淺談1+1雙卷取5052熱軋卷表面黑條分布
2016-12-13 08:32:58潘雪艷曹盛強楊漢成
鋁加工 2016年3期
潘雪艷,曹盛強,卓 偉,楊漢成
(廣西南南鋁加工有限公司,廣西 南寧 530031)
淺談1+1雙卷取5052熱軋卷表面黑條分布
潘雪艷,曹盛強,卓 偉,楊漢成
(廣西南南鋁加工有限公司,廣西 南寧 530031)
通過1+1雙卷取熱精軋機軋制5052/H32卷材,取樣進行了陽極氧化,比較分析了小黑條的分布規(guī)律,為生產(chǎn)高質(zhì)量的IT板軋制過程控制提供參考。
雙卷取;精軋;陽極氧化;黑條
0 前言
隨著IT背板、手機殼、新能源汽車用鋁發(fā)展需求,人們對鋁合金卷材/板材供料質(zhì)量不斷提高,近幾年這些行業(yè)用鋁合金坯料要求陽極氧化后表面無小黑條。國內(nèi)外大部分鋁合金板材是通過軋制壓延加工方式生產(chǎn),鑄錠通過加熱后進行粗軋,然后進行精軋至一定厚度,再冷軋至成品厚度[1~4]。在精軋過程中,控制表面小黑條程度極為重要。國內(nèi)精軋機有單機架雙卷取和多機架連軋方式。在單機架雙卷取精軋過程中,鋁材經(jīng)軋制后,表面不可避免地存在一定的鋁灰。如張力不合適,卷材表面易產(chǎn)生熱粘傷,鋁灰易進入粘傷處參與了輥縫區(qū)軋制變形,基材表層形成小黑點、黑條缺陷,經(jīng)陽極氧化后缺陷更明顯[5~8]。因此,有必要研究小黑點、黑條在單機架雙卷取熱精軋卷中的分布規(guī)律。
1 試驗條件和方法
520mm×2290mm×5400mm5052合金鑄錠經(jīng)推進爐加熱后,粗軋19道次軋制到20mm轉(zhuǎn)移厚度,精軋3道次軋至5.0mm,精軋下線后溫度為265℃(精軋控低溫出成品的H32態(tài))。卷材在橫切精整線開板后,取卷材頭、中、尾試樣去除表面的油污和氧化層后經(jīng)過陽極氧化,查看表面黑點、黑線缺陷。
陽極氧化工藝流程為:水洗→堿洗→水洗→中和→水洗→氧化→水洗→烘干→檢測。
2 試驗結(jié)果及討論
2.1 堿洗時間確定
在5052/H32熱軋卷中部二肋位置取300mm×100mm樣品,將樣品分切成50mm×100mm小樣,分別堿洗20s、30s、40s、50s、60s、120s后進行陽極氧化,查看黑點數(shù)量情況,以確定最佳堿洗時間。
