S55Cr大型模塊鍛造及熱處理工藝
2016-12-07 07:01:23黎作先賈余超
大型鑄鍛件 2016年6期
李 進 黎作先 賈余超
(湖北新冶鋼有限公司,湖北435001)
?
生產技術
S55Cr大型模塊鍛造及熱處理工藝
李 進 黎作先 賈余超
(湖北新冶鋼有限公司,湖北435001)
優化了大型模塊鍛造及熱處理工藝,生產出了合格的大型模塊,為大批量生產此類大型模塊提供了很好的生產經驗。
大型模塊;鍛造工藝;熱處理工藝
隨著國內汽車和家電行業的迅速發展,市場對模具鋼的需求量也越來越大,很多模具鋼生產廠家都在開發和生產模具鋼以求搶占市場份額。近年來模具鋼市場需求的模塊尺寸也逐漸變大,模塊厚度在710 mm~900 mm,寬度在1 200 mm~1 500 mm,單件模塊重量約22 t,模塊硬度和檢測要求都在逐步加嚴,對模具鋼生產廠家提出了更多挑戰,如何在現有裝備及生產成本的限制下生產出大規格、高品質的模具鋼模塊便成了生產廠家需要關注的重點。我公司擁有煉鋼生產線、45 MN快鍛機及熱處理裝備,通過工藝及質量策劃,成功開發了S55Cr大型模塊,既保證了產品質量,又節約了生產成本和縮短了生產周期,同時為批量生產大型模塊(1.2738模塊、1.2312模塊、P20模塊)積累了大量生產經驗。
1 模塊技術要求
(1)2015年我公司首次接到2件大型模塊訂單,材質為S55Cr,其化學成分要求及實際熔煉成分見表1。

表1 化學成分要求及實際熔爐成分(質量分數,%)
模塊以黑皮狀態交貨,模塊4條棱角必須打出,允許圓角半徑R<10 mm,模塊彎曲度應<5 mm/m,保證模塊表面平整,不能塌陷。
(3)模塊交貨硬度為200~230HBW。
(4)檢測要滿足SEP 1921-D/d要求。
2 鍛造生產流程策劃及工藝
單件模塊交貨重量約20 t,我廠可供選擇的鋼錠有以下兩種:
40 t八角錠:鋼錠錠身大頭直徑1 580 mm,小頭直徑1 390 mm,錠身高度2 480 mm。
30 t八角錠:鋼錠錠身大頭直徑1 380 mm,小頭直徑1 190 mm,錠身高度2 480 mm。
由于我廠的鍛造設備是45 MN快鍛油壓機(其實際壓力約42 MN),因壓力受限,無法對40 t鋼錠鐓粗,故選用30 t鋼錠鍛造此模塊。同樣由于壓機壓力受限,只有選用寬度為700 mm的上下平砧對鋼錠鍛造拔長,如選用寬度為900 mm的上下平砧鍛造,則會因壓機壓力受限無法進行寬進砧大壓下量鍛造,很難保證檢測合格。
工藝流程為:30 t鋼錠紅送→裝爐加熱→壓鉗把→回爐→二次鐓拔→鍛造成材→正火回火→檢測→精整→切頭尾→檢驗→包裝入庫。
3 加熱及鍛造工藝
3.1 鋼錠加熱制度
為了節約能源,并縮短生產周期,采用鋼錠紅送加熱,鋼錠650~700℃脫模紅送,紅送錠加熱工藝如圖1所示。
