新1#二次混合機(jī)齒圈螺栓在線(xiàn)配鉆實(shí)踐
2016-12-07 02:59:51鄭家樹(shù)
四川冶金 2016年4期
鄭家樹(shù)
(攀鋼煉鐵廠,四川攀枝花617022)
新1#二次混合機(jī)齒圈螺栓在線(xiàn)配鉆實(shí)踐
鄭家樹(shù)
(攀鋼煉鐵廠,四川攀枝花617022)
通過(guò)實(shí)施齒圈螺栓在線(xiàn)配鉆,有效解決攀鋼煉鐵廠新1#燒結(jié)機(jī)二次混合機(jī)齒圈連接螺栓頻繁斷裂現(xiàn)狀,恢復(fù)了設(shè)備原有功能,實(shí)現(xiàn)了大型混合機(jī)在線(xiàn)經(jīng)濟(jì)性、可靠性維修,降低了維修成本,提高了設(shè)備作業(yè)率。
二次混合機(jī);齒圈連接螺栓;在線(xiàn)配鉆
1 引言
攀鋼煉鐵廠新1#燒結(jié)機(jī)燒結(jié)面積為360m2,臺(tái)時(shí)產(chǎn)量505t,于2009年投產(chǎn)使用。二次混合機(jī)型號(hào)為?4400×21 000,自重148t,混合料量每小時(shí)700多噸。大齒圈由兩個(gè)半齒輪用6顆M48對(duì)口螺栓連接在一起,通過(guò)與筒體擋圈的48顆螺栓孔相連傳遞力矩見(jiàn)圖1所示。

圖1 二混齒圈連接螺栓示意圖
48顆齒圈連接螺栓中,24顆為M42絞制孔螺栓,24顆為M36連接螺栓,螺栓等級(jí)均為8.8級(jí)。兩種螺栓以2顆為1組,交替均布。半齒圈之間連接螺栓為6顆M48,進(jìn)口方向2顆,出口方向1顆。各部連接螺栓、孔徑設(shè)計(jì)參數(shù)見(jiàn)表1。

表1 齒圈各部連接螺栓、孔設(shè)計(jì)參數(shù)
2 齒圈連接螺栓斷裂情況
2012年開(kāi)始,二混齒圈螺栓使用較長(zhǎng)時(shí)間后,部分螺栓逐漸松動(dòng)、拉長(zhǎng)、斷裂。斷裂后,螺栓孔局部變形,新?lián)Q上的連接螺栓打不進(jìn)后,只好改用尺寸較小的螺栓。無(wú)法按原有設(shè)計(jì)參數(shù)恢復(fù)原狀及性能。
隨著運(yùn)行時(shí)間延長(zhǎng),能傳遞力矩起關(guān)鍵作用配絞的螺栓越來(lái)越少,使得螺栓斷裂次數(shù)、顆數(shù)日漸增多。更多斷裂的螺栓的螺孔錯(cuò)位,又只好改用配合尺寸更小的螺栓,形成惡性循環(huán),最終不得不大量更換連接螺栓。
每更換1顆斷裂螺栓,均需停機(jī)后裝上慢速盤(pán)車(chē)裝置,將螺栓盤(pán)至底部,換完一顆再盤(pán)車(chē)換另一顆。螺栓斷裂后,一般都要用氣焊掏孔,再人工打出來(lái),檢修、維護(hù)勞動(dòng)強(qiáng)度高,耗費(fèi)時(shí)間很長(zhǎng)。
