在筒體類鍛件上的試驗
AP1000反應堆壓力容器上筒體鍛件只要求兩端取樣,上部取樣要求為t×2t(t為高應力區到最近熱處理表面的距離,且t應不小于19 mm);下部取樣要求為T×T/4。國內轉化設計后,對上筒體鍛件增加了中間部位(接管開口處)的取樣,取樣要求為T×T/4。在CAP1000反應堆壓力容器上筒體鍛件生產過程中,連續出現了中間部位取樣試驗拉伸強度不合格問題,重新熱處理后仍不滿足要求,導致報廢。
為解決上述問題,借鑒發電機轉子大鍛件噴水冷卻方法,開發出用于筒體類鍛件的噴水淬火工藝。將已報廢的反應堆壓力容器上筒體鍛件作為1∶1模擬件在特制的噴水淬火工藝裝備上進行了噴水淬火試驗,驗證噴水淬火工藝對冷卻效果的改善情況。

表1 筒體類鍛件不同取樣部位噴水和浸水冷卻速度對比(℃·min-1)
試驗方法如下:在模擬件上安裝24個熱電偶,分布在中部(45°和225°開孔取樣處)和下部取樣部位(0°和90°)的內外表面1/4壁厚和1/2壁厚處。對模擬件采用噴水淬火和浸水淬火兩種工藝進行熱處理,對不同取樣部位內外表面1/4壁厚和1/2壁厚處的冷卻速度進行對比。試驗結果如表1所示。
從表1可以看出,由水浸淬火改為噴水淬火后,下部外表面1/4壁厚處的冷卻速度得到大幅度提高,接管開孔處和其他部位的冷卻速度均有提高,但內表面1/4壁厚處改善不大。通過調整噴水裝置內外兩圈管道距離和旋轉速度,使內表面1/4壁厚處的冷卻速度有了提高。
根據試驗結果,將噴水淬火工藝應用在后續的筒體類鍛件的生產中,筒體類鍛件一次合格率達到80%。
3 噴水淬火在非中心對稱結構鍛件上的應用
在核電主設備大鍛件中,還有一類生產難度較大、結構復雜的封頭類鍛件,蒸汽發生器水室封頭就是這類鍛件的典型代表。水室封頭結構見圖1。CAP1400水室封頭鍛件鋼錠重量約460 t,大開口端外徑約5 050 mm,熱處理壁厚約300 mm。蒸汽發生器鍛件材料為SA508 Grade 3 Class 2,其強度要求比反應堆壓力容器更高,熱處理難度更大。鑒于噴水淬火工藝在筒體類鍛件中的成功實踐,為了提高水室封頭的熱處理效果和合格率,也對水室封頭進行了噴水淬火工藝試驗。
3.1 應用噴水淬火工藝出現的問題
采用噴水淬火進行冷卻處理后,水室封頭鍛件內外表面均出現了裂紋。內表面裂紋出現在出口管嘴內壁,外表面裂紋出現在封頭球冠面和出口管嘴外表面。經過分析,認為裂紋的性質屬于應力裂紋,產生的主要原因是出口管嘴內部的噴水盲區以及不同部位噴水量不均勻導致的溫度差。鍛件各部位裂紋原因具體分析如下:

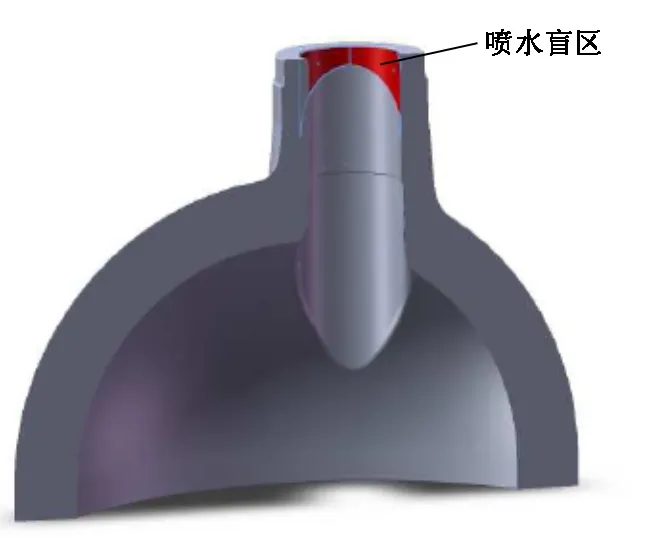
圖1 水室封頭結構示意圖
(1)水室封頭結構形狀特殊,造成內外噴水水管的布置、噴嘴數量和水流量不均勻。兩個垂直凸出的出口管嘴不在封頭球冠面的中心,整個形狀屬于非中心對稱結構,因此在出口管嘴內部幾乎沒有水流覆蓋;而在水室封頭的外側,由于噴水管道的旋轉,兩個非對稱管嘴的迎水面和背水面得到的水量也相差較大,造成表面應力異常。
