嵌入式雙面油槽齒坯鍛造工藝和模具設(shè)計(jì)
2016-12-13 06:53:09琚杰江叔通李飛峰黃輝龍
裝備制造技術(shù) 2016年10期
琚杰,江叔通,李飛峰,黃輝龍
(南昌齒輪鍛造廠,江西南昌330044)
嵌入式雙面油槽齒坯鍛造工藝和模具設(shè)計(jì)
琚杰,江叔通,李飛峰,黃輝龍
(南昌齒輪鍛造廠,江西南昌330044)
嵌入式雙面油槽齒坯的油槽會(huì)直接熱鍛成形,為防止嵌入端油槽產(chǎn)生油槽不通的質(zhì)量問(wèn)題,對(duì)3種工藝方案進(jìn)行了論述,嵌入端油槽放置在下模的小無(wú)飛邊鍛造工藝方案可解決鍛件錯(cuò)移與定位面一致性問(wèn)題,進(jìn)而解決油槽不通的問(wèn)題。對(duì)小無(wú)飛邊鍛造工藝的模具結(jié)構(gòu)進(jìn)行闡述,經(jīng)驗(yàn)證,上模的使用壽命要高于閉式模鍛的。
嵌入式雙面油槽;齒坯;小無(wú)飛邊鍛造;閉式模鍛
為提高汽車變速箱齒輪的力學(xué)性能和材料利用率,齒輪毛坯需鍛造,為了能夠獲得較好的潤(rùn)滑效果,則會(huì)設(shè)計(jì)單面或雙面油槽[1]。因檔位齒輪的尺寸不同,雙面油槽的齒輪會(huì)在凸臺(tái)端(與同步器齒環(huán)的焊接一端)設(shè)計(jì)油槽,反面設(shè)計(jì)輪輻,輪輻的作用是為了減重和儲(chǔ)油,油槽設(shè)計(jì)在輪轂端面上,將該種類型的齒輪稱為帶輪輻的雙面油槽齒輪[2],該種結(jié)構(gòu)齒輪一般用于輸出大扭矩低轉(zhuǎn)速的場(chǎng)合。受到徑向尺寸的限制,低扭矩高轉(zhuǎn)速的齒輪則無(wú)法設(shè)計(jì)輪輻,則油槽只能設(shè)計(jì)在端面上,該種類型的齒輪稱為嵌入式雙面油槽齒輪,其毛坯稱為嵌入式雙面油槽齒坯,圖1為一種嵌入式雙面油槽齒輪結(jié)構(gòu)的粗車圖,上端的油槽嵌入大端面深度0.9 mm.
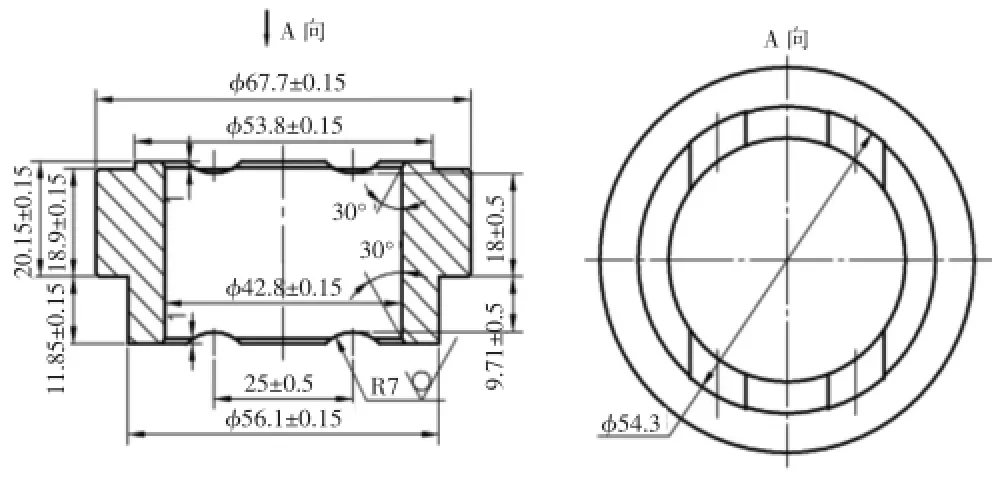
圖1 嵌入式雙面油槽齒坯粗車圖
齒坯的油槽可通過(guò)銑、冷沖或熱鍛工藝成形,若嵌入端的油槽若采用銑或者冷沖工藝完成,此兩種工藝不但會(huì)增加材料消耗,而且會(huì)因增加工序,帶來(lái)近20%制造成本的增長(zhǎng),不可取。故設(shè)計(jì)嵌入式雙面油槽齒坯鍛造工藝時(shí),齒坯的雙面油槽,尤其是嵌入端的油槽,會(huì)設(shè)計(jì)直接鍛造成形,后續(xù)不再進(jìn)行切削加工。因兩端的油槽深度公差需控制在±0.5 mm內(nèi),故所用的鍛造設(shè)備則能控制鍛件封閉高度,如熱模鍛壓力機(jī)或閉式單點(diǎn)壓力機(jī)[3]。為保證第二熱處理(滲碳淬火)時(shí)不發(fā)生分模面裂紋質(zhì)量問(wèn)題,對(duì)齒坯鍛造要求使用閉式模鍛[4]。
