低溫鋼鍛件鍛造工藝參數(shù)的分析與確定
2016-12-07 07:01:23侯少欽王鵬剛
大型鑄鍛件 2016年6期
侯少欽 孫 嫘 董 濤 郭 倫 王鵬剛 袁 川
(1.二重集團(德陽)重型裝備股份有限公司,四川618013;2.重慶長征重工有限責任公司,重慶400083)
?
低溫鋼鍛件鍛造工藝參數(shù)的分析與確定
侯少欽1孫 嫘1董 濤1郭 倫2王鵬剛1袁 川1
(1.二重集團(德陽)重型裝備股份有限公司,四川618013;2.重慶長征重工有限責任公司,重慶400083)
以低溫鋼SA-765M GradeⅢ筒體鍛件為例,通過分析低溫鋼筒體鍛件材料特點、標準規(guī)范以及制造工藝特點,研究了低溫鋼筒體類鍛件的主要鍛造工藝參數(shù),制定出合理的低溫鋼筒體鍛件的鍛造工藝。
SA-765M GradeⅢ;筒體鍛件;鍛造工藝
1 國內(nèi)外低溫鋼概況
1.1 從國外引進低溫鋼的情況
目前使用的國外低溫鋼材料主要是Ni系低溫鋼,因其強度高,滿足在較低溫度下使用的要求,最低使用溫度可達-196℃以下,成本比Ni-Cr不銹鋼低。
此外,ASME規(guī)范所推薦的Ni系低溫鋼因其優(yōu)越的使用性能,得到世界各國的廣泛使用,我國正在建造的大型低溫儲罐大都使用美國ASME規(guī)范的Ni系低溫鋼材料[1]。
1.2 國產(chǎn)低溫用鋼的情況
國家有關(guān)部門考慮到石油化工行業(yè)在容器、貯罐、筒體等設(shè)備部件中所用低溫鋼的國產(chǎn)化問題,提出Ni系低溫鋼。成功研制的Ni系低溫鋼有:0.5Ni,1.5Ni,3.5Ni,5Ni,9Ni鋼等,并重點開發(fā)了1.5Ni和3.5Ni鋼。
目前,國內(nèi)生產(chǎn)的Ni系鋼產(chǎn)品的性能穩(wěn)定性、最大厚度及表面質(zhì)量與國外先進企業(yè)還有一定的差距。在工藝裝備已達到先進水平的情況下,國內(nèi)企業(yè)完全有能力提高現(xiàn)有產(chǎn)品性能,使產(chǎn)品性能更加穩(wěn)定[2]。
2 低溫鋼鍛件的特點及技術(shù)要求
SA-765M GradeⅢ屬于低溫鋼,是-70℃至-120℃低溫容器和部件的主要用鋼。在液化天然氣、海洋設(shè)備等清潔能源領(lǐng)域有著廣闊的用途。此次研制的SA-765M GradeⅢ低溫大鍛件用鋼,主要用于中國二重首次出口國外某公司的低溫滌氣器12臺全套部件的制造,其大型化和厚壁化尚屬國內(nèi)首次。
SA-765M GradeⅢ低溫鋼鋼鍛件的化學成分應(yīng)符合表1的規(guī)定。力學性能應(yīng)符合表2的規(guī)定。
SA-765M GradeⅢ鋼鍛件應(yīng)逐件按ASME規(guī)范的SA-388及其補充要求以及第Ⅷ卷進行100%超聲縱波檢測,驗收等級為SA-788的第S20節(jié)的BR級。對于筒體鍛件,應(yīng)按ASME規(guī)范的SA-388及其補充要求進行100%超聲橫波檢測,驗收等級為SA-788的S級。

表1 SA765M-GradeⅢ 鋼鍛件化學成分要求
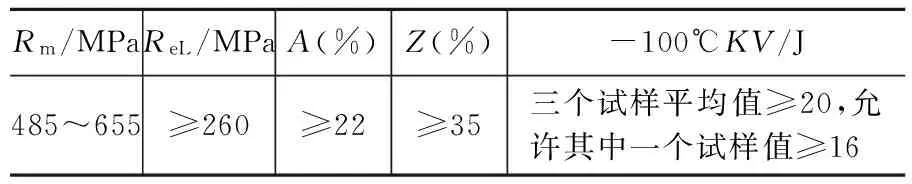
表2 SA-765 GradeⅢ鋼鍛件的力學性能
細化晶粒是提高低溫韌性最重要的韌化措施之一,細化晶粒既能提高鋼的屈服極限,又能降低鋼的V型沖擊的低溫脆性轉(zhuǎn)變溫度。由于熱加工時,形變和再結(jié)晶同時進行,所以鍛造的形變(變形量和主要變形工序)與溫度(始鍛、終鍛溫度等)成為控制鍛造工藝的兩大要素[3]。
3 制定鍛造工藝方案
3.1 確定使用的鋼錠和合適的鍛壓設(shè)備
