過程防錯在白車身制造過程中的應用
2016-12-13 06:53:16呂金柱
裝備制造技術 2016年10期
關鍵詞:生產
呂金柱
(上汽通用五菱汽車股份有限公司,廣西柳州545007)
過程防錯在白車身制造過程中的應用
呂金柱
(上汽通用五菱汽車股份有限公司,廣西柳州545007)
隨著汽車產品需求的不斷變化,白車身的車型不斷增加,不同配置的白車身共線生產,存在錯裝、漏裝、混裝等風險。防錯技術是利用防錯裝置減少缺陷產生的一種技術。通過防錯在工位零件裝配過程及白車身制造流動過程中兩個方面論述防錯技術在白車身制造過程中的應用,可以有效降低白車身制造過程中出現的各種錯裝、漏裝等質量缺陷,提高品質降低成本。
防錯;白車身;制造
近年來,隨著客戶對汽車消費需求的多樣化,汽車生產的數量在不斷增加的同時,品種也在不斷增多。多平臺車身柔性生產及同平臺多種不同配置車身柔性生產逐漸成為車身生產的主流模式。柔性生產的方式容易造成零件的錯裝漏裝風險,導致零部件或白車身總成返修,嚴重的甚至導致報廢的情況,增加制造成本。在生產過程中應用防錯技術則是把零件的錯裝漏裝風險降到最低的一種辦法。本文通過對傳統防錯方法的分析,提出了工位零件裝配過程中應用防錯及白車身制造流動過程中應用防錯相結合的防錯方法,并在生產線上實際應用。
1 防錯技術概述
所謂防錯技術,是指利用防錯裝置,防止人、材料以及機器產生產品缺陷,從而實現零缺陷的一種質量工程技術,防錯技術集自動檢測、自動化等先進技術于一體,能夠有效防止人為的差錯,利用簡單的方法提升產品的質量。在ISO/TS16949中,防錯的定義是為了防止不合格品的制造而進行的產品和制造過程的設計和開發[1]。防錯分為設計防錯和過程防錯。
在白車身制造過程中,如果沒有防錯控制技術,那么產品的制造過程就會導致較低的產品合格率和較高的制造成本[2]。過程防錯技術對減少加工廢品、有效降低產品質量問題、提升產品質量發揮著重要的作用。
2 過程防錯在工位零件裝配過程中的應用
當前,生產現場防錯技術的使用越來越廣泛,且技術含量越來越高。常用的防錯裝置有限位開關、定位銷、失控報警、計數器以及傳感器、光電開關、圖像識別等。公司生產現場常用的防錯裝置可歸納為機械固定/半固定式防錯裝置和電磁感應式防錯裝置。
2.1機械固定/半固定式防錯裝置
機械固定/半固定式防錯裝置是在工裝夾具上增加定位銷或限位塊的方式,防止零件錯(漏)裝或左右裝反。某車型尾門外板防錯裝裝置如圖1所示,用4個定位銷防止零件漏裝。當前面工位(見圖2)漏裝1顆或多顆鉚螺母時,圖1的定位銷碰不到鉚螺母,沒有信號輸出給主夾具,夾具不關閉,提醒員工漏裝零件。

圖1 定位銷防錯

圖2 安裝鉚螺母
2.2電磁感應式防錯裝置
電磁感應式防錯裝置是根據零部件形狀的不同而加裝感應器來區分不同零部件來達到防錯的目的。圖3為某車型前大梁總成不同配置零件差異防錯裝置。該車型前大梁總成基本型與標準的差異為是否有支撐板,標準型的前大梁上多一塊支撐板,基本型則無此零件。當生產標準型時,將控制開關轉到標準型(見圖4),標準型前大梁安裝上拼臺,支撐板與感應器接觸后拼臺夾具可以正常關閉。這時如果安裝到錯誤的基本型零件,感應器沒有感應到零件,則拼臺夾具不關閉,提示員工零件錯裝了。當生產基本型時,把氣閥開關轉到基本型。基本型前大梁安裝上拼臺,基本型沒有支撐板,不與感應器接觸,拼臺夾具正常關閉。如果錯裝標準型零件,支撐板與感應器接觸后拼臺夾具則不關閉,提示員工零件錯裝了。