鋼錠鐓拔全部完成前保溫溫度為1 230~1 250℃,開鍛溫度≥1 050℃,停鍛溫度為800~900℃(防止遺傳粗晶)。
3.2 鍛造工藝及操作要點
由于模塊最大厚度為810 mm, 最大寬度為1 300 mm,模塊截面積很大,為了保證模塊鍛透檢測合格,并保證鍛造出棱角,同時為了提高模塊各向同性,故采用30 t鋼錠兩鐓兩拔, 采用寬度為700 mm的上下平砧鍛造拔長。我公司45 MN快鍛機上砧下平面距壓機移動平臺凈空為3 500 mm,鐓粗漏盤高度為900 mm,為了保證鋼錠鐓粗拔長后能順利立起再次鐓粗,故控制了每火次坯料尺寸,在保證檢測合格的情況下優化了鍛造工藝。

圖1 鋼錠加熱工藝
3.2.1 鍛造工藝
具體鍛造工藝如表2所示。
3.2.2 操作要點
(1)鐓粗后拔長工序必須按照大壓下量鍛制操作原則鍛造,即在大壓下量(20%~25%壓下量)過程中,進鐵量為砧子寬度的 3/4~滿砧,大壓下量大送進走扁方鍛制應走兩趟以上。為了保證模塊鍛透并避免模塊兩端面產生窩心凹陷,第1錘要壓在坯料長度中間位置,坯料兩端各預留3/4砧寬,以便下一進砧鍛造壓下,然后向兩頭推進,端面不要產生窩心。
(2)大壓下量鍛制操作鋼料溫度必須≥1 000℃, 鋼料溫度≤1 000℃時要重新回爐加熱。大壓下量大送進走扁方鍛制操作完成以后,根據棱角大小情況,再以小壓下量(每錘壓下約30 mm~60 mm)和小進鐵量(每錘進鐵量約100 mm~200 mm)擠出模塊棱角,鍛造時要勤測模塊尺寸,模塊完成鍛造時的最后一趟要壓模塊大平面,以保證模塊大平面平整,此時上下平砧表面必須平整。
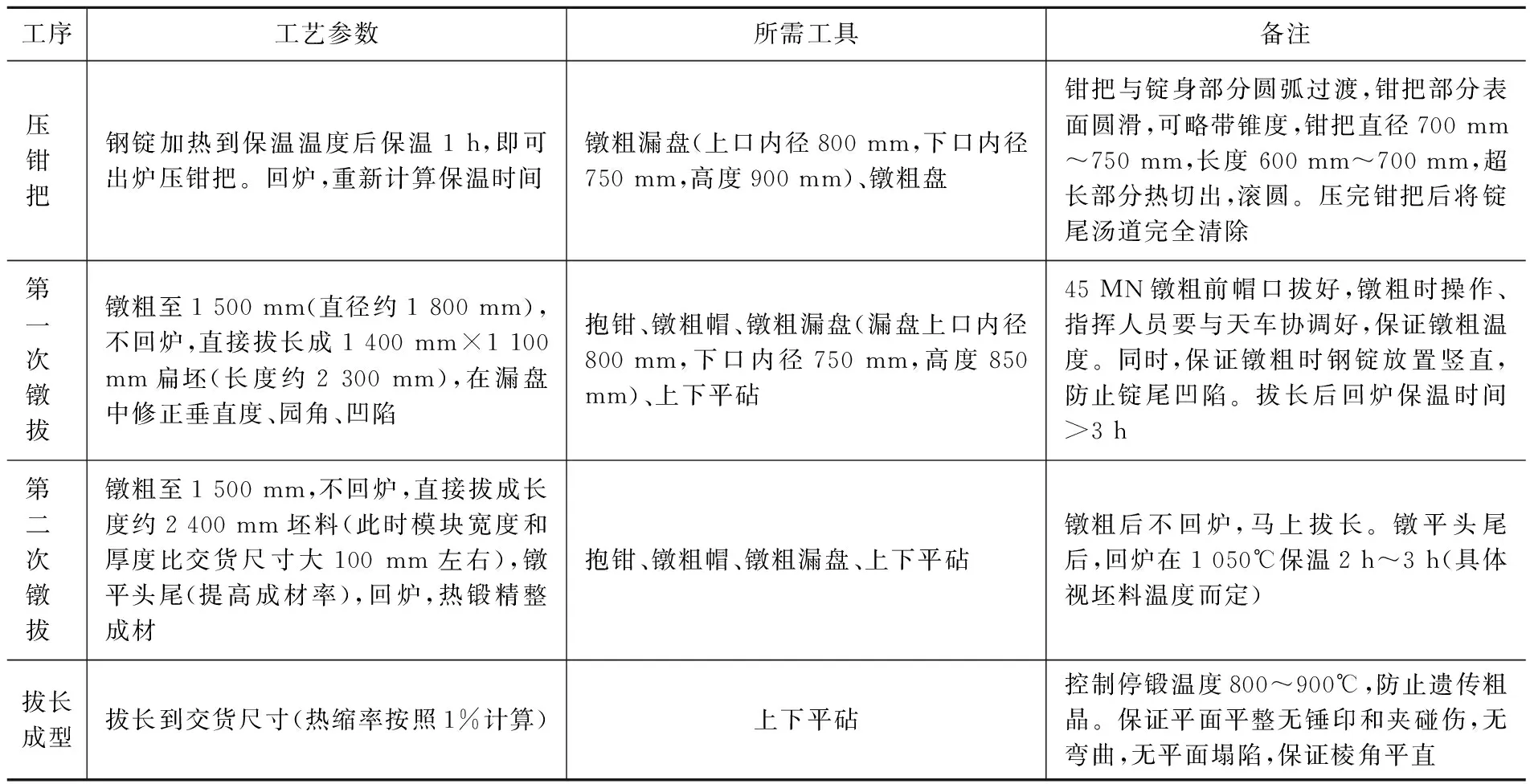
表2 模塊具體鍛造工藝
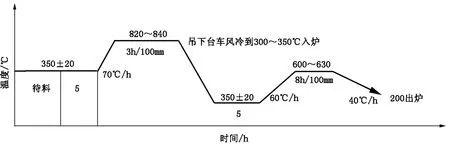
圖2 模塊最終熱處理工藝
(3)為保證鍛件熱鍛后的細晶組織,要求鍛造變形過程的鐓粗、拔長工序嚴格按照工藝規程執行。并控制最后一火次再加熱前坯料厚度大于成品厚度尺寸150 mm以上,精整成型。
(4)打成成品后,把模塊立起(模塊的窄面與地面平行,有利于風冷和正回火工序)輕放在送料小車上,使用鏈條吊運到退火爐風冷區風冷,防止棱角撞傷。風冷到表面300~350℃進爐熱處理(測溫點為模塊大平面中心)。為了保證風能均勻吹到模塊大平面的邊緣,墊鐵高度應為200 mm~300 mm,兩排風扇間距應大于5 m,每兩排風扇吹1個模塊。
4 模塊最終熱處理
此模塊要求硬度200~230HBW,由于模塊厚度大于710 mm,如采用淬火回火工藝,則模塊無法淬透,硬度組織也很不均勻。有的廠家在開發時采用了模塊鍛造成型后在650℃擴氫處理70 h,然后冷鋸切兩頭,再進行淬火回火處理,結果表面和心部硬度很不均勻,也大大增加了成本和生產周期。鑒于以上情況,優化了工藝:在化學成分設計時各類合金元素控制在中上限以保證模塊硬度,H含量控制在1.2×10-6以下,采用鍛造成型后模塊風冷到表面300~350℃進爐正火回火處理。為了提高硬度及均勻性,故采用正火風冷再回火處理。
