聚氨脂拋光墊表面開槽加工工藝研究
2016-12-13 06:53:05楊向東陳文軍李翠坤陳澤茫鄧光星
裝備制造技術 2016年10期
楊向東,陳文軍,李翠坤,陳澤茫,鄧光星
(廣州華立科技職業學院,廣東廣州511325)
聚氨脂拋光墊表面開槽加工工藝研究
楊向東,陳文軍,李翠坤,陳澤茫,鄧光星
(廣州華立科技職業學院,廣東廣州511325)
介紹了化學機械拋光技術,重點分析了國產聚氨脂拋光墊表面結構的幾何特征及其三種開槽加工工藝的效率與成本。通過檢測及試驗研究得出結論如下:國產聚氨酯拋光墊表面微孔都在70μm左右。國產聚氨酯拋光墊的孔隙率為62%左右;激光加工工藝是可以實現高速、高效、低成本化的聚氨酯拋光墊加工;對于寬度與深度為1mmx1mm的聚氨酯拋光墊溝槽的最佳工藝方案為選擇40W激光功率的CO2激光打標機一次加工成型;拋光墊的低成本化、國產化及其溝槽的結構將是未來CMP的研究方向之一。
CMP;聚氨脂;拋光墊;開槽加工
化學機械拋光(Chemical Mechanical Polishing,簡稱CMP)技術是近年來應用較多的超精密加工方法之一[1,2],其原理是被拋光對象如硅片、光學玻璃、金屬、藍寶石等在壓力作用下,與拋光墊及其粗糙度峰間的磨粒相互接觸、摩擦產生機械作用,并與拋光液的化學腐蝕相互作用,表面材料被去除,從而實現平坦化[3]。
拋光墊是CMP的重要組成部件,聚氨酯拋光墊由于具有耐磨性好、形變性小和拋光效率高等優點,成為CMP過程的關鍵拋光部件之一[4]。其材質、物理性能、表面形狀、溝槽結構等將嚴重影響基板與拋光液的接觸區域、潤滑特性及其摩擦磨損規律[5,6]。但目前國內如天津晶嶺、沈陽科晶等企業對于對拋光墊上述特性的研究尚處于起步階段[7],國際上美國Rodel、日本Fujimi等拋光墊主流廠商在技術及價格上形成壟斷。
目前,聚氨酯拋光墊的加工方法主要有激光加工、高速雕銑、成型刀具加工及模具熱壓法加工等[8]。本文通過試驗、檢測等方法分析了三種加工工藝對聚氨酯拋光墊表面開槽的加工效率、成形質量及加工成本影響,并確定出較優的加工工藝,為聚氨酯拋光墊表面開槽提供工藝解決方案,并對CMP消耗品的國產化及低成本化提供參考。
1 實驗部分
1.1試驗與測試設備