繪制鍛件的毛坯圖,明確鍛件尺寸并計算鍛件重量,以便選擇合適的鋼錠,并根據(jù)鋼錠的大小確定使用120 MN水壓機進行鍛造。
3.2 確定筒體的鍛造工序
對于筒體類鍛件,其基本鍛造工序為鐓粗、拔長、鐓沖、馬杠擴孔和馬杠拔長,輔助和修整工序為倒棱、滾圓和校正。
3.3 確定變形工藝
以其中一件筒體為例進行分析。
第一步為壓鉗口、倒棱、錯底。為了便于下火次鐓粗,需要壓制鉗把,去除鋼錠錠尾。
第二步為鐓拔下料。該工序是保證鍛件心部鍛透壓實與否的關(guān)鍵,鐓粗和拔長相結(jié)合可提高綜合鍛造比,同時擊碎合金鋼中的塊狀碳化物,并使其均勻分布以提高鍛件的使用性能。下料之前,需先對坯料切除水冒口。切除水冒口可去除鋼錠中縮孔、夾雜、偏析以及疏松的聚集部位。水冒口切除率應(yīng)作為主要工藝參數(shù)進行嚴格控制。在計算下料重量時,要考慮到經(jīng)歷多火次加熱引起的損耗以及沖脫重量。另外,針對擴孔過程可能產(chǎn)生的形狀誤差,要考慮到給予適當?shù)难a償系數(shù)。
第三步為鐓粗和沖孔。通過沖孔可沖掉坯料心部的鋼錠缺陷。應(yīng)注意選擇鐓粗高度、沖孔尺寸及沖子類型等。
第四步為擴孔和拔長。該工序可以是先擴孔和馬杠拔長后再擴孔出成品,也可以是拔長到要求高度后再擴孔出成品,具體選用何種工序取決于對鍛件尺寸和操作特點的考慮。為防止由于變形量較小,晶粒粗大,要求確定鍛造工藝時應(yīng)保證最后一火有一定的剩余鍛比,并在現(xiàn)場操作時確保鍛件的壁厚盡可能均勻。
3.4 鍛比的計算
低溫用鋼大鍛件鍛比的確定,不但其鍛比比一般鍛件的要高,而且要綜合各主要變形工序的鍛比,按照規(guī)定要求核定出合理的綜合鍛比。因為各主要工序在金屬變形上決定鍛件的纖維形態(tài)與分布狀況,它對低溫韌性的影響較大。
根據(jù)試驗筒體鍛件的鍛造工藝方案可知,該試驗筒體鍛件的高度尺寸與內(nèi)徑尺寸相近,主要工序有鐓拔、沖孔前鐓粗、馬杠拔長、馬杠擴孔等,各主要工序皆有一定的分鍛比。綜合鍛造比為縱向鍛比與橫向鍛比的乘積。
3.5 溫度的控制與協(xié)調(diào)
鍛件的加熱可以根據(jù)我公司的鍛件鍛造加熱規(guī)范進行。鍛件的最高加熱溫度可以根據(jù)變形工序的不同,在不同火次采用不同的溫度上限和公差,并在規(guī)范范圍內(nèi)給出最短的保溫時間。這主要是控制原始奧氏體晶粒度,以防止鋼的晶粒度增長過大,同時在加熱中還應(yīng)嚴禁局部過熱[4]。
在鍛造過程中,在不違反工藝現(xiàn)場操作原則的前提下,在主變形溫度(較高溫度)下,可考慮大壓下量和大送進量,保證鍛件得到大變形量。在出成品火次,由于剩余鍛比小,主要為小變形和修整工序,可在略低于終鍛溫度下進行。
3.6 鍛件具體鍛造工藝步驟
鍛件具體鍛造工藝步驟為:第Ⅰ火次:壓鉗口;第Ⅱ火次:鐓粗,拔長,滾圓,下料;第Ⅲ火次:鐓粗,沖孔;第Ⅳ火次:擴孔,修整;第Ⅴ火次:拔長,擴孔,修整。
4 低溫鋼鍛件生產(chǎn)及總結(jié)
4.1 低溫鋼鍛件的生產(chǎn)
現(xiàn)場生產(chǎn)具體實施情況有以下幾方面:
(1)在筒體的鍛造過程中,進行了每一火次的現(xiàn)場服務(wù),全面掌握了鍛造工藝與現(xiàn)場操作的要點和問題。在此基礎(chǔ)上,進行了批量鍛件包括12件筒體、24件封頭的工藝制定。
(2)在鍛造過程中,發(fā)現(xiàn)在執(zhí)行鐓粗工序時有個別工件端面是斜面,對后續(xù)成形明顯產(chǎn)生了不良影響,使鍛件難以實現(xiàn)均勻變形,為杜絕類似情況的再次發(fā)生,進行了詳細的原因分析。
