缸體關鍵特征加工補償及在線監控方法
2016-12-13 06:53:17谷加佩楊風周傳邦
裝備制造技術 2016年10期
關鍵詞:測量
谷加佩,楊風,周傳邦
(上汽通用五菱汽車股份有限公司發動機制造部,廣西柳州545007)
缸體關鍵特征加工補償及在線監控方法
谷加佩,楊風,周傳邦
(上汽通用五菱汽車股份有限公司發動機制造部,廣西柳州545007)
缸體是發動機上最大的獨立式部件,通過它把發動機的曲軸連桿機構和配氣機構以及供油、潤滑、冷卻等系統連接成一個整體,它的加工質量直接影響發動機的性能。就缸體加工過程中的關鍵特征缸體頂面,止推面的加工工藝進行了分析,提出了在線測量補償加工及基于NC程序的質量監控方法。
缸體關鍵特征;補償加工;馬波斯測量系統
缸體是發動機的基礎零件,承載著缸蓋、曲軸、連桿等部件,它的加工質量直接決定了發動機的性能。缸體中關鍵特征的尺寸、位置和形狀精度都要求很高,如頂面輪廓度、止推面輪廓度等。在制造過程中,對于缸體加工基準的選擇,現階段通用的方法是以精加工后的底面以及底面上的兩個銷孔作為加工基準。但其中關鍵特征尺寸如頂面輪廓度的設計基準為精鏜后曲軸孔軸線,后止推面輪廓度設計基準為前止推面。部分關鍵特征加工過程中由于設計基準與加工基準不一致,所以不可避免的存在基準不重合誤差,由于這些特征尺寸精度要求較高,這無疑增加了部分關鍵特征的加工難度[1]。為減小缸體加工中的基準不重合誤差對關鍵特征尺寸的精度影響,使用馬波斯測量系統對加工過程中的基準不重合誤差進行在線測量補償,同時基于NC程序設計在線質量監控方法,旨在提高缸體關鍵特征的過程能力,防止加工超差導致批量報廢。
本文對上汽通用五菱發動機工廠缸體關鍵特征尺寸,缸體頂面輪廓度,止推面輪廓度的在線測量補償加工工藝過程和原理進行了分析,并提出利用NC程序對以上關鍵特征尺寸進行監控防錯的方法。