使用HANS CO2激光打標機(100 W,如圖1所示)、JDC600V高速精密雕銑機(如圖2所示)及專用拉削加工機床對2 mm厚圓形國產聚氨酯拋光墊進行加工。使用Hitachi 4 800 N掃描電子顯微鏡、OLMPUS400激光共聚焦顯微鏡等對拋光墊的溝槽、微觀表面形貌等參數進行測試分析。

圖1 CO2-100XP激光打標機(波長:10.6μm)

圖2 JDC600V精密雕銑機
1.2試驗樣品
圓形國產聚氨酯拋光墊由鄭州龍達磨料磨具有限公司提供。其性能如表1所示。

表1 國產聚氨酯物理性能
1.3試驗方法
不同加工工藝制成的拋光墊如圖3所示。加工出同心圓加放射狀拋光墊表面形狀,矩形溝槽深度與寬度為1 mm×1 mm時,采用激光加工時考慮其易于熱融的特點,從20 W至70 W激光功率區間每隔5 W為一組,進行不同功率試切法,最終確定采用40 W激光功率一次加工成型。如圖3(a)所示。
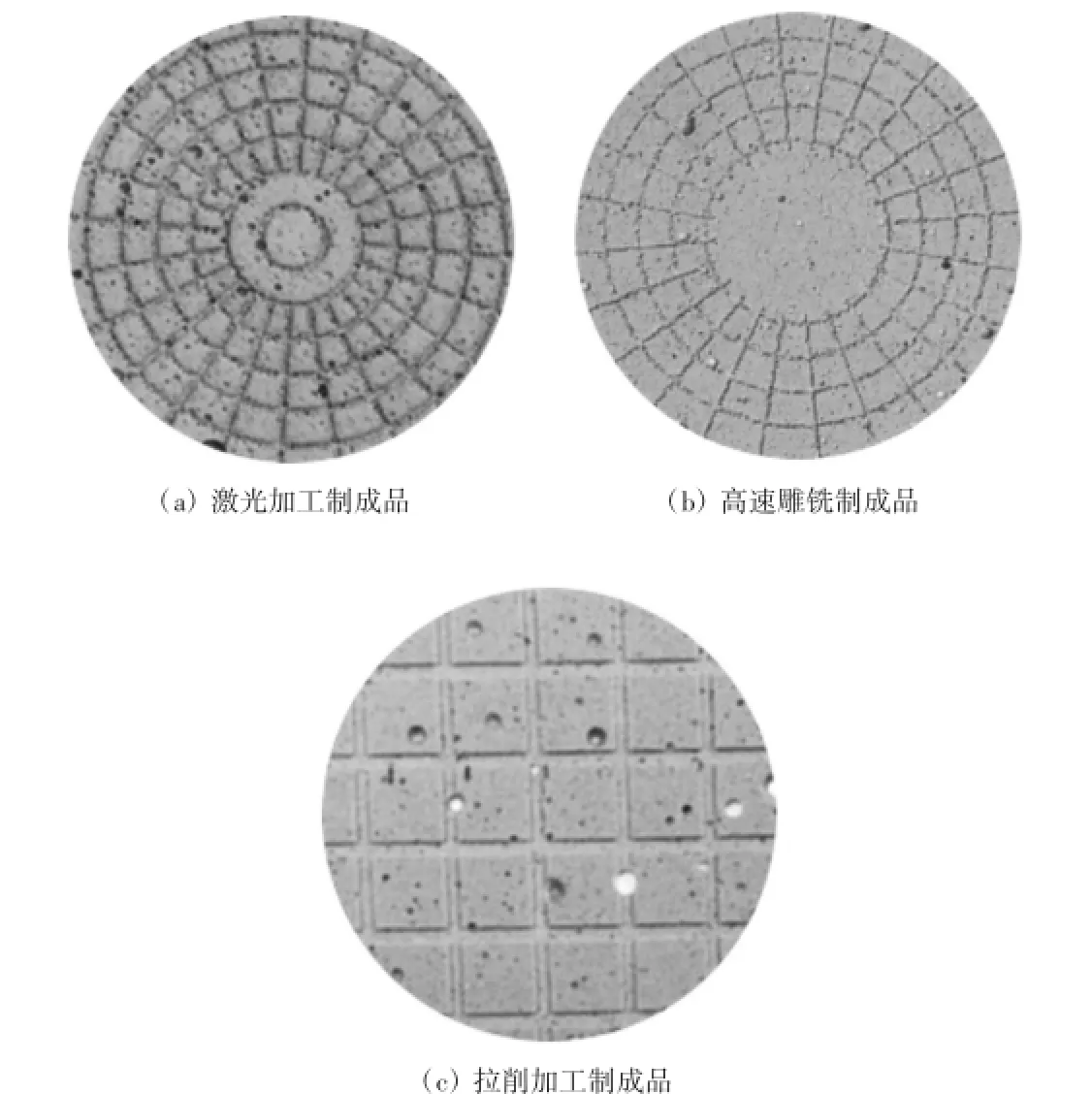
圖3 不同加工工藝制成的拋光墊
高速雕銑機床加工同樣聚氨酯拋光墊時,考慮聚氨酯拋光墊的彈性,采用1 mm平底銑進行加工。主軸轉速為18 000 r/min,進給速度為2 000 mm/min.加工出的拋光墊如圖3(b)所示。
拉削加工機床為傳統加工,考慮到拉刀的易成形性,故拉削加工上述形狀的拋光墊是無法完成的。試驗中拉削加工出網格形表面形狀,溝槽寬度與深度為2 mm×1 mm的拋光墊,如圖3(c)所示。
2 結果與討論
2.1不同工藝方法對加工成型的影響
國產聚氨酯其主要成分是發泡體固化的聚氨酯,其表面有許多空球體微孔密封單元結構,如圖4所示。由圖4可以測出其微孔都在70 μm左右。國產聚氨酯拋光墊的孔隙率為62%左右。

圖4 國產聚氨酯拋光墊外形及SEM圖
激光加工由于是電腦編程及非接觸加工,可以加工微細形狀溝槽結構且成型較易,如圖3(a)所示。高速雕銑及拉削加工屬于機械加工,由圖3(b)及3(c)可以看出,高速雕銑后聚氨酯拋光墊溝槽結構反彈嚴重,且有胡須狀碎屑相連。拉削加工受限于刀具尺寸,只能成型較大尺寸溝槽結構的聚氨酯拋光墊,且成型時聚氨酯材質溝槽的脆性斷裂導致溝槽尺寸的一致性較差。如圖5所示。
三種加工工藝加工后的聚氨酯拋光墊溝槽表面粗糙度Ra如圖6所示。由圖6可以看出,激光加工后溝槽的表面質量要優于其它兩種加工方式。這主要是由于CO2-100XP激光打標機相比于其它兩種加工方式而言,加工過程中不與工件接觸,不產生機械擠壓或機械應力,因此不改變拋光墊的物理性能。另外,由于激光聚焦后的尺寸很小,熱影響區域小,加工比較精細。