1 工藝分析
圖1中為某變速器的輸出軸五檔齒輪,雙面油槽有8處,都是圓形油槽(R7)非加工面,即油槽直接鍛造成形,下端凸臺(tái)φ56.1±0.15 mm處的油槽為貫穿性油槽,上端油槽從A向可以得知,油槽的外徑為φ54.3 mm,上端凸臺(tái)的外徑為φ53.8±0.15 mm,相對(duì)于上端凸臺(tái),油槽沿徑向往外伸出0.25 mm.
該齒輪材料為20MnCrS5,等溫正火硬度160 ~190HB,金相和帶狀為1-3級(jí)。從鍛造工藝角度考慮,凸臺(tái)φ56.1±0.15 mm放置在下端鍛造,鍛件較易成形,鍛件圖設(shè)計(jì)見圖2(a)所示,此設(shè)計(jì)將嵌入端的油槽放置在上模,實(shí)際鍛造過(guò)程中受設(shè)備、模座[5]和模具等精度的影響,鍛件會(huì)產(chǎn)生錯(cuò)移,且錯(cuò)移量無(wú)法全部控制在0.5 mm內(nèi)。閉式模鍛的齒坯切削加工時(shí),第一道工序(粗車)裝夾位是以毛坯在下模成形處來(lái)定位,也就意味著上模的錯(cuò)移無(wú)法通過(guò)切削加工來(lái)糾正,若嵌入端油槽放置在上模,則會(huì)造成油槽不通,見圖3所示,精車后嵌入端形成約0.8 mm凸起的筋,需要打磨,若錯(cuò)移嚴(yán)重時(shí),則會(huì)破壞齒根。
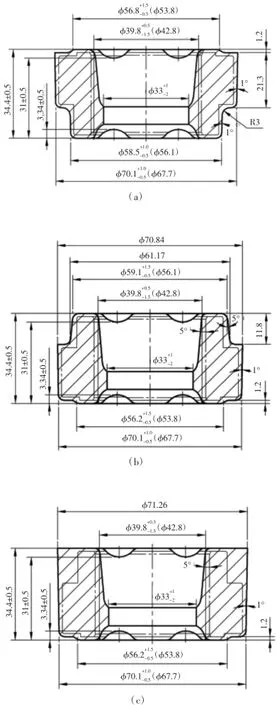
圖2 齒坯鍛件圖

圖3 a方案精車后油槽不通
為保證嵌入端的油槽錯(cuò)移在控制范圍內(nèi),粗基準(zhǔn)(第一道工序基準(zhǔn))需與嵌入油槽端一致,故設(shè)計(jì)時(shí)只能將嵌入油槽端放置在下模,此種鍛造工藝方案則會(huì)增加工藝難度,但可保證錯(cuò)移量在控制范圍內(nèi)。圖2(b)為按照近凈成形技術(shù)設(shè)計(jì)的鍛件圖,分模位置在凸臺(tái)底端,考慮便于脫模,上模的拔模角為5°,但上模與下模接觸的壁厚最薄處只有4.83 mm((φ70.84 -φ61.17)/2),該處很容易在鍛造時(shí)受到偏載力而造成上模崩缺,該種閉式設(shè)計(jì)的方案不可行。若設(shè)計(jì)工藝余塊,將分模位置往上移至與凸臺(tái)頂面平行,如圖2(c)所示,此種方案雖然保證錯(cuò)移量,但會(huì)增加材料消耗0.19 kg/件,切削時(shí)間和熱處理費(fèi)用,此方案也不太可取。