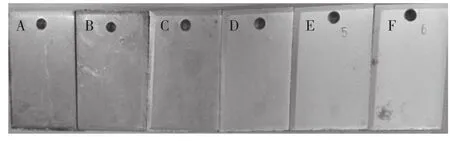
圖1 不同堿洗時間黑點分布情況
A~F分別為堿洗20s、30s、40s、50s、60s、120s后陽極氧化表面。由圖1可知:堿洗20s,板面油污未清除;堿洗30s,黑點、黑線數(shù)量顯現(xiàn)最多;隨著堿洗時間延長黑點數(shù)量逐漸減少,當堿洗至60s時板面無黑點、黑線,故確定堿洗時間為30s。
2.2 熱軋卷縱向黑點分布情況
在熱軋卷頭部、中部、尾部二肋位置分別取一個200mm×100mm樣品,堿洗30s進行陽極氧化,查看黑點情況。
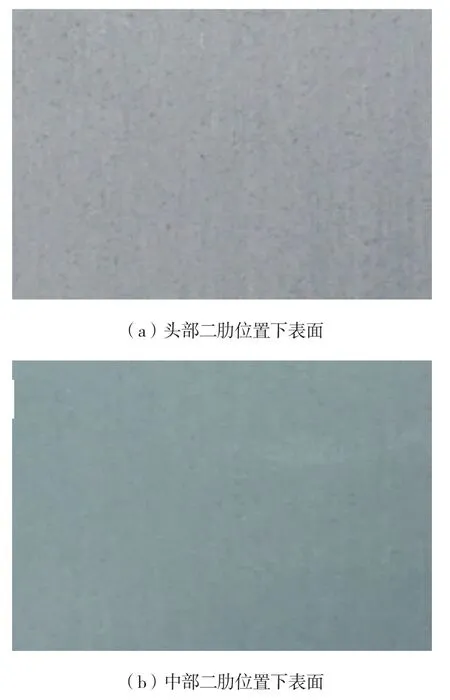
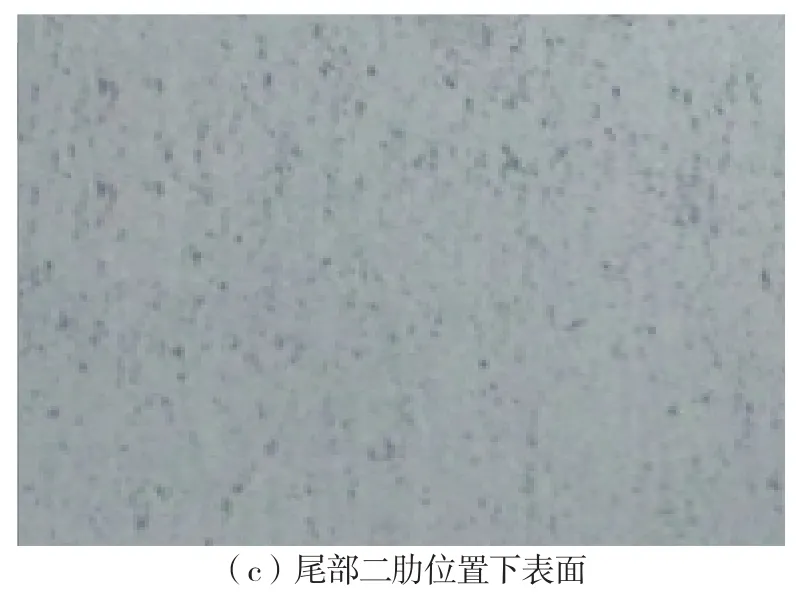
圖2 熱軋卷縱向黑點分布情況
由圖2可知,熱軋卷縱向頭、尾位置黑點多,中部位置相對較少。主要是開軋和軋制結(jié)束時軋速較慢,大壓下量下乳液中的鋁粉被壓入表層。
2.3 熱軋卷橫向黑點分布情況
分別在熱軋卷尾部的二肋、中間、二肋位置取一個200mm×100mm樣品,堿洗30s進行陽極氧化,查看黑點情況。


圖3 熱軋卷橫向黑點分布情況
由圖3可知,熱軋卷二肋位置明顯比中間位置黑點多。主要是軋制中間道次二肋位置熱擦傷,板面粗糙度大,乳液易跑入積留吹掃不掉鋁粉進入基材表層引起。通過加強過濾、撇油方式提高乳液潔凈度可減少精軋卷板面黑點缺陷。
2.4 熱軋卷上下表面黑點對比
選取熱軋卷尾部二肋位置取一個200mm×100mm樣品,堿洗30s進行陽極氧化,查看黑點情況。
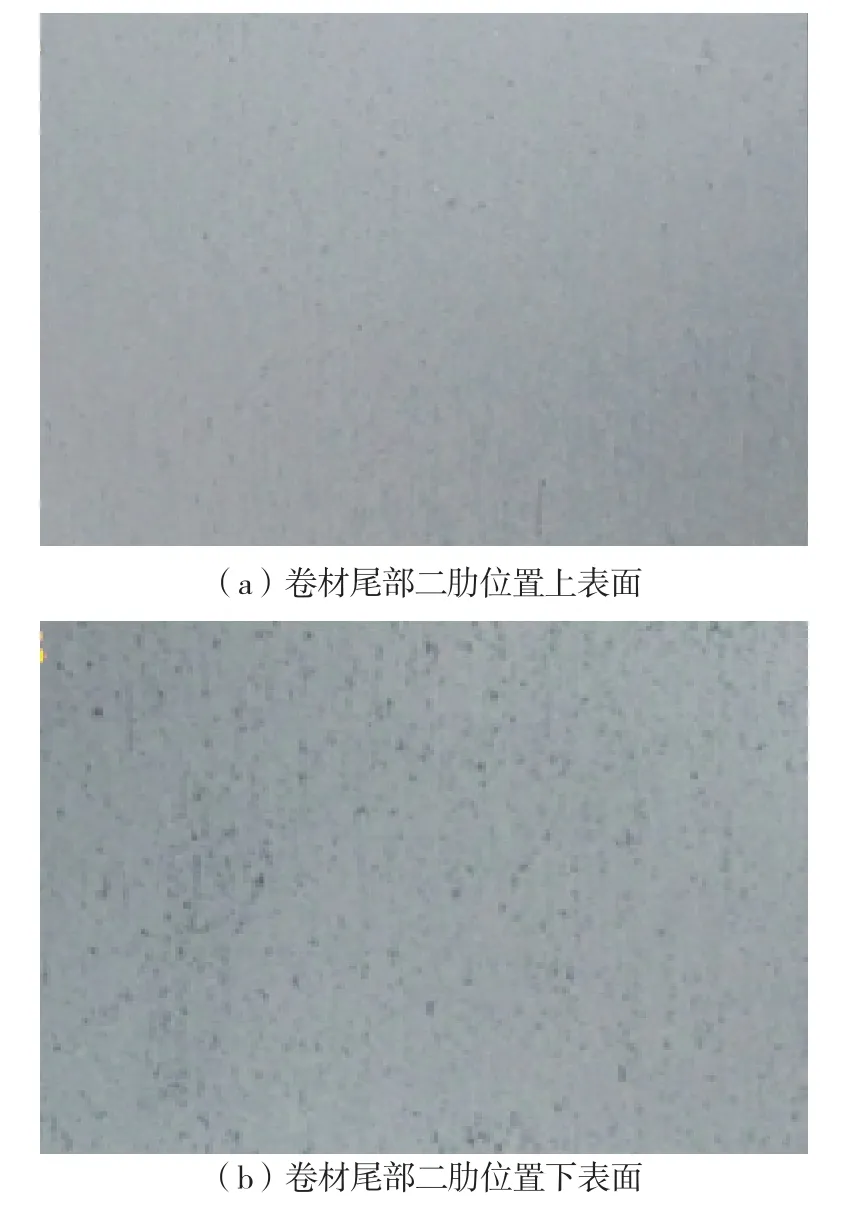
圖4 熱軋卷陽極氧化上下表面黑點分布情況對比
由圖4可知,熱軋卷下表面比上表面黑點多。因下表面乳液噴射受乳液自重影響潤滑較上表面差,軋料在轉(zhuǎn)移過程中下表面接觸輥道造成擦劃傷,加上精軋中間道次下表面存在熱擦傷,軋制產(chǎn)生的鋁粉及乳液中的雜質(zhì)易進入表層留下黑點[9~10]。
2.5 銑面后陽極氧化
為排除因鑄錠本身夾渣等因素引起的黑點缺陷,將熱軋卷中部二肋位置200mm×100mm樣品陽極氧化后拍照,同一樣品經(jīng)過銑面銑掉約三分之一厚度后做陽極氧化,看表面有無黑點。
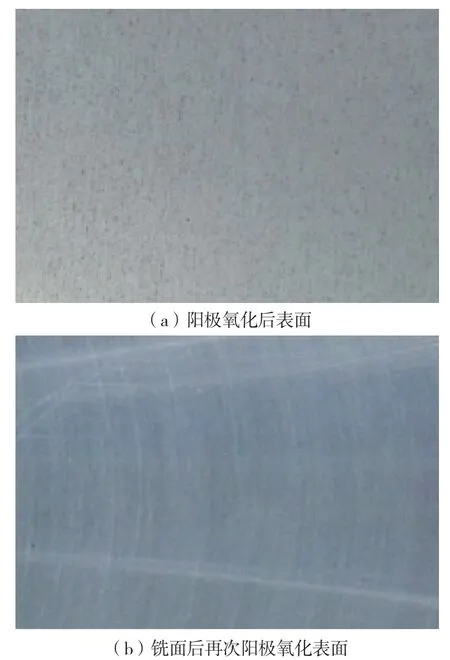