2013年年初以來(lái),該54顆齒圈連接螺栓頻繁斷裂,導(dǎo)致停機(jī)次數(shù)、停機(jī)時(shí)間不斷增多,對(duì)生產(chǎn)造成嚴(yán)重影響。全年直接或者間接處理齒圈螺栓停機(jī)就達(dá)30次,全年更換齒圈螺栓200多顆,嚴(yán)重影響新1#燒結(jié)機(jī)穩(wěn)定運(yùn)行。同時(shí),如果隱患繼續(xù)發(fā)展,將被迫更換筒體或者齒圈,備件費(fèi)用將十分昂貴。采用離線(xiàn)修復(fù)措施,也需重新訂購(gòu)1套筒體和齒圈備品,產(chǎn)生費(fèi)用也很驚人。
因此,采用二混齒圈連接螺栓在線(xiàn)配鉆技術(shù),恢復(fù)二混齒圈螺栓原有性能,能實(shí)現(xiàn)設(shè)備經(jīng)濟(jì)性、可靠性維修。
3 齒圈同心度檢測(cè)
3.1 檢測(cè)點(diǎn)選擇
檢測(cè)點(diǎn)選擇:二混齒圈由兩半通過(guò)對(duì)口面螺栓把合而成,選其中一個(gè)結(jié)合面為A點(diǎn),另一側(cè)為B點(diǎn)。其余對(duì)稱(chēng)面分別為CD點(diǎn)。從A點(diǎn)開(kāi)始,沿圓周方向,選擇均等分的8個(gè)點(diǎn)為檢測(cè)點(diǎn)。見(jiàn)圖2左側(cè)所示。
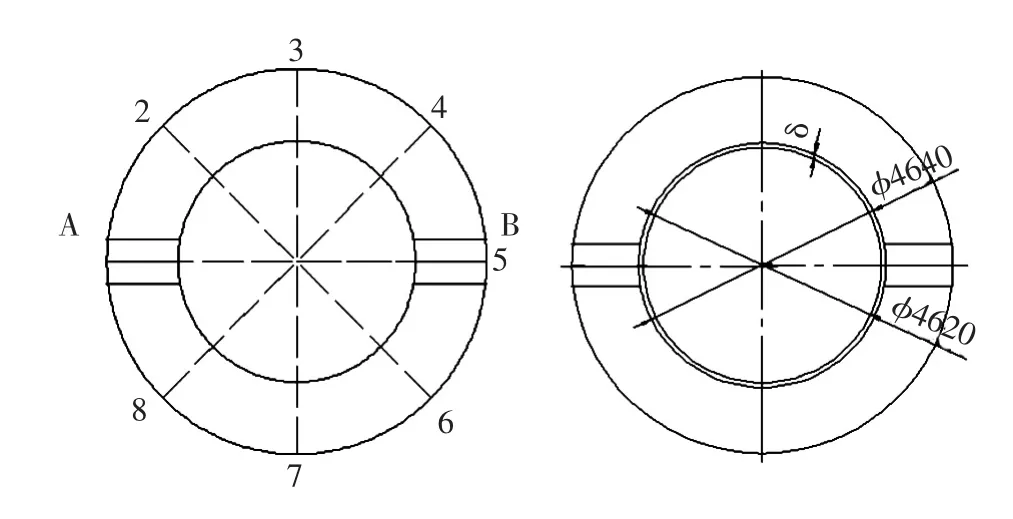
圖2 齒圈檢測(cè)點(diǎn)
3.2 檢測(cè)原始數(shù)據(jù)
檢測(cè)原始狀態(tài)下二混大齒圈裝配精度徑向跳動(dòng)初始數(shù)據(jù),第一次檢測(cè)數(shù)據(jù)見(jiàn)表2。因以前齒圈螺栓頻繁斷裂,且大齒圈對(duì)口面(圖2示AB兩點(diǎn))間有間隙,后加2mm墊板勉強(qiáng)把合。將該墊板撤除,重新更換對(duì)口面的6件M48螺栓并把合緊固后,第二次檢測(cè)數(shù)據(jù)見(jiàn)表2。
因以前齒圈螺栓頻繁斷裂,且大齒圈對(duì)口面(圖2示AB兩點(diǎn))間有間隙,后加2mm墊板勉強(qiáng)把合。將該墊板撤除,重新更換對(duì)口面的6件精加工螺栓并把合緊固后,檢測(cè)原始狀態(tài)下二混大齒圈裝配精度徑向跳動(dòng)初始數(shù)據(jù)。
在齒圈正下方設(shè)置固定底座,架設(shè)百分表見(jiàn)圖3所示,以任一點(diǎn)A為基準(zhǔn),采用160t汽車(chē)吊將筒體盤(pán)動(dòng),運(yùn)轉(zhuǎn)一圈,得出表2第一次徑向檢測(cè)數(shù)據(jù)(端面跳動(dòng)數(shù)據(jù)做參考)。