1 缸體關鍵特征加工尺寸鏈分析
1.1缸體頂面加工尺寸鏈分析
頂面輪廓度是發動機的一個重要特征尺寸,它決定著缸蓋和缸體的貼合程度,頂面輪廓度超差將會導致燃燒室漏氣,發動機功率降低等危害,它由被測面的平面度和被測面到設計基準即曲軸孔的距離決定。精銑頂面采用一面兩銷的定位方式,底面使用三個支撐塊,以及一個圓形銷和一個菱形銷定位[2]。加工基準為底面,設計準為曲軸孔軸心線,存在基準不重合誤差。同時定位面相對于粗基準E的尺寸公差為±0.05 mm,定位時存在基準移動誤差,加工中很難保證頂面與曲軸孔軸心線的尺寸精度。為合理制定加工工藝需對工藝尺寸鏈進行分析。
曲軸孔位置度為φ0.1 mm,轉換為到基準A的距離為50±0.05 mm,頂面輪廓度為0.1,輪廓度公差包括平面度公差和曲軸孔到頂面的尺寸公差,其中平面度要求0.05 mm,所以曲軸孔到頂面的尺寸為195±0.025 mm.組成的尺寸鏈如下圖1所示。
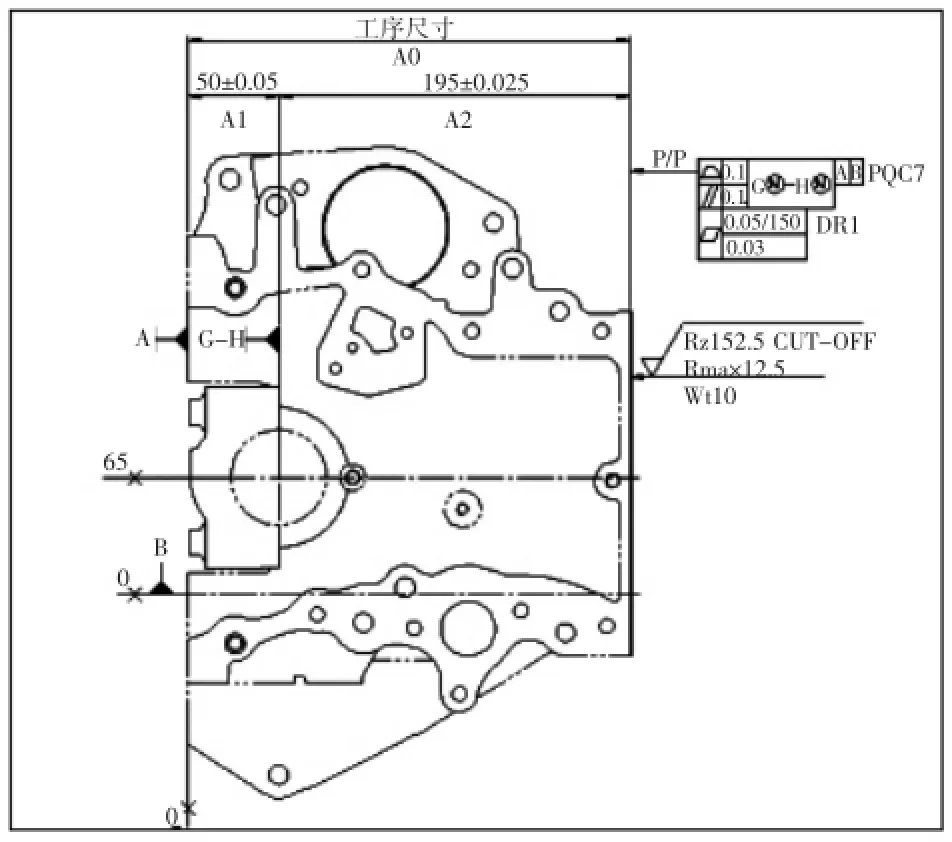
圖1 銑頂面的工藝尺寸鏈
從工藝尺寸鏈可以看出195±0.025 mm是最終間接得到的尺寸為封閉環。使用列表法計算銑頂面時的工藝尺寸A2,如表1所列。由工藝尺寸鏈圖可以看出A0為封閉環,A1為減環,A2為增環。
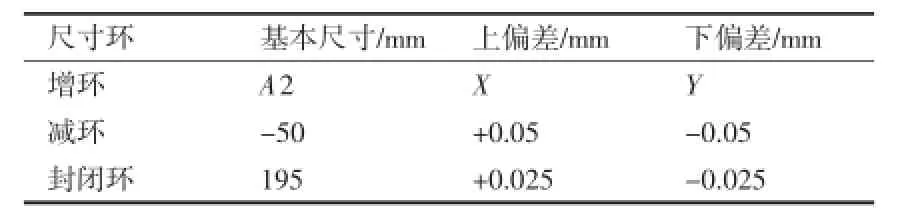
表1 銑頂面工序尺寸列表計算
根據列表法計算工藝尺寸A2的基本尺寸以及上下偏差。
A2+(-50)=195 mm
X+(+0.05)=+0.025 mm
Y+(-0.05)=-0.025 mm
解上式得A2=245 mm,X=-0.025 mm,Y= +0.025 mm.