圖3 感應器防錯
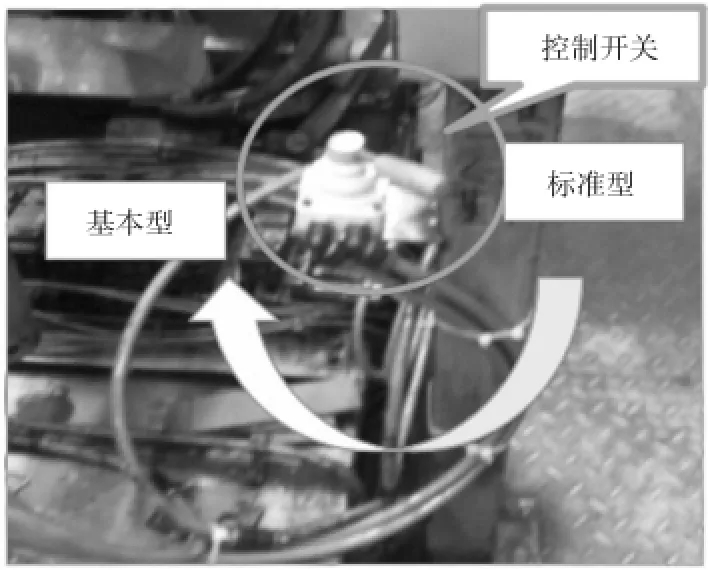
圖4 防錯控制開關
2.3防錯裝置有效性驗證
安裝防錯裝置后在日常生產過程中需要對防錯裝置的有效性進行驗證,避免防錯裝置的失效引起零件錯漏裝。防錯裝置首次安裝使用后必須經過一個星期的生產過程驗證,確保一個星期內沒有問題后才能正式使用。使用過程中每天都必須對其有效性進行驗證,驗證方法是每個班次開始生產前故意安裝錯誤的零件或故意漏裝零件看防錯裝置是否能識別錯誤。如果能識別錯誤則防錯裝置有效,如果不能識別則防錯裝置失效,需要進行維修。
3 過程防錯在白車身制造流動過程中的應用
不同配置白車身共線生產的生產線中,除了考慮單個工位零件防錯外,還需要考慮各分裝線到主線流動過程中各分總成之間的匹配,主要采取目視防錯的方式來確保零件總成之間正確的匹配。防錯方法如圖5所示,給各分總成按預定要求掛顏色標識牌,員工裝配時按顏色配對零部件或切換防錯裝置的開關,其目的在于讓員工在不需要詳細察看零部件總成的情況下快速識別正確零件,防止零件錯裝。
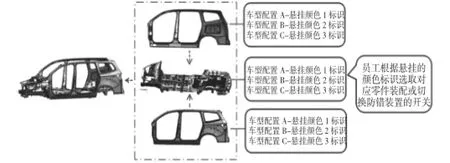
圖5 零部件分總成之間的匹配
目視防錯是采取掛標識牌提醒員工注意車型區別來防止裝錯的方式。從拼焊的第一個工位起每一個零部件總成懸掛車型標識牌,整條生產線員工都可以根據車型標識牌確認當前生產的車型,有零件區別的工位員工根據車型標識牌確認當前防錯設備是否與該車型匹配或選取相匹配的零部件總成來裝配。
3.1建立生產線車型配置標識牌顏色表
生產線車型配置標識牌顏色表包含車型名稱、白車身代碼、車型配置、顏色等信息,如表1所示。員工只需要記住車型配置對應的顏色。
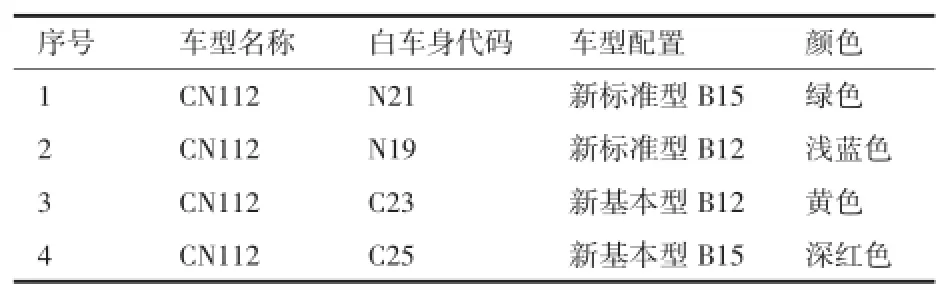
表1 車型配置標識牌顏色表
3.2車型配置標識牌形式
車型配置標識牌用A4紙張雙面彩色打印,同種配置不同部件均用同種顏色。如圖6所示。

圖6 同種配置不同零部件標識牌
3.3車型配置標識牌懸掛
車型配置標識牌在主線上第一個工位開始懸掛,直到離開車身車間進入涂裝車間前的最后一個工位取下來。分拼線如側圍線、門蓋線則在總成料框再懸掛一塊標識牌。圖7所示。

圖7 車型配置標識牌懸掛
3.4車型配置標識牌使用
車型配置標識牌懸掛在白車身指定位置,當白車身從前工位輸送過來時,員工首先看標識牌,確認車型配置。如果員工所在工位有防止錯裝的防錯裝置,員工需要確認防錯裝置與即將到來的車型匹配,然后才能裝配零件。調整線上沒有防錯裝置的工位,員工看即將過來的白車身標識牌確認車型配置,然后根據工位的零件區別示意圖拿取即將要裝配的零件。圖8所示。

圖8 工位零件區別示意圖
4 結束語
防錯技術遵循“不接受、不制造、不傳遞”缺陷的生產“三不”原則。過程防錯能夠在生產過程中最大程度地避免缺陷的發生及傳遞。通過實施過程防錯,不僅可以減少缺陷產品流到后工序造成生產停線、返工返修損失,還可以減少缺陷產品流到最終用戶手上導致的客戶滿意度降低。
[1]茅磊.防錯技術在白車身制造中的應用[J].硅谷,2014,(13):101.
[2]李盛良.防錯技術在轎車白車身制造中的應用[J].汽車工藝與材料,2009,(12):28.
Error Proofing in the Application of BIW Manufacturing
LV Jin-zhu
(SAIC GM Wuling Automobile Co.,Ltd.,Liuzhou Guangxi 545007,China)
With the changing of automobile product demand,body in white increased models,the different configuration of the collinear production body in white,there is mistake packing,packing,such as conventional risk.Error proofing techniques is the use of error proofing devices reduce the defects of a technology.By error proofing in location parts assembly process and the body in white two aspects in the process of manufacturing flow error proofing technology application in the manufacturing process of the body in white,can effectively reduce the body in white in the manufacturing process of all kinds of wrong loading,packing and other quality defects,improve quality lower cost.
anti fault;white body;manufacture
U466
A
1672-545X(2016)10-0202-03
2016-07-13
呂金柱(1979-),男,廣西人,本科,工程師,主要從事車身工藝開發方面的工作。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