表2 齒圈原始狀態(tài)下徑向跳動(dòng)兩次檢測(cè)數(shù)據(jù)
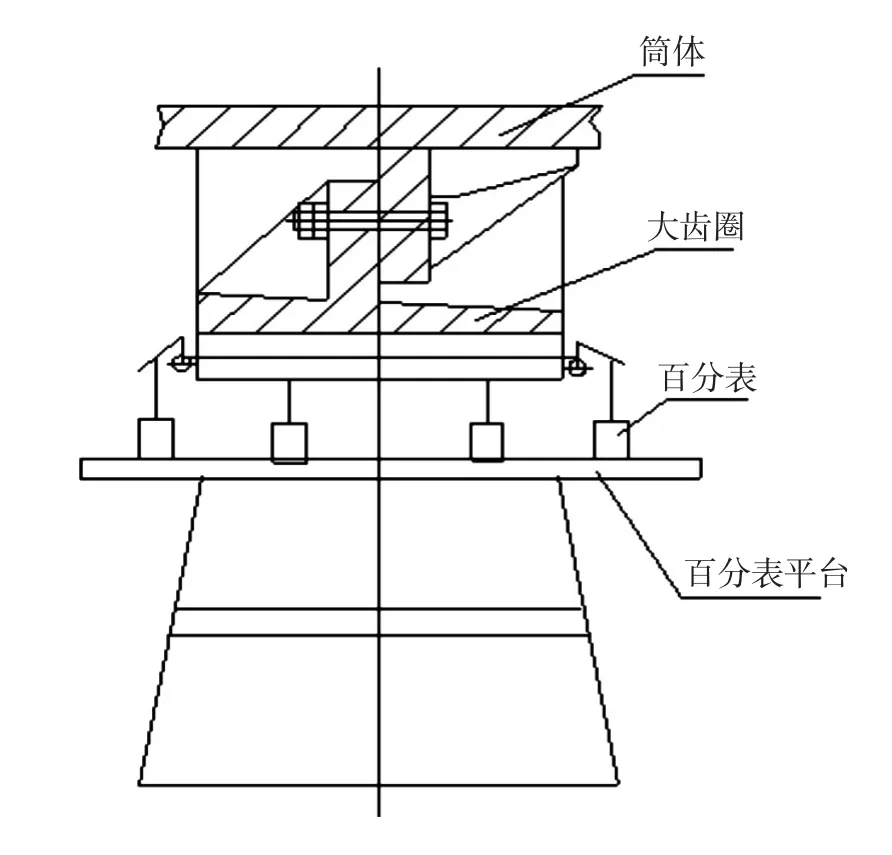
圖3 齒圈徑向、端面跳動(dòng)檢測(cè)示意圖
筒體再次用汽車(chē)吊盤(pán)轉(zhuǎn)一圈,檢測(cè)齒圈內(nèi)表面與擋圈腹板間距,圖2右側(cè)示值,分別是最大16mm,最小為9mm,間距相差最大為7mm。同時(shí)檢測(cè)大齒圈與筒體齒圈架24 -?44H7定位螺孔,定位螺孔的最大錯(cuò)位6 -7mm。第二次檢測(cè)數(shù)據(jù)見(jiàn)表2。
兩次檢測(cè)結(jié)果可以看出,相對(duì)于原點(diǎn),最大跳動(dòng)量分別是7mm和6.5mm,已經(jīng)超出了齒頂園與兩輥圈外圓的同軸度(?22mm)和齒圈端面跳動(dòng)公差(2mm)的設(shè)計(jì)值,說(shuō)明齒圈徑向跳動(dòng)量非常大,齒圈螺栓孔錯(cuò)位嚴(yán)重。同時(shí),檢測(cè)兩半齒圈把合面的間隙,A點(diǎn)為0.10mm,B點(diǎn)為0.20mm,把合面無(wú)法把合緊密。因此,必須在線(xiàn)調(diào)整齒圈同心度。
4 齒圈同心度在線(xiàn)調(diào)整
為保證齒圈能調(diào)整,將原有過(guò)盈配合螺栓(M42)拆除取出,在原有?44螺栓孔穿入?36螺桿,調(diào)整余量最高可達(dá)8mm。調(diào)整前要選擇合適的基準(zhǔn),根據(jù)表2分析得知,A(1點(diǎn))和B(5點(diǎn))正好處于對(duì)稱(chēng)點(diǎn),最值相差7mm,選擇圖2左所示AB兩點(diǎn)為基準(zhǔn)點(diǎn),將兩半齒圈把合面(M48)螺栓把緊,保證把合面無(wú)間隙。
齒圈同心度調(diào)整的原則是先徑向調(diào)整再軸向調(diào)整。徑向調(diào)整是以大齒圈外徑?為基準(zhǔn),用螺旋千斤頂調(diào)整。由于表2中最值相差為7mm,以單側(cè)頂3.5mm為調(diào)整值。
將A點(diǎn)盤(pán)車(chē)至筒體最低位,底部加裝底座,用螺旋千斤頂往上徑向運(yùn)動(dòng),即可調(diào)整,見(jiàn)圖4。徑向調(diào)整完成后,各螺孔必然產(chǎn)生錯(cuò)位,分別在筒體內(nèi)表面焊接座子,用螺旋千斤頂(0.5t及1t)頂在其與齒圈筋板上,根據(jù)孔徑沿圓周方向逐漸微調(diào),見(jiàn)圖5,可逐步消除錯(cuò)位。
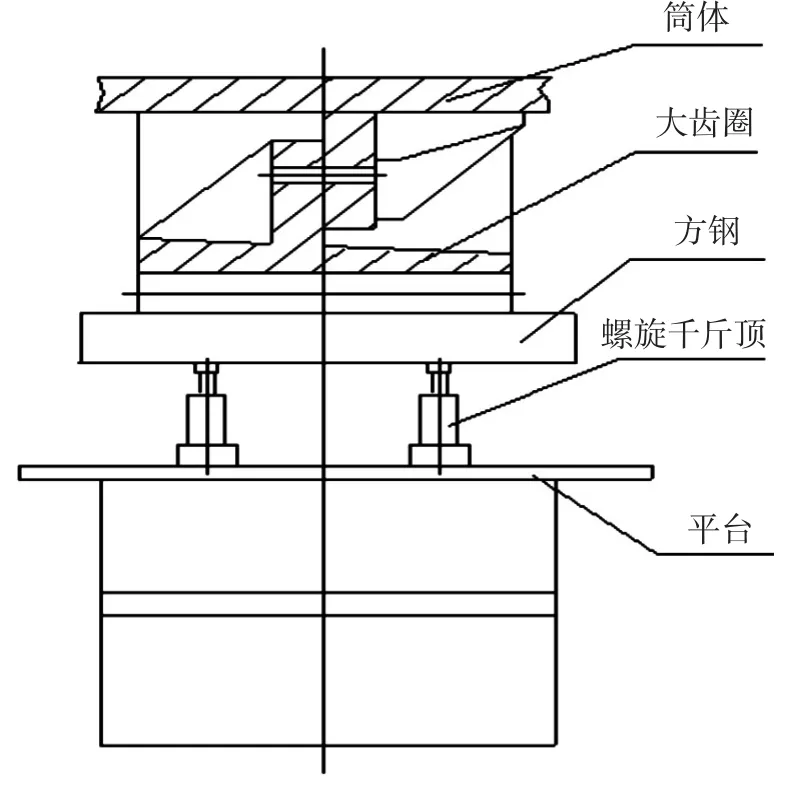