若采用小無(wú)飛邊鍛造方式,以增強(qiáng)b方案的上模徑向厚度,可為較為合理的方案,此不會(huì)增加材料消耗,根經(jīng)驗(yàn)公式[6]計(jì)算選擇的設(shè)備為40MN閉式單點(diǎn)壓力機(jī)。變形工步選擇為鐓粗之后直接終鍛,選擇40規(guī)格及長(zhǎng)度為67.4mm的坯料(重為0.66kg),坯料鐓粗至厚度為22 mm,將鐓粗坯料直接放入模具型腔內(nèi)成形,切邊沖孔之后獲得所需要的鍛件。圖4為使用b方案鍛造出的齒坯精車后的狀態(tài),兩端油槽從凸臺(tái)往外延伸且分布均勻,未出現(xiàn)圖3呈現(xiàn)的筋,故解決了油槽不通的問(wèn)題。
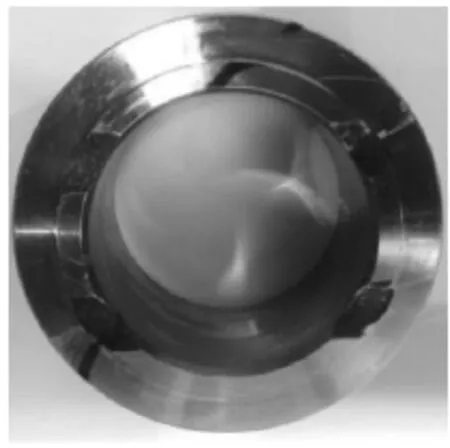
圖4 b方案精車后油槽通且分布均分
2 模具設(shè)計(jì)
根據(jù)鍛件圖2(b)方案和壓型設(shè)備設(shè)計(jì)模具結(jié)構(gòu)[7],如圖5所示,1為上模,2為下模,3為下模鑲塊,4為頂桿。分模面選擇在φ70.84 mm處,相對(duì)于閉式模鍛,上模1的外徑單邊增大了10 mm,以增加強(qiáng)度。由于所用壓型設(shè)備為閉式單點(diǎn)壓力機(jī),上模1與下模2不能接觸,留用3 mm的間隙,導(dǎo)向間隙為0.8~1 mm,多余金屬流入上下模之間的間隙。
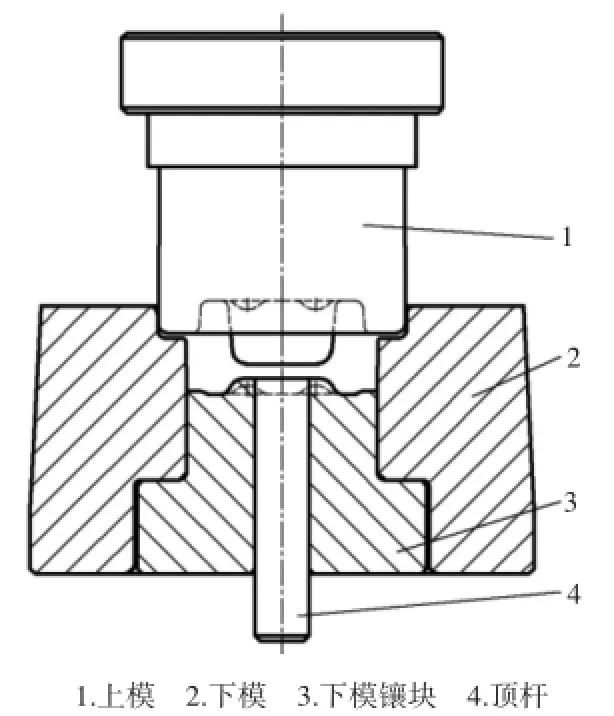
圖5 齒坯模具結(jié)構(gòu)圖
為提高保證生產(chǎn)效率和模具壽命,上模1、下模2和下模鑲塊3使用紅硬性較好的材料H13,硬度可選擇為HRC46-50,頂桿4使用的材料為3Cr2W8V,硬度為HRC48-52.模具翻新采取的方式為下落,下模2可以小改大,以節(jié)省模具投入。
閉式模鍛形成縱向飛邊階段,對(duì)模具的損傷非常大,圖6為閉式模鍛的上模,從圖中可以發(fā)現(xiàn)上模咬邊較為嚴(yán)重,而小無(wú)飛邊鍛造產(chǎn)生橫向飛邊,故不會(huì)出現(xiàn)咬邊情況,如圖7所示,經(jīng)批量生產(chǎn)驗(yàn)證,小無(wú)飛邊鍛造的上模使用壽命比閉式模鍛的要高25%~30%.