從計算結果分析,工序尺寸A2的上偏差小于下偏差不合理,所以不存在一個工序尺寸A2使封閉環達到±0.025的精度。
1.2止推面加工尺寸鏈分析
與銑頂面的工藝過程類似,對止推面進行工藝尺寸鏈計算,工藝尺寸鏈如圖2所示。
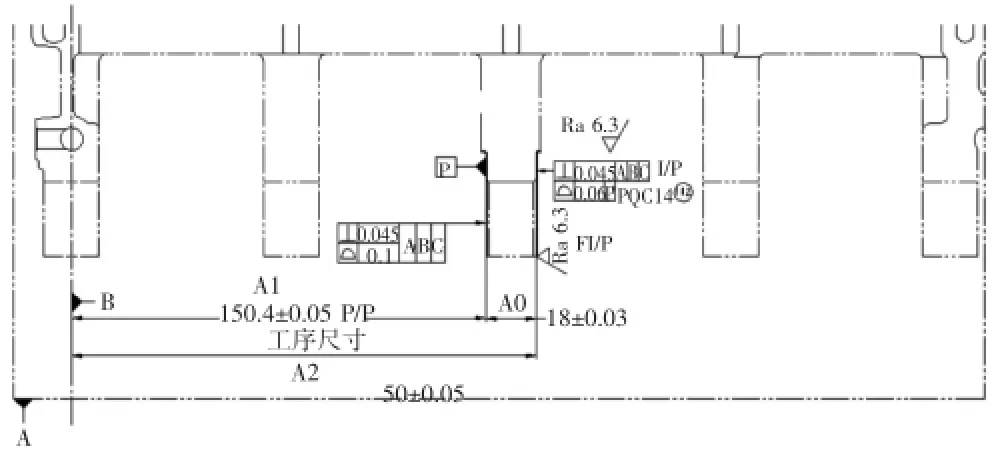
圖2 銑止推面工藝尺寸鏈
18±0.03的尺寸為最終形成的為封閉環,使用列表法計算工序尺寸A2,如表2所示。由工藝尺寸鏈圖A0為封閉環,A1為減環,A2為增環。
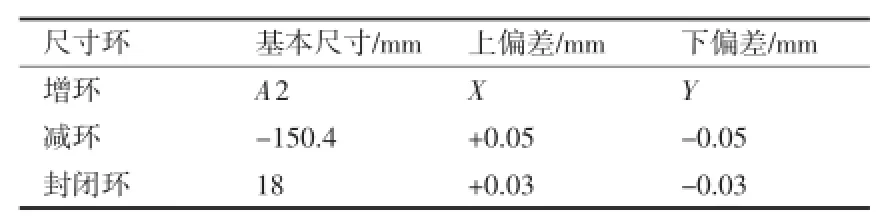
表2 銑止推面工序尺寸列表計算
A2+(-150.4)=18 mm
X+(+0.05)=+0.03 mm
Y+(-0.05)=-0.03 mm
解上式得
A2=168.4 mm,X=-0.02 mm,Y=+0.02 mm.