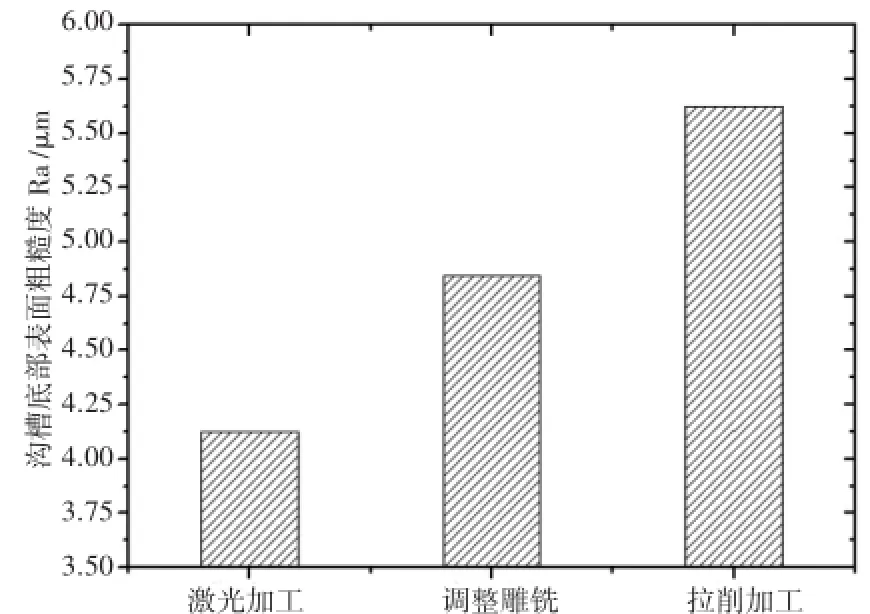
圖6 不同加工工藝形成聚氨脂拋光墊溝槽底部表面質量
2.2不同工藝方法對加工效率的影響
拉削加工聚氨脂拋光墊需要專用機床,刀具每次使用都需要調整,且無法實現調整自動化生產。高速雕銑加工主軸轉速及進給速度可以很高,但對于高彈性材質的聚氨脂拋光墊來講,加工后會產生彈性回復,加工的溝槽(尤其是亞毫米級)形狀無法精確保證。且每次加工均需要調整機床及對刀,加工效率低下。
激光加工由于和以上兩種機械加工相比,聚焦后的激光就像極細的無形刀具,將物體局部區域的表面逐點的“燒”掉,不與物體接觸,且由計算機自動控制,生產時不需人為干預,能實現在生產線上對拋光墊進行高速、高效的自動化加工。
三種加工工藝由其自身特點決定的加工工時分別為12 min、23 min、35 min,如圖7所示[9]。由圖7可以明顯看出激光加工較其它兩種加工工藝工時較短。

圖7 不同加工工藝加工工時圖
2.3不同加工工藝的成本比較
三種加工工藝的成本差別,是由電力、耗材、人力、折舊、場地等因素組成,與加工效率也密切相關[10]。
綜合比較,成型機床由于需要專用刀具,故其加工成本最高,其次是激光加工工藝,高速雕銑成本較為低廉,但機床調整費時費力。
3 結束語
經過分析,可以得出如下結論:
(1)國產聚氨酯拋光墊表面微孔都在70 μm左右。國產聚氨酯拋光墊的孔隙率為62%左右。
(2)激光加工工藝是可以實現高速、高效、低成本化的聚氨酯拋光墊加工。對于寬度與深度為1 mm ×1 mm的聚氨酯拋光墊溝槽的最佳工藝方案為選擇40 W激光功率的CO2激光打標機一次加工成型。
(3)拋光墊的低成本化、國產化及其溝槽的結構將是未來CMP的研究方向之一。
[1]Wei X,Yang X D,Xie X Z,et al.A material removal rate model-based chemical action of ultra-thin SUS304 substrate in chemical mechanical polishing[J].The International Journal of Advanced Manufacturing Technology,2015,85(1):287-290.