圖6 閉式模鍛的上模

圖7 小無(wú)飛邊鍛造的上模
3 結(jié)束語(yǔ)
嵌入式雙面油槽齒坯受制造成本的影響,油槽會(huì)采用熱鍛直接成形。對(duì)該種類型齒坯進(jìn)行鍛造工藝設(shè)計(jì)時(shí),若將嵌入端油槽面放在上模采用閉式模鍛,因無(wú)法糾正上下模錯(cuò)移,則會(huì)產(chǎn)生油槽不通的質(zhì)量問(wèn)題。若將嵌入端油槽放置在下模采用閉式模鍛時(shí),可以控制錯(cuò)移量,但上模較薄則會(huì)造成上模崩缺,選擇增加工藝余塊的方案,雖可控制錯(cuò)移,但經(jīng)濟(jì)上不可行。使用將嵌入端油槽放置在下模的小無(wú)飛邊鍛造工藝,很好解決了嵌入端油槽不通的問(wèn)題。
對(duì)小無(wú)飛邊鍛造的模具結(jié)構(gòu)進(jìn)行了論述,并闡述了模具配合間隙和所用材料,經(jīng)批量生產(chǎn)驗(yàn)證,小無(wú)飛邊鍛造的上模使用壽命要高于閉式模鍛。
[1]蔣鵬.汽車用齒坯的精密鍛造技術(shù)[J].金屬加工(熱加工),2009,(17):16-18.
[2]中國(guó)鍛壓協(xié)會(huì).汽車典型鍛件生產(chǎn)[M].北京:國(guó)防工業(yè)出版社,2009.
[3]閆洪.鍛造工藝與模具設(shè)計(jì)[M].北京:機(jī)械工業(yè)出版社,2012.
[4]余汪洋.齒坯閉式模鍛的模具設(shè)計(jì)[J].機(jī)械工藝師,1994,(4):12-14.
[5]盧建中.摩擦壓力機(jī)閉式模鍛齒坯模架結(jié)構(gòu)設(shè)計(jì)[J].機(jī)械管理開發(fā),2001,63(3):61-62.
[6]姚澤坤.鍛造工藝學(xué)與模具設(shè)計(jì)[M].西安:西北工業(yè)大學(xué)出版社,2007.
[7]許發(fā)樾.實(shí)用模具設(shè)計(jì)與制造手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2005.
The Design of Forging Technology and Die for Gear Blank With Embedded Double-Sided Oil Groove
JU Jie,JIANG Shu-tong,LI Fei-feng,HUANG Hui-long
(Nanchang Gear Forging Factory,Nanchang Jiangxi 330034,China)
The oil groove of the gear blank with embedded double-side oil groove is directly hot forging,in order to prevent the quality problem of the blocked oil groove in the embedded end slot,3 kinds of process schemes are discussed,the small no flash forging process of the lower die by the side of the embedded end oil groove can solve the problem of the consistency between the forging and the positioning surface,and then solve the problem of the blocked oil groove.The die structure of the small no flash forging process is expounded,the life of the upper die is higher than that of the closed die forging.
embedded double-sided oil groove;gear blank;small no flash forging;closed die forging
TG316
A
1672-545X(2016)10-0109-03
2016-07-07
琚杰(1981-),男,江西德興人,助理工程師,學(xué)士,主要從事鍛造工藝和市場(chǎng)開發(fā)工作。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2019年7期)2019-04-25 13:17:14
電子制作(2018年18期)2018-11-14 01:48:16
鐵道通信信號(hào)(2018年2期)2018-04-18 12:18:23
電鍍與環(huán)保(2016年3期)2017-01-20 08:15:32
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
單片機(jī)與嵌入式系統(tǒng)應(yīng)用(2014年9期)2014-03-11 15:35:13
