RCC-M規范在核電閥門設計、檢驗過程中的應用
2016-12-13 06:53:17李自強苗安立張佳卿
裝備制造技術 2016年10期
李自強,苗安立,張佳卿
(中船重工第七〇三研究所無錫分部,江蘇無錫214151)
RCC-M規范在核電閥門設計、檢驗過程中的應用
李自強,苗安立,張佳卿
(中船重工第七〇三研究所無錫分部,江蘇無錫214151)
壓水堆核電站是目前最廣泛應用的堆型之一,作為壓水堆核電站的建造規范,RCC-M在核電領域有著非常重要的地位,通過研究RCC-M內容,總結了核電閥門的設計制造、檢驗要求,得出適用于核電閥門的檢驗方法。
核電站;RCC-M;閥門;檢驗
核電站用閥門(簡稱核電閥門),是核電站中使用量非常大的設備,連接著整個核電站的數百個系統,閥門的投資占核電站總投資的2%左右,在后期維護、維修費用一般占核電站維修總額的50%以上。核電閥門又分核1級,核2級,核3級和NC級。以福清核電工程為例,兩個百萬千瓦壓水堆核電機組需要閥門2.8萬臺,核1級占0.7%,核2級占27.9%,核3級占21.4%,NC級占50%。鑒于核電閥門的重要性,其質量保證是非常重要的[1]。目前國內已經有若干家閥門制造企業獲得了核安全局頒發的核安全設備制造許可證書,并使核電閥門的國產化達到95%左右。核電閥門的設計、制造、驗收會涉及多個標準,如RCC-M[2],ASME VIII,ASME 16.34,API 598等標準,同時又要結合各設計院的具體要求進行設計和制造。RCC-M規范是壓水堆建造的主要規范之一,本文將結合RCC-M規范對核電站用閥門設計、制造和檢驗過程中所涉及到的要求進行比較,并總結出核電閥門簡便易行的檢驗方法。
1 RCC-M規范概述
RCC-M是法國《壓水堆核島機械設備設計和建造規則》的簡稱,由法國核島設備設計和建造規則協會(AFCEN)為規范法國壓水堆核電站機械設備設計和建造而編制,是法國法國核電標準RCC系列的一個分支。RCC-M規范規范總計5卷,分別為第I卷《核島設備》(共9篇),第II卷《材料》,第III卷《檢驗方法》,第IV卷《焊接》和第V卷《制造》。各分卷內容覆蓋了設備的設計、制造、檢驗的全部要求。
核安全級閥門,可以按照RCC-M規范進行設計和制造。非安全級(NC級)閥門可以參考核安全3級閥門的設計和制造要求,結合核電站設計標準提出相應的質保等級和抗震等要求。本文重點討論閥門的設計、檢驗和壓力試驗要求。在工程實踐中,閥門除了有設計、制造要求外,還有不同的質保要求、抗震要求等附加要求。
2 核安全級閥門的設計要求
核安全級閥門的設計要求內容在R-CCM第I卷的B、C、D篇,規定了閥體及零件的形狀、壁厚、應力分析規則等內容。其中1、2、3級閥門的主要設計差異在與設計壓力和材料。核1級閥門為高壓閥門,只有1500 LB和2500 LB兩個壓力等級,核2、3級閥門壓力等級覆蓋了150 LB~2500 LB的所有壓力等級。核1級閥門材料以不銹鋼材料為主,核2、3級閥門材料牌號基本一致,包含了碳鋼和不銹鋼材質。核級閥門壓力等級和材質見表1.
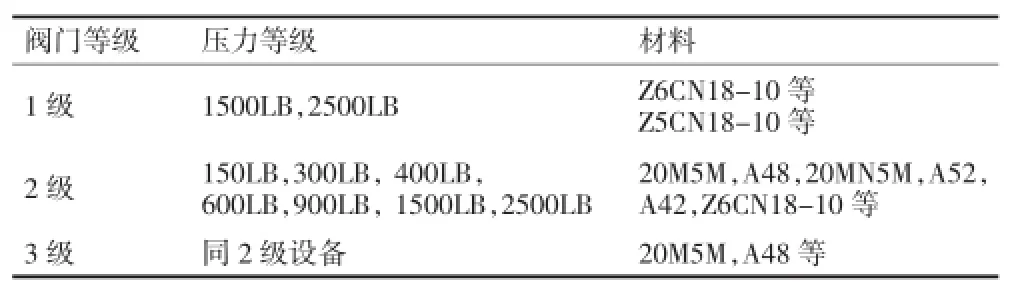
表1 核級閥門壓力等級及材質
3 核安全級閥門的檢驗
核安全級閥門的檢驗要求在第II卷《材料》和第III卷《檢驗方法》中,從原材料到零件到成品,不同階段都需要相應的檢驗方法,以保證產品質量。檢驗包括材料的力學性能試驗(包括拉伸試驗、硬度試驗等),物理和物理化學試驗(晶相組織、晶粒度、鐵素體含量、硫磷雜質含量等),超聲波探傷檢驗,射線探傷檢驗,液體滲透試驗和磁粉檢驗等。
以常見的閥門鑄件材料M1112(20M5M)為例,材料要以熱處理狀態交貨,首先進行化學成分分析,然后對式樣進行拉伸試驗和沖擊試驗,驗證其力學性能,如有不符者可以重新進行熱處理。
3.1外觀檢查
熱處理全部完成后需要進行外觀檢查和內部檢查。表面缺陷的外觀檢查前,零件必須徹底清砂和修整,必須除去冒口、澆口、分型線和澆道等。然后做全面外觀檢查,檢查其表面是否有氧化皮、裂紋、疏松和砂眼等有害缺陷,外觀檢查結束后進行磁粉檢測,磁粉檢查的范圍規定見表2.