圖4 齒圈徑向調(diào)整示意圖
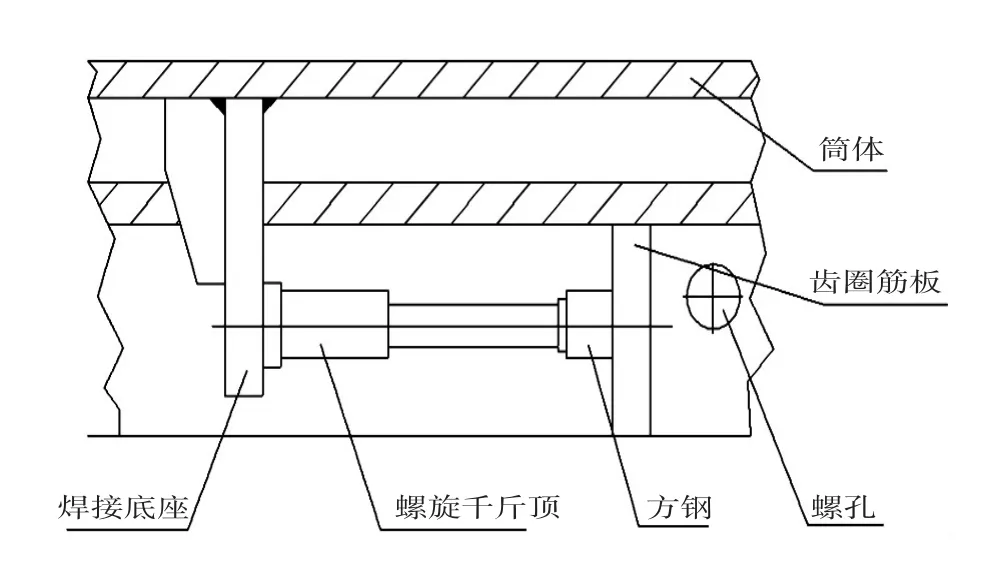
圖5 齒圈圓周方向調(diào)整示意圖
5 齒圈調(diào)整后復(fù)測(cè)
調(diào)整后,在保證大齒輪對(duì)口面間把合緊密情況下,再次對(duì)齒圈同心度進(jìn)行檢測(cè),最大差值見(jiàn)表3。同時(shí),檢測(cè)圖2所示δ值,即齒圈與筒體腹板間距,分別是最大12mm,最小為10mm,間距相差最大為2mm,間距最大值縮小了5mm。同時(shí)檢測(cè)大齒圈與筒體齒圈架24-?44H7定位螺孔,定位螺孔的錯(cuò)位值約1~2mm。調(diào)整后,齒圈同心度在設(shè)計(jì)范圍內(nèi),可以在線(xiàn)配鉆。

表3 齒圈調(diào)整后同心度檢測(cè)數(shù)據(jù)
6 齒圈螺栓在線(xiàn)配鉆
配鉆方案確定,將24-?39原把合螺孔擴(kuò)鉆至24-?48H7作為定位螺孔并實(shí)施配鉆,將24-?44 H7原定位螺孔作為把合螺孔,直接配螺栓,不擴(kuò)鉆,減少配鉆工作量。用?45鉆頭粗絞后,用?47.5鉆頭精鉸,最后用?48鉆頭配絞裝配精度。齒圈平口之間M48連接螺栓,根據(jù)現(xiàn)場(chǎng)測(cè)量尺寸配桿徑,見(jiàn)表4。
配鉆順序:見(jiàn)圖2左所示,按1點(diǎn)—5點(diǎn)—3點(diǎn)—7點(diǎn)的順序?qū)ΨQ(chēng)配鉆后,再依次配鉆。磁力鉆選擇型號(hào)為KBN50QX,人工配鉆,垂直齒端面放置,邊鉆邊澆油液。鉆頭采用?45、?47.5、?48硬質(zhì)合金鉆頭,鉆桿長(zhǎng)度180~240 mm,各配備2只以上交替使用。螺栓材質(zhì)不變,規(guī)格統(tǒng)一,桿徑根據(jù)鉆頭尺寸車(chē)制配用。

表6 配鉆后齒圈各部連接螺栓、孔設(shè)計(jì)參數(shù)
配鉆工藝要點(diǎn):(1)因?yàn)楝F(xiàn)場(chǎng)配鉆,防止盤(pán)車(chē)時(shí)齒圈與筒體之間產(chǎn)生相對(duì)運(yùn)動(dòng),找正后必須加焊擋鐵焊死,待配鉆完好后,方可將擋鐵割除。(2)用氣焊掏孔將絞制孔斷的螺栓取出,產(chǎn)生的嚴(yán)重?fù)p傷及硬點(diǎn),用砂輪打磨光滑。(3)配鉆時(shí)要先使用粗絞刀,消除孔中硬點(diǎn),防止絞刀損傷或者鉆不動(dòng)。(4)每配鉆完成一個(gè)螺孔,將螺栓人工打入,再配鉆下一個(gè)螺孔。(5)配鉆完成的M42螺栓全部配雙螺帽,并加?42彈簧墊,螺帽與螺桿之間不焊接。(6)螺栓孔配鉆完成后,重新盤(pán)筒體二次緊固。
7 結(jié)論