從計算結果分析,工序尺寸A2的上偏差小于下偏差不合理,所以不存在一個工序尺寸A2使封閉環達到±0.03 mm的精度。
由上述分析可知道由于頂面到曲軸孔的距離,止推面寬度加工過程中存在基準不重合誤差,無法達到理想的加工精度,為滿足上述關鍵特征的尺寸精度,需減小加工過程中的誤差。一般減小誤差的方法有兩種:
(1)誤差消除。通過改變定位方式使設計基準和加工基準一致,銑頂面時通過曲軸孔定位,銑止推面時使用#990定位能消除基準不重合誤差,但會導致夾具設計十分復雜,并且不方便員工操作。通過更改定位方式來消除誤差難度大成本高。
(2)誤差補償。誤差補償的方法就是人為的制造出一種新的誤差去抵消當前成為問題的原始誤差,目前應用較廣泛的是在線檢測補償方法,這種方法是在加工過程中在線測量出工件的實際尺寸,并根據測量結果給刀具一個附加的補償量,以控制刀具和工件的間的相對位置。誤差補償方法是一種有效并且經濟的方法。對于缸體頂面和止推面的加工就是采用誤差在線測量補償的方法以減小誤差。
2 馬波斯測量系統原理
上汽通用五菱發動機工廠缸體線使用的測量系統為無線傳輸方式的測頭,能減小測量系統的接線,減少故障的發生。馬波斯測量系統包括測量模塊、接收模塊、接口模塊[3-4]。系統構成如圖3所示。
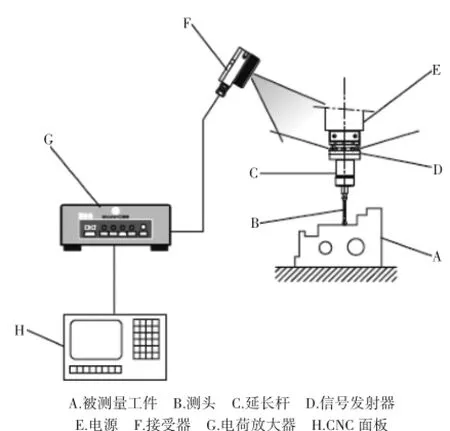
圖3 馬波斯測量系統
2.1測量模塊
用于測量加工特征的坐標尺寸,使用接觸式測量方式,測頭通過數控加工中心的刀柄安放在刀盤中,需要使用時通過換刀將測頭安裝到主軸上對工件進行測量。測量模塊包括觸頭、傳感器、發射器。測頭觸碰到工件時被傳感器感知,并通過發射器將當前位置發送到接收模塊。
2.2接收模塊
接收模塊用于接收測量模塊中發射器的無線信號,并與接口模塊連接。
2.3接口模塊
該模塊用于將馬波斯測量系統和數控系統連接。接口模塊一段連接接收模塊,另一段連接機床數控系統,將測量值傳送到數控系統中的宏變量,方便NC程序使用。
3 在線測量補償加工實現方法
為滿足缸體關鍵特征的尺寸精度,使用馬波斯測量系統對銑頂面,止推面加工誤差進行補償。其中銑頂面時通過100%測量曲軸孔位置度補償工序尺寸。銑軸承蓋結合面以及止推面是通過測量前一件封閉環的尺寸來補償工序尺寸。下面針對兩類不同的補償方式的實現方法做簡要分析:
