UNS N06625鎳鉻合金焊接工藝研究
2016-12-16 05:56:41費東
焊管 2016年4期
費 東
(海油發展安全環保分公司 工程監理公司,天津300450)
UNS N06625鎳鉻合金焊接工藝研究
費 東
(海油發展安全環保分公司 工程監理公司,天津300450)
分析了Gorgon液化天然氣項目應用的UNS N06625鎳鉻合金管道的焊接性,并對該管道進行了焊接工藝評定試驗,提出了控制焊接質量的措施。研究分析表明,UNS N06625鎳鉻合金焊接應采用較小的熱輸入,焊接工藝選用手工鎢極氬弧焊和INCONEL Filler Metal 625焊絲,可以避免在焊接過程中出現熱裂紋,使焊縫獲得與母材良好匹配的性能。通過焊后無損檢測和理化性能檢測,UNS N06625鎳鉻合金焊縫性能符合標準要求。
N06625;鎳鉻合金;焊接工藝評定;鎢極氬弧焊
近年來,隨著全球范圍液化天然氣消耗量的持續增長,對建造LNG設施的需求也不斷增加。LNG設施的建造包括開采、運輸、加工、儲存及輸送等設備[1],它們的服役溫度、工作環境和力學狀態不盡相同,因此,需要各種不同的合金材料,如鋁合金、C-Mn低合金鋼、9%Ni鋼和鎳基材料等。本研究結合澳大利亞西北部Barrow島的Gorgon液化天然氣處理廠項目,對UNS N06625鎳鉻合金的焊接工藝進行了研究。
1 UNS N06625的焊接性分析
UNS N06625 鎳鉻合金(INCONEL 625,簡稱625合金)由于其高強度和優異的可加工(包括焊接)性以及出色的抗蝕性能,在海洋石油及化工行業得到廣泛應用。其使用溫度范圍最高可達到982℃,化學成分及力學性能見表1和表2。
由于625合金具有較高的合金含量,所以容易造成焊接部位的元素偏析,從而導致選擇性腐蝕。 焊縫中 w(Ni)較高,Ni容易與 S、P、Si等元素形成低熔點共晶,在熔池冷卻過程中,若共晶在粗大的柱狀晶邊界積累,會形成局部液膜,在焊接應力的作用下,從而產生熱裂紋[2-4]。此外,焊接Ni-Cr等合金時,若焊件清理不徹底、熔池保護不佳、焊接線能量過大、表面成形凹陷,還會造成焊接接頭脆化[5-6],嚴重時引發裂紋、氣孔等缺陷[7]。

表1 UNS N06625鎳鉻合金限定化學成分 %

表2 UNS N06625鎳鉻合金的力學性能
2 焊接方法及材料
為了避免UNS N06625鎳鉻合金出現熱裂紋,焊接時宜選用熱輸入較小的焊接工藝,以此控制層間溫度。因此,焊接工藝選用手工鎢極氬弧焊(GTAW)。
為滿足復雜腐蝕環境服役條件,獲得與母材良好匹配的冶金及力學性能,預防脆性開裂,選用SMC 的 INCONEL Filler Metal 625(ERNiCrMo-3)焊絲,直徑分別為2.0mm和2.4mm,化學成分及力學性能見表3和表4。

表3 INCONEL Filler Metal 625焊絲化學成分 %
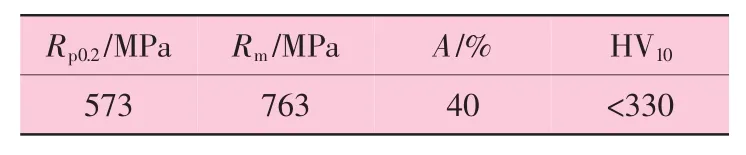
表4 INCONEL Filler Metal 625焊絲力學性能
3 焊接工藝評定試驗
3.1 焊接工藝評定
焊接工藝評定按照ASME IX規范的要求進行,同時必須滿足ASME B31.3標準的相關要求。
3.1.1 焊接試樣的制備
試樣直徑60.3mm,厚度3.91mm,長度200mm,焊接坡口如圖1所示。采用機加工制備坡口,不允許進行火焰切割。由于鎳合金填充金屬較碳鋼焊縫金屬在焊接熔融態流動性差,且粘滯緩慢,因此焊接接頭的坡口須保證適當的坡口角度及間隙,從而確保焊槍鎢極或焊絲能夠有足夠的活動空間。
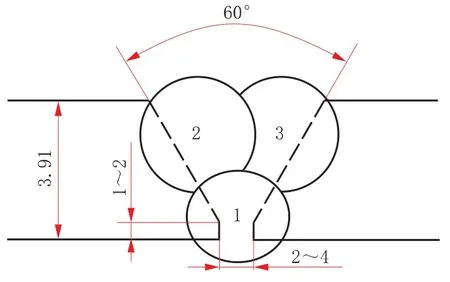
圖1 試樣焊接坡口示意圖
3.1.2 試樣焊