論測量基準與加工基準一致的重要性
2016-12-13 09:15:43武書
裝備制造技術 2016年10期
武書
(上汽通用五菱汽車股份有限公司,廣西柳州545007)
論測量基準與加工基準一致的重要性
武書
(上汽通用五菱汽車股份有限公司,廣西柳州545007)
測量是決定加工質量的前提條件。通過分析三坐標測量過程,可得出測量基準對于測量結果影響的重要性。特別是對于高精度加工而言,不合理的測量基準選擇將會導致對工件加工結果的誤判,從而對生產設備進行誤調整,加工出不合格的產品,對企業造成重大的損失。
測量基準;加工基準;一致性
在當前的汽車發動機機加工領域,3C件(發動機缸體、缸蓋、曲軸)的大部分加工特征,都是采用三坐標測量。三坐標測量的第一步就是測量基準的選取與測量坐標系的建立。因此,測量坐標系一旦建立,在不考慮測量系統誤差的前提下,也就直接決定了工件測量的結果,從而也就決定了工件質量的判定及加工過程控制。本文通過分析三坐標測量原理,分析測量誤差來源,結合實際的加工測量結果,來闡明測量基準與加工基準一致的重要性,旨在指導選擇正確測量基準,避免在項目階段或者正常生產過程中因測量而產生質量的誤判和設備的誤調整,避免造成浪費。
1 某機型發動機缸體測量基準的選取與坐標系的建立
1.1缸體加工設備、工藝及其測量過程
理論上來說,要求產品的加工基準與設計基準保持一致。但是,對于任何一款發動機缸體而言,為了滿足產品的性能要求,產品的設計基準往往是多樣化的。通常情況下,在大批量的工業化生產過程中,大都通過基準的轉換與公差的收嚴來減少加工的工藝基準,以達到簡化加工夾具設計,降低加工成本的目的。
對于本文所涉及的缸體,所有的機加工設備(除珩磨機外)均為臥式銑床的CNC.缸體加工基準分為粗加工基準DEF,直接由鑄造毛坯面定位加工得到;精加工基準ABC由粗加工基準DEF定位加工得到。其中粗基準DEF只用于部分粗加工以及ABC基準的定位加工。加工工件的線旁質量控制是采用三坐標測量,其工件的測量姿態如圖1所示。
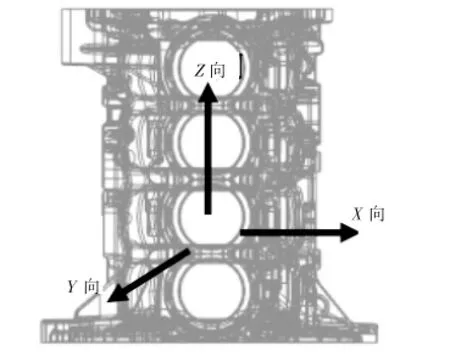
圖1 工件測量示意圖
在測量過程中,有兩種不同的測量基準選擇。一種是以DEF基準建立測量坐標系,其過程為:
第一步,掃描D基準擬合形成平面N1,取N1平面的法向量為測量坐標X1向;
第二步,在E基準取兩個點在擬合平面N1投影的連線為測量坐標系的Y1向;
第三步,Z1向分別垂直于X1向、Y1向。另一種是以ABC基準建立測量坐標系,其過程為:第一步,掃描A基準擬合平面N2,取該平面法向量為測量坐標系N2向;
第二步,掃描B、C基準取其圓心在擬合平面的連線為Y2向;
第三步,X2向分別垂直于Z2向、Y2向。
2.2兩種不同測量基準選擇產生的測量誤差分析
ABC基準以DEF為基準加工而來,由于存在定位誤差和加工誤差,所以二者絕不可能是絕對理想的位置關系,必然存在相對誤差。因此,在忽略測量系統本身的誤差外,以ABC基準建立的坐標系跟以DEF基準建立的坐標系必然存在差異。對于同一特征,在不同的坐標系下測量,其坐標系的原點是一致的,測量的差異來源于不同坐標系各坐標軸之間方向的差異。因此,該測量差異,可以簡化為空間的一個固定點在具有相同原點不同空間坐標系的坐標點差異。假設以DEF為基準建立的空間坐標系設為OX1Y1Z1,以ABC為基準建立的坐標系設為OX2Y2Z2,如下圖2所示。