[2]楊向東,魏昕,謝小柱,等.基于化學機械拋光過程的超薄不銹鋼基板表面特性分析[J].潤滑與密封,2015,(04):45-48.
[3]楊向東,魏昕,謝小柱,等.超薄不銹鋼基板化學機械拋光運動機理分析[J].組合機床與自動化加工技術,2015,(05):27-30.
[4]韓艷,周青,王鳳勇,等.硬質多孔聚氨酯脲拋光墊材料的制備及性能研究[J].化學推進劑與高分子材料,2013,
(3):032.
[5]張朝輝,雒建斌,溫詩鑄.考慮拋光墊特性的CMP流動性能[J].機械工程學報,2006,42(4):13-17.
[6]張朝輝,杜永平,常秋英,等.化學機械拋光中拋光墊作用分析[J].北京交通大學學報,2007,31(1):18-21.
[7]胡偉,魏昕,謝小柱.化學機械拋光中拋光墊表面溝槽的研究[J].制造技術與機床,2008,31(1):77-79.
[8]劉波.拋光墊表面構造和組織對CMP影響效果的研究[D].大連:大連理工大學,2006.
[9]陳文召.基于特征的零件數控加工工時預測[J].科技創新與應用,2013,20(5):120-121.
[10]張曉東.激光加工成本分析[J].經營管理者,2011,40(23):294-294.
Study of Grooving Process for Polyurethane Polishing Pad
YANG Xiang-dong,CHEN Wen-jun,LI Cui-kun,CHEN Ze-mang,DENG Guang-xing
(Guangzhou Huali Science and Technology Vocational College,Guangzhou Guangdong 511325,China)
This article describes the chemical mechanical polishing technique and focuses on the domestic polyurethane polishing pad surface’s geometric characteristics and the efficiency as well as cost of three grooving manufacturing processes.By detecting and experimental studies have concluded as follows:The surface microporous of domestic polyurethane polishing pad are at an average of 70μm.Domestic polyurethane polishing pad has a porosity of about 62%.Laser processing can achieve high-speed,high efficiency,lower cost of the polyurethane polishing pad processing.The optimum groove solution of polyurethane polishing pad whose width and depth is 1mmx1mm can be finished by CO2laser marking machine once processing molding when its laser power is 40W.The lower cost,localization and groove structure of polishing pad will be the research directions of CMP in the future.
chemical mechanical polishing;polyurethane;polishing pad;grooving
TN305.2;TB31
A
1672-545X(2016)10-0087-03
2016-07-02
廣東省大學生科技創新培育專項資金立項項目(項目編號:pdjh2015b0886與pdjh2016b0872)
楊向東(1980-),男,河南南陽人,在讀博士,講師,研究方向:超精密加工技術。
猜你喜歡
西北工業大學學報(2022年2期)2022-05-11 07:50:12
輪胎工業(2021年10期)2021-12-24 17:23:35
輪胎工業(2020年9期)2020-03-01 18:58:44
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國機械工程(2018年14期)2018-09-22 01:14:04
銅業工程(2015年4期)2015-12-29 02:48:39
江西理工大學學報(2015年3期)2015-12-22 05:26:21
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
機床與液壓(2015年3期)2015-11-03 07:02:03