圖5 熱軋卷銑面后陽極氧化結(jié)果
由圖5可知,熱軋卷銑面前做陽極氧化板面黑點多,銑面后再做陽極氧化沒有黑點,由此可斷定熱軋卷陽極氧化后板面黑點產(chǎn)生是乳液臟污引起而非鑄錠本身夾渣帶入。
3 結(jié)論
(1)直接用熱軋卷生產(chǎn)陽極氧化產(chǎn)品,可在陽極氧化工序中延長堿洗時間來消除黑點、黑線。
(2)熱軋卷沿軋制方向頭尾位置黑點較中部多,垂直軋制方向二肋位置較中間位置嚴重。
(3)熱軋卷在軋制過程中上表面潤滑較下表面好。
(4)熱軋卷板面黑點主要是因乳液中鋁粉含量多導(dǎo)致,與鑄錠無關(guān)。
[1] 陳祚啟,高作文,等.鋁合金熱軋帶材“中凸度超標+中間波浪”板形缺陷的原因分析與改進措施[J].鋁加工,2014,5(220):10-14
[2] 溫靜嫻,韋早春,于梅花.鋁合金外殼陽極氧化層缺陷分析[J].廣西大學學報,2010,35(3):437-440
[3] 徐崇義,于莉莉,王利波.板材表面“黑條子”缺陷的形成機理和預(yù)防方法[J].輕合金加工技術(shù),2003,31(4):19-20
[4] 呂新宇,唐明君,焦興貴.乳液對熱軋鋁帶卷的影響[J].輕合金加工技術(shù),2001,29(9):26-27
[5] 潘 禎,劉 鉞.陽極氧化用5052鋁合金基材軋制表面質(zhì)量控制淺析[J].鋁加工,2014,6(221):38-40
[6] 魏云華.鋁熱軋加工工藝乳液的使用性能和使用壽命[J].鋁加工,2002,25(5):10-12
[7] 陳長科.鋁板帶材熱軋用乳液的研究[J].新疆有色金屬,2002,3∶23-26
[8] 李俊峰,劉洪雷,于莉莉,等.消除7×××系鋁合金表面“黑條子”缺陷的方法[J].輕合金加工技術(shù),2008,36(7):29-30
[9] 周亞軍,周立,鐘掘.表面活性劑對鋁熱軋用潤滑劑性能的影響[J].中南大學學報,2006,37(1):96-101
[10] 匡舉.影響硬鋁合金熱軋大規(guī)格板卷質(zhì)量的因素[J].鋁加工,2008,5(184):37-39
(編輯:余東梅)
On Distribution of Black Streak in 5052 Hot Coil Surface by 1+1 Double Coiler