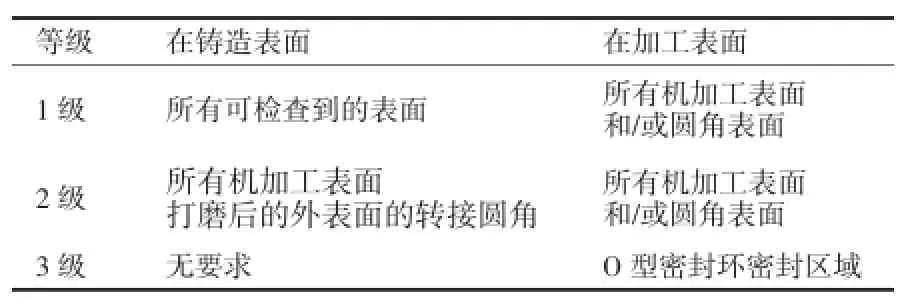
表2 核級設備磁粉檢查范圍
對于蠟模、陶瓷鑄型的小零件可以以滲透檢測代替磁粉檢測。同時對于不適用磁粉檢測的區域也可選用滲透檢測,并按要求記錄缺陷。
3.2內部檢查
內部檢查采用射線照相檢測的方法,對不同級別的設備射線照相檢測區域如下:
1級設備用零件:
(1)公稱直徑大于50 mm的閥門和二回路閥:對整個零件的內部進行檢測;
(2)公稱直徑小于或等于50 mm的閥門:必須檢測器待焊區域和接管端部;
(3)其它零件:原則上必須百分百檢測整個零件。
2級設備用零件:
(1)公稱直徑大于100 mm的閥門:必須檢查待焊區、接管端部,由于須支撐載荷以及鑄造方法造成的危險區域,以及須經深度加工的區域。
(2)對于公稱直徑小于或等于100 mm的閥門:必須檢查其待焊區及端部;對公稱直徑小于或等于50 mm的閥門,可用液體滲透代替射線照相檢測。
(3)焊接邊緣等部位需檢測。
(4)對于主蒸汽系統、渦輪旁路系統、給水流控制系統、輔助給水系統等系統的2級閥門:均需整體射線拍片檢測。
3級設備用零件:
(1)對公稱直徑大于80 mm的閥門:必須檢查待焊區和端部;
(2)公稱直徑不超過80 mm的閥門不要求做射線照相檢測;
(3)對其它零件僅需檢查其焊接邊緣。
射線照相檢測的方法應按照MC3200的要求執行,并根據該要求判斷設備是否合格。
4 核級閥門的壓力試驗要求
水壓試驗必須在機加工、磨削或焊接作業全部完成之后實施,試驗后的非計劃性的機加工或焊接將使水壓試驗結果無效。
試驗壓力必須至少為1.5倍的常溫許用應力,常溫需用應力有專門的計算方法,可以將高溫情況下的需用應力折算到試驗溫度下的需用應力。各等級閥門設備的壓力試驗時間通常為10分鐘。
除上述強度試驗外,還需要進行強制性附加試驗,包括外殼密封性試驗和閥座密封性試驗。
5 結束語
RCC-M除了規定了核電閥門的設計、制造和檢驗要求外,還對焊接、表面處理、熱處理、噴鍍等工藝進行了明確的要求。同時制造廠在進行設計、生產活動的同時還需要滿足規格證書關于質保、抗震等其它方面要求。綜合以上內容可以正確的對核電閥門進行檢查、驗收工作。
[1]張云龍.核電站用閥門[J].閥門,2004,(1):22.
[2]法國核島設備設計、建造及在役檢查規則協會.RCC-M壓水堆核島機械設備設計和建造規則[S].
The Application of RCC-Min the Designing and Examination of Nuclear Valves
LI Zi-qiang,MIAO An-li,ZHANG Jia-qing
(WuXi Division of NO.703 Research Institute of CSIC,Wuxi Jiangsu 214151,China)
PWR nuclear power plant is currently one of the most widely used type of reactor,as the rules for the construction of PWR nuclear power plant,RCC-M plays a very important role in the field of nuclear power,through the study of RCC-M content,summarizes the design of nuclear power valve manufacturing and inspection requirements,and the examination method for nuclear power valve is obtained.
nuclear plant;RCC-M;valve;examination
TH134
B
1672-545X(2016)10-0205-03
2016-07-08
李自強(1983-),男,內蒙古赤峰人,碩士研究生,工程師,研究方向:核電站應急柴油發電機組設計。
猜你喜歡
流程工業(2022年3期)2022-06-23 09:41:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
煤氣與熱力(2021年3期)2021-06-09 06:16:18
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
海峽科技與產業(2016年3期)2016-05-17 04:32:12
中學科技(2014年11期)2014-12-25 07:38:53