具體工藝如圖2所示。
模塊的正火回火保溫時間根據模塊實際厚度計算,以最厚模塊厚度計算保溫時間。
5 檢驗
對正火回火出爐的模塊進行表面修磨、內部檢測,檢測標準符合SEP 1921-D/d要求。
模塊尺寸檢驗合格,鋸切模塊水口和冒口端余料,在鋸切面檢測硬度,每個鋸切面在對角線處各打5點硬度,硬度實測為206~228HBW,符合技術要求。
模塊按照實際重量交貨,實際黑皮成材率為72.6%, 高于核價時的70%成材率,達到了預期經濟效益。
6 結論
(1)在45 MN快鍛機采用700 mm寬砧,可以完成材料為S55Cr的30 t鋼錠鐓拔鍛造過程。
(2)采用700 mm寬砧對30 t鋼錠兩鐓兩拔,鍛造拔長時采用寬進砧、大壓下量可以保證厚度為810 mm的大型模塊充分鍛透,提高模塊各向同性,超聲檢測結果滿足SEP 1921-D/d要求。
(3)此類大型模塊(厚度在710 mm~900 mm,寬度在1 200 mm~1 500 mm,單件模塊重量約22 t)在鍛造時通過均勻變形控制,其黑皮成材率可達到72%,為以后此類模塊報價積累了數據。
(4)為了節約擴氫退火成本及生產周期,鋼錠氫含量控制在1.2×10-6以下,可取消鍛后擴氫退火。
(5)在化學成分設計時各類合金元素控制在中上限以保證模塊硬度,正火時風冷,再選擇合適的回火溫度回火,能滿足大規格模塊硬度要求,硬度均勻性很好。
編輯 杜青泉
Forging and Heat Treatment Process of Large Forged Block with Material S55Cr
Li Jin, Li Zuoxian, Jia Yuchao
The forging and heat treatment process of large forged block have been optimized. Meanwhile, the qualified forged block has been produced, so as to provide a great production experience for mass production of this kind of large forged block.
large forged block; forging process; heat treatment process
2016—06—07
TG316,TG156
B
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