(3)在執(zhí)行拔長工序時,發(fā)現(xiàn)鍛件端部易出現(xiàn)馬蹄狀和喇叭口。在對封頭鍛件執(zhí)行展平工序時,發(fā)現(xiàn)工件在展平后易出現(xiàn)長度不夠的情況。
(4)為保證鍛件低溫沖擊值及晶粒細化,對該類低溫鋼鍛件的高溫擴散系數(shù)進行了計算和評估。
4.2 小結(jié)
從低溫鋼鍛件的生產(chǎn)情況和結(jié)果來看,成形工藝方案是可行的,所采取的一系列措施是有效的:
(1)因試驗筒體鍛造工藝中綜合鍛比、始終鍛溫度、擴散系數(shù)等主要參數(shù)對該種材質(zhì)鍛件的質(zhì)量保證是切實可行的,在現(xiàn)場技術(shù)服務(wù)過程中得知這些主要參數(shù)能夠保證鍛件的成形和尺寸。12件筒體、24件球形封頭全部合格。
(2)根據(jù)以往筒體類鍛件的制造經(jīng)驗,對該3種鍛件的高溫擴散參數(shù)進行了計算和評估,從該批鍛件的后期結(jié)果來看,擴散參數(shù)的計算值是合理的。
(3)封頭鍛件在鍛造工藝中使用合理的錠型,且在現(xiàn)場跟蹤過程中未發(fā)現(xiàn)該鍛件有毛坯肥大或不足的情況,有效提高了毛坯利用率。
5 結(jié)論
整個項目包括12件筒體和24件封頭,最終交貨的這批SA-765M GradeⅢ低溫鋼鍛件的檢測指標和各項理化性能指標均合格。標志著我公司生產(chǎn)的低溫鋼大鍛件達到國內(nèi)外同類產(chǎn)品的先進水平,從而證明鍛造成形工藝方案合理可行。
[1] 趙紅艷,劉宗奎.低溫鋼及其應(yīng)用[J].山東理工大學學報:自然科學版,2003,17(5):102-104.
[2] 黃維,高真鳳,張志勤. Ni系低溫鋼現(xiàn)狀及發(fā)展方向[J].鞍鋼技術(shù),2013(1):10-14.
[3] 鐘宇澄.低溫用鋼鍛件的鍛造[J].鍛壓技術(shù),1988(2).
[4] 陳詩蓀.合金鋼鍛造[M].北京:國防工業(yè)出版社,1984.
編輯 杜青泉
Analysis and Determination on Forging Process Parameters of Low-Temperature Steel Forgings
Hou Shaoqin, Sun Lei, Dong Tao, Guo Lun, Wang Penggang, Yuan Chuan
By taking low-temperature steel SA-765M Grade III cylinder forging as example, the main forging process parameters have been studied by means of analyzing the characteristics of material, the standard specification and the manufacturing technical features of cylinder forgings. Eventually, the reasonable forging process of low-temperature cylinder forgings has been prepared.
SA-765M Grade III; cylinder forgings; forging process
2016—07—12
TG156
B
猜你喜歡
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實用技術(shù)(2021年1期)2021-02-27 08:26:18
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