(1)精銑頂面誤差補償編程方法。利用測頭對工序尺寸曲軸孔到基準A的距離進行測量,測量第一檔曲軸孔上下兩個點的位置并計算出平均坐標值作為基準G,測量第五檔曲軸孔上下兩個點坐標值計算平均坐標值作為基準H,在將G-H的中點坐標作為曲軸孔到底面的距離值,用于補償工藝尺寸頂面到基準A的距離值。測量示意圖如圖4所示。
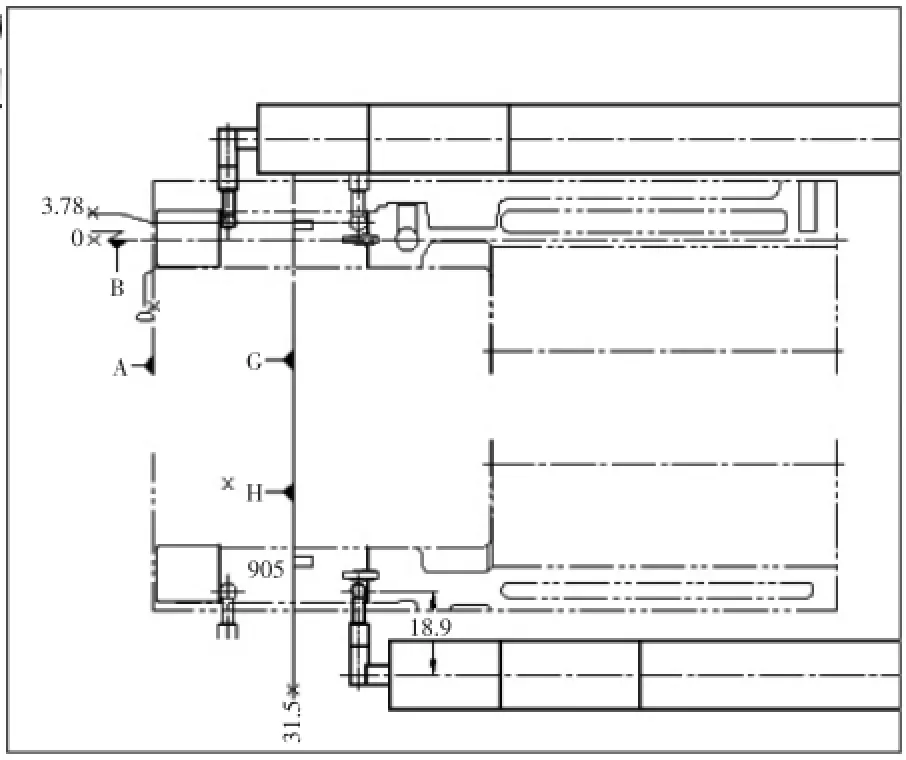
圖4 測量曲軸孔位置示意圖
(2)銑止推面誤差補償編程方法。與頂面補償方法不一樣的是,止推面的補償是采用測量加工完成后止推面的寬度的尺寸用于修正下一次刀具定位位置。測量方式如圖5所示。
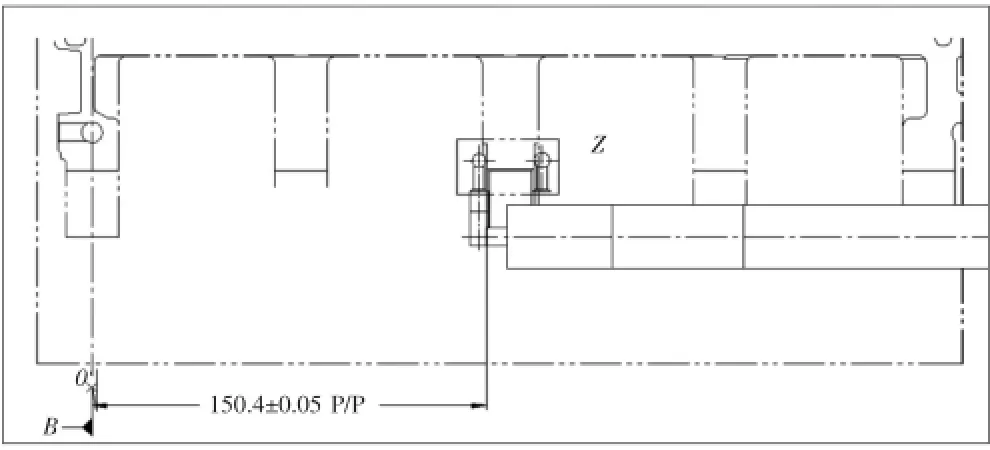
圖5 止推面測量示意圖
(3)基于NC程序防止尺寸超差的監控方法。在線誤差補償方式依賴于測頭的準確性,但是在實際使用過程中會存在測頭測量不穩定,測量不準確等問題。現提出一種基于銑頂面時Z軸的機械指令位置來監控加工尺寸的方法。該方法能有效地防止上述兩種情況導致的工件報廢,監控流程圖6所示。
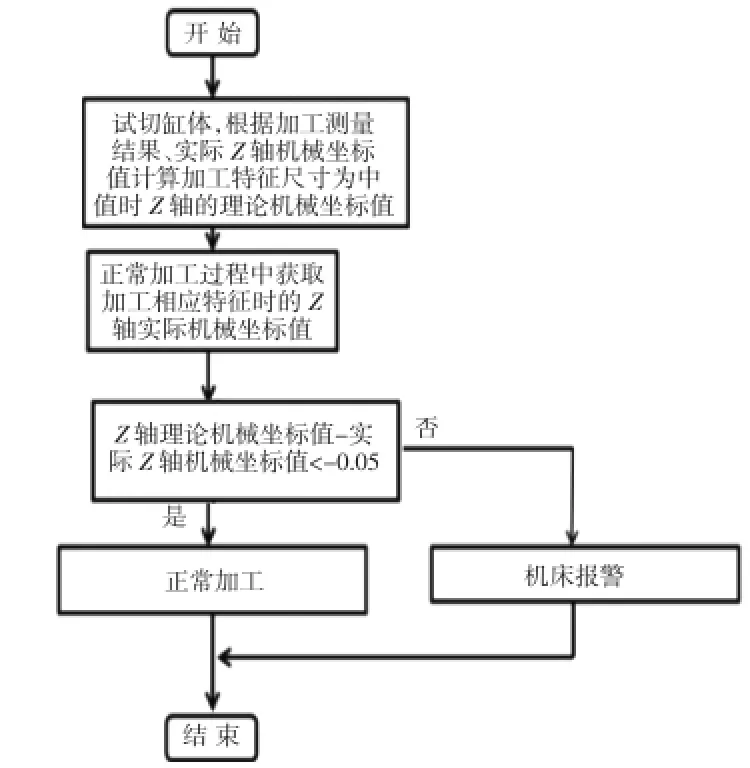
圖6 銑頂面監控流程圖
該方法在校正時試切一件缸體,記錄下試切時的Z軸機械坐標值,機械坐標值通過宏變量#53003獲得,將試切的工件用三坐標測量頂面到曲軸的距離將該距離與基本尺寸的差值來修正Z軸機械坐標值,并將修正后的坐標值設為銑頂面時理論Z軸機械坐標值,大批量加工時當銑頂面時Z軸機械坐標值超過理論坐標值的±0.05則認為加工過程中存在測頭測不準或員工修改刀補不合理,并停止加工,以上過程通過NC程序宏變量可實現,具有較高的經濟性,同時能提高關鍵特征的加工過程能力。
4 結束語
通過對缸體頂面及止推面工藝過程的分析,當加工過程中存在基準不重合誤差,且封閉環尺寸要求較高時,通過在線測量補償的積極控制方法可以很好的達到加工精度,通過基于NC程序設計的尺寸監控方法可在大批量加工中防止工件報廢。
[1]房長興,羅和平,高志永,等.發動機缸體加工工藝研究[J].機械設計與制造,2013,(03):262-264.
[2]王路暐.M代碼在FANUCPMC程序中的譯碼及在CNC設備改造中的應用[J].裝備制造技術,2013,(03):108-110.
[3]王路暐.馬波斯測量系統在加工中心的應用[J].計算機光盤軟件與應用,2012,(23):64-65.
[4]馬波斯測頭:提高精密零件加工質量[J].世界制造技術與裝備市場,2015,(02):115.
The Key Features of the Cylinder Compensation Processing and on-Line Monitoring Method
GU Jia-pei,YANG Feng,ZHIU Chuan-bang
(SAIC GM WULING,Liuzhou Guangxi 545007,China)
The engine block is the largest stand-alone component,through which the crankshaft of an engine connecting rod mechanism and valve train and oil,lubrication,cooling and other systems connected into a whole,its processing quality directly affects the performance of the engine.In this paper,the process of the cylinder block key features of a top surface,surface processing technology push stopper were analyzed,the on-line measurement and compensation processing based on NC program quality monitoring methods.
cylinder key feature;compensation processing;marposs measuring system
TG24
A
1672-545X(2016)10-0210-03
2016-07-09
谷加佩(1991-),男,重慶人,工學學士,助理工程師,主要研究方向為發動機機加工缸體工藝。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