新1#二混齒圈連接螺栓長(zhǎng)時(shí)間使用后,出現(xiàn)連接螺栓孔變形、錯(cuò)位,螺栓失去原有定位和把合功能,螺栓頻繁斷裂。采取齒圈螺栓在線(xiàn)配鉆技術(shù),通過(guò)齒圈同心度檢測(cè)、在線(xiàn)調(diào)整,在線(xiàn)配鉆等手段,恢復(fù)30顆定位螺栓的定位功能。實(shí)施近一年,未發(fā)生一顆齒圈螺栓斷裂現(xiàn)象,不僅實(shí)現(xiàn)了設(shè)備經(jīng)濟(jì)性、可靠性維修,與離線(xiàn)維修相比,極大降低了維修成本,而且還延長(zhǎng)筒體、齒圈使用壽命,降低了新1#燒結(jié)機(jī)設(shè)備事故故障。
New 1#Second Mixer Gear Ring Bolt Online with Drilling Practice
ZHENG Jia-shu
(Pangang Iron,Panzhihua 617022,Sichuan,China)
Through the implementation of ring gear bolt online with drill,effectively solve the pangang iron new 1#sintering machine secondary mixer gear ring joint bolt fracture frequently the status quo,restore the function of original equipment,realize the large mixing machine online economy,reliability,maintenance,reduce the maintenance cost,improve the equipment operation efficiency.
equipment secondary mixer,gear ring connecting bolts,online drill
1001-5108(2016)04-0066-04
TH17
B
鄭家樹(shù),工程師,主要從事現(xiàn)場(chǎng)設(shè)備點(diǎn)檢及管理工作。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實(shí)用技術(shù)(2021年1期)2021-02-27 08:26:18
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
裝備制造技術(shù)(2020年1期)2020-12-25 05:18:30
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