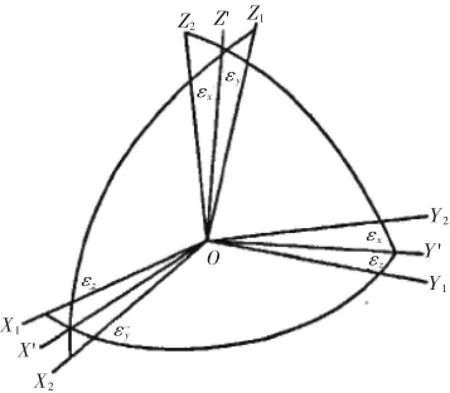
圖2 空間坐標系旋轉示意圖
根據具有相同原點空間坐標系的轉換原理,設εx、εy、εz為空間直角坐標系的旋轉的角度,即歐勒角,則有:

當εx、εy、εz很小時,則可簡化轉化公式為:
在發動機缸體加工的工藝編排中,機加工大致分為三個加工單元,粗加工、半精加工、精加工。測量也是按照加工單元進行分段測量。粗基準DEF只用于少部分特征的粗加工。其中大部分的特征是通過精加工基準ABC來加工的,所有在粗加工單元存在既有以粗加工基準加工的特征,也有以精加工基準加工的特征。而在測量時,特別是在項目的初期階段,往往會忽略測量基準與加工基準的一致性,以其中的一個基準來建立坐標系測量該單元所有的加工特征。那么,相對于工藝要求的精度而言,采用非加工基準測量的特征必將存在巨大的測量誤差。而該誤差,存在不確定性,會導致對工件的加工質量及其生產設備的誤判。
2 測量誤差對測量結果及其生產控制的影響
2.1測量誤差對單個加工特征結果及其判定的影響
(1)單個孔位置的測量,將會造成主軸相對加工坐標系的位置誤判。
在加工過程中,同一臺機床,在同一個坐標系,同一把刀只加工一個特種,如某機型的發動機缸體水套悶蓋孔加工,其工藝要求如下圖3所示。
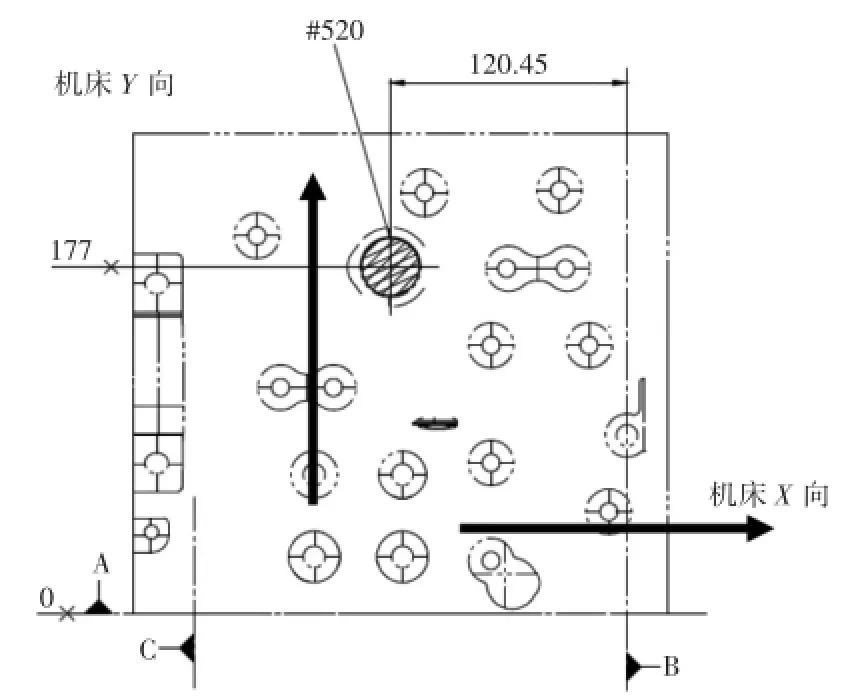
圖3 單個孔加工示意圖
悶蓋孔的位置在機床中加工方向如上圖3所示。若測量基準選擇與加工基準不一致,將會導致測量坐標系旋轉,將會使X向、Y向的測量值發生偏移,從而判斷機床主軸相對加工坐標點的位置發生偏移。因此,根據質量控制的要求,需通過調整坐標系的補償值來調整加工結果,從而造成對設備的誤調整,導致零件批量超差及其后續的悶蓋孔裝配干涉。
(2)單個孔深度及其凸臺面的測量,將會造成對機床Z軸及其刀具長度補償的誤判。
對于臥式加工中心來說,孔的加工深度及其凸臺面相對于基準的距離,是由機床Z向坐標決定。測量的誤差將會導致孔深過深或者過淺(凸臺面相對于基準的基準過大或者過小),從而造成刀具長度補償或者機床Z向坐標補償的誤調整,影響工件的加工質量,同時也會影響刀具加工壽命,提高加工成本。
2.2測量誤差對系列加工特征結果及其判定的影響
系列特征是指用來定位、安裝同一部件或者相關部件所用的多個特征。通常的情況下,根據工藝編排的經驗,為了提升加工效率和加工節拍,確保系列特征的相對位置精度,降低加工成本,會將一些系列特征編排在同一機床,同一坐標系,甚至同一把刀具加工。
(1)系列孔位置度的測量,將會造成對機床定位傾斜以及B軸傾斜的誤判。
以某型號的發動機前端面的系列孔加工為例,其加工工藝如圖4所示。測量誤差對Y向的影響主要表現在左右兩側的孔系一側往向正方向另一側往負方向偏移,誤判工件的加工狀態偏移,得出機床加工定位傾斜,從而對機床的定位面進行誤調整。測量誤差對X向的影響主要表現在左右兩側孔的距離偏移,得出機床主軸相對機床B軸發生偏移,導致對機床的B軸的誤調整。該兩種誤調整都將導致加工質量的超差,影響產品質量。
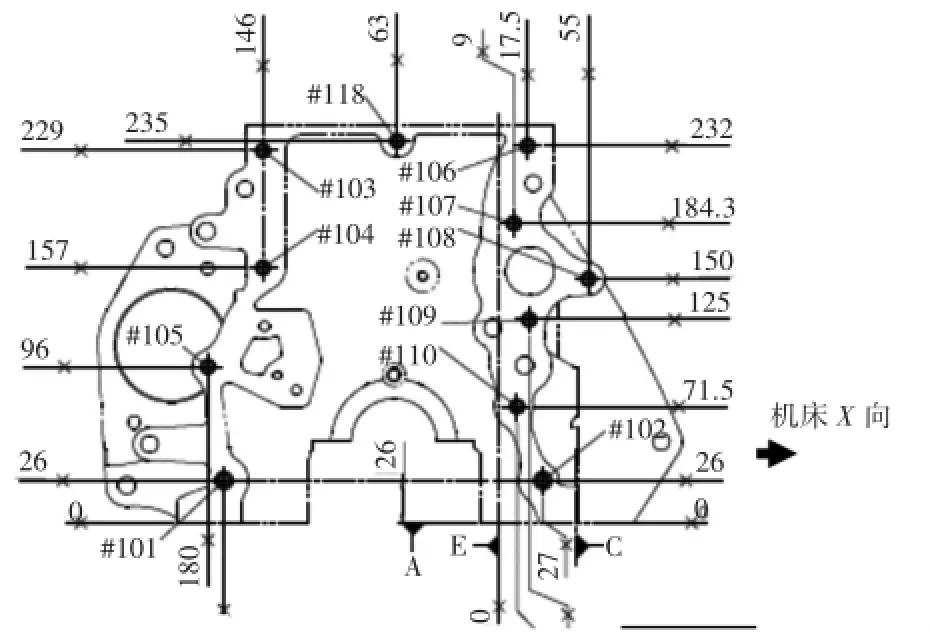
圖4 系列孔加工示意圖
(2)系列凸臺面的加工測量,將會造成對機床B軸傾斜的誤判。