(2)解剖鍛件后,使用掃描電鏡對取樣斷口分析,發現兩處斷口裂紋源區域微觀形態均呈解理+準解理狀,均未發現微觀冶金缺陷;管嘴部位斷口微觀形態也呈解理+準解理狀。雖然取樣斷口面都已被氧化著色,但在掃描電鏡下高倍觀察,均未發現氧化及氧化層的形態痕跡特征。這說明在原始裂紋形成后,鍛件本體只經過較低溫度的熱處理過程,僅使貫通到鍛件表面的原始裂紋面氧化著色,或形成極薄的氧化層,既不影響裂紋面上的形態細節觀察,也不顯示出氧化的痕跡。
(3)在原始裂紋源區域以及管嘴裂紋區域取樣進行了低倍檢驗,均未發現有任何宏觀冶金缺陷,其低倍組織相對均勻,偏析程度較輕。對原始裂紋源區域及管嘴部位沿壁厚連續取樣進行金相高倍檢驗,結果表明其非金屬夾雜物及晶粒度級別均在合格界限內。進一步確認該裂紋性質為淬火裂紋,說明原始裂紋形成于淬火冷卻過程中,與水室封頭鍛件的冶金質量無關。
(4)根據有限元方法對鍛件的溫度場分布和應力場分布進行分析和計算。當垂直凸出的出口管嘴內表面淬火水冷不均勻時,內表面大部分區域處于受拉狀態;而在均勻噴淬情況下,其內表面大部分處于受壓狀態。噴淬(0~100)s內的溫度場變化很劇烈,導致應力場與組織場變化劇烈,主應力值增加。因此,水室封頭噴水淬火時水冷不均勻使垂直凸出管嘴內表面處于受拉狀態,導致裂紋的產生及延伸。
3.2 噴水淬火工藝的改進措施和試驗驗證
根據裂紋形成原因,為了改善噴水淬火過程中水室封頭各部位的冷卻均勻性,針對不同部位采取了改進措施。水室封頭噴水設備改進措施見圖2。
(1)針對兩個垂直出口管嘴。在其內部增加旋轉噴淋的直噴管,用于直管嘴內壁噴淋冷卻(見圖2中Ⅰ);
(2)針對斜管嘴(進口管嘴)。根據斜管嘴方位結構特點,在原內噴管上增加定向噴嘴,用于斜管嘴內壁噴淋冷卻(見圖2中Ⅱ);
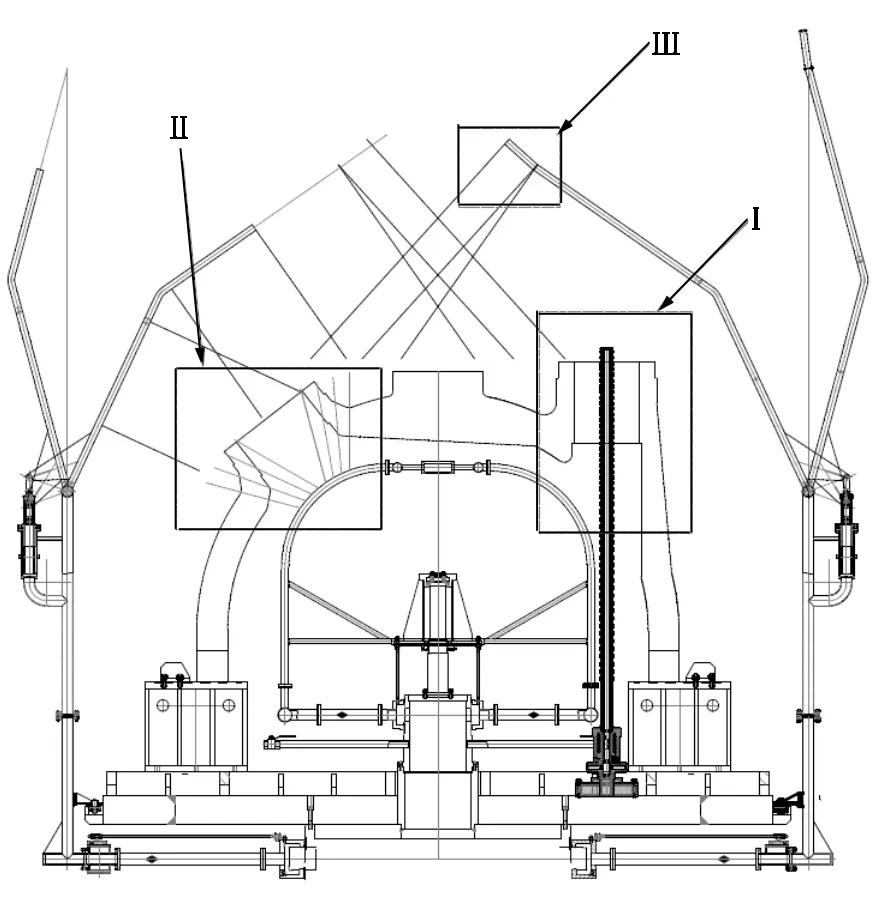
圖2 水室封頭噴水設備改進措施
(3)針對球頂復雜結構。對于兩個垂直出口管嘴、斜管嘴與球面相貫位置噴淋盲區以及球頂凸臺位置噴淋盲區,將外環管按一定角度加長,并在加長部分增加定向噴嘴,用于覆蓋噴淬盲區(見圖2中Ⅲ)。
為了驗證改進措施的效果,對AP1000的蒸發器水室封頭進行了模擬試驗。在模擬件上安裝多個熱電偶,測溫位置分別為距封頭開口端端面335 mm處的球面內、外表面,距封頭開口端端面1 150 mm處的球面外表面,距封頭開口端端面2 000 mm處的球面內、外表面及水室封頭各管嘴附近球面外表面。所有位置都距表面20 mm深度,共敷設熱電偶30支,用于記錄封頭噴淋淬火冷卻過程中各處溫度。
經過噴水試驗后,各熱電偶的溫度記錄見表2。
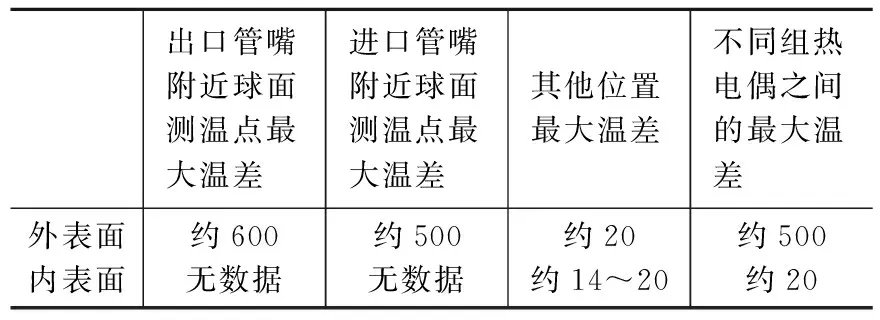
表2 試驗件各測溫點溫度(℃)
從表2可以看出,在球面(遠離管嘴)處的冷卻速度比較均勻,進口管嘴高度不大,影響也較小。而出口管嘴的非中心對稱結構和較高的凸出高度造成冷卻條件的差異偏大,特別是迎水面和背水面冷卻速度相差很大,同一時間最大溫差達到600℃左右,較大的溫差必然形成較大熱應力,增加鍛件開裂風險。另外,較大的冷卻速率差異也使鍛件性能指標的可靠性大幅度下降。
4 結論