PAN Xue-yan,CAO Sheng-qiang,ZHUO Wei,YANG Han-cheng
(Guangxi Alnan Aluminum Co., Ltd., Nanning 530031, China)
5052/H32 hot coil was rolled by 1+1 double coiler finishing mill. The samples were anodized. The distribution of black streak was compared and analyzed. It could provide a reference for the production of high-quality IT plate when rolling.
double coiler;finishing mill;anodizing;black streak
TG146.21,TG339
A
1005-4898(2016)03-0018-04
10.3969/j.issn.1005-4898.2016.03.04
中建研發(fā)大跨度異型鋁合金施工關(guān)鍵技術(shù)國際領(lǐng)先
潘雪艷(1986-),女,廣西南寧人,助理工程師,主要從事熱軋乳液與冷軋軋制油工藝研究。
2016-01-10
近日,中國建筑工程總公司所屬中建八局自主研發(fā)的“大跨度異型鋁合金屋蓋結(jié)構(gòu)體系施工關(guān)鍵技術(shù)”,經(jīng)上海市住建委鑒定,成果總體達到國際先進水平,其中250米跨多曲率異型曲面鋁合金結(jié)構(gòu)屋頂結(jié)構(gòu)安裝技術(shù)達到國際領(lǐng)先水平。該成果針對250米跨多曲率異型曲面鋁合金結(jié)構(gòu)屋頂、140米跨橢球形鋁合金結(jié)構(gòu)及130米跨雙曲面鏤空天花板結(jié)構(gòu)的特點和難點開展系統(tǒng)研究,創(chuàng)新采用了曲面滑移技術(shù)及相配套的鋁合金滑移施工用支座、鋼結(jié)構(gòu)拼裝胎架、高空格構(gòu)塔式盤扣操作架等技術(shù),有效解決了大跨度多曲率異型曲面鋁合金結(jié)構(gòu)屋蓋的安裝難題,并形成了一套異型曲面鋁合金結(jié)構(gòu)體系的施工方法,為大跨度異型曲面結(jié)構(gòu)工程的施工提供了經(jīng)驗。