以某型號的發動機進氣側的系列凸臺為例,其加工工藝如圖5所示。
圖5 系列凸臺加工示意圖
測量誤差將會導工件在機床Z向坐標方向左右兩側的坐標分別向不同方向偏移,或者相對于原點位置往同一方向發生線性的偏移,從而誤判定為機床的B軸相對主軸傾斜,導致系列凸臺面左右兩側Z向距離相對基準發生傾斜,導致機床的誤調整,造成加工質量超差。
3 結束語
高精度加工技術,需要高精密的測量技術與測量設備作為保障,同時,也需要選擇合理的測量方式,其中就包括合理的測量基準的選擇。測量基準的選擇,直接決定工件的測量結果與生產過程的控制。為了確保測量結果的準確性,減少設備的誤調整,提升加工效率,降低加工成本,提升企業的競爭力,必須確保測量基準與加工基準的一致性。
[1]柯金樸.空問三維坐標轉換原理及實現[J].江西測繪,2008,(3):16-20.
[2]張卡,張道俊,盛業華,等.三維坐標轉換的兩種方法及其比較研究[J].數學的實踐與認知,2012,38(23):121-127.
The Importance of Consistency of Measuring Datum and Machining Datum
WU Shu
(SAIC GM Wuling Automobile Co.,Ltd.,Liuzhou Guangxi 545007,China)
Measurement is the prerequisite that determine the processing quality.We can know the importance which measurement reference influences measurement result by analyzing the CMM process.Especially for highprecision machining,the unreasonable measurement reference will lead to work piece machining results misjudgment,thereby misadjusting the manufacturing equipment,processing substandard products,resulting in significant losses for enterprise.
measurement reference;processing reference;consistency
TG87
A
1672-545X(2016)10-0125-03
2016-07-20
武書(1990-),男,湖南人,工學學士,助理工程師,主要研究方向:發動機缸體加工工藝。
猜你喜歡
數學小靈通·3-4年級(2024年2期)2024-05-15 02:02:28
世界科學技術-中醫藥現代化(2020年2期)2020-07-25 02:05:36
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
當代陜西(2019年10期)2019-06-03 10:12:04
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