對于中心對稱的筒形鍛件和結構簡單的封頭鍛件、餅類鍛件,使用噴水淬火時鍛件的冷卻速度比浸水處理有明顯的改善,而且各處冷卻速率差異不大。在實際操作過程中,為了獲得合適的冷卻速率,還需要調整噴管與鍛件之間的距離以及噴水水管的旋轉速度,減少輔助操作的間斷時間。
由于噴水淬火工藝是通過噴水管道旋轉、噴淋實現的,噴水管道的旋轉形成了中心對稱的冷卻效果,使非中心對稱結構的鍛件處于中心對稱的冷卻場中而無法達到均勻冷卻的效果。因此,非中心對稱結構的異形鍛件不適用噴水淬火工藝。原因是這種結構將導致噴水淬火過程中,鍛件不同部位的冷卻速率差異大,較大的溫差會導致材料組織異常,使鍛件性能檢驗的可靠性降低,甚至在淬火過程中產生應力裂紋。所以,對于非中心對稱的鍛件,采用水浸淬火更合理。
[1] 金河,董澤忠,田洪志,等. AP1000核電廠蒸汽發生器下筒體A大鍛件力學性能試驗不合格原因分析[J]. 發電設備,2014,05 (3): 189-192.
[2] 韓利戰,顧劍鋒,龍智南,等.不同冷卻條件下核電大鍛件用鋼顯微組織分析[C]// 中國核學會2011年年會.2011.
[3] 李志,趙振業. AerMet100鋼的研究與發展[J]. 航空材料學報, 2006, 26 (3): 265-269.
[4] 魏光榮,馮德誠,黃淑珍,等. A508-3鋼熱處理研究[J]. 核動力工程,1989,10(3): 74-78.
[5] 許連義. AP1000核島主要設備的國產化[J]. 中國核工業,2007(06).
編輯 杜 敏
Effect Comparison of Dip Quenching and Spray Quenching Heat Treatment of Heavy Forgings Used for Nuclear Power
Zhou Xu
By adopting spray quenching heat treatment process, the experiment has been performed on the heavy forgings used for nuclear power with different structures. The results show that the spray quenching process can be adopted for the forgings with centrosymmetric structure to improve the mechanical property. However, the spray quenching process should not be adopted for the forgings whose structure is not centrosymmetric, so as to provide reference to this kind of forging.
heavy forgings used for nuclear power; spray quenching
TG156.3
B
2016—06—15
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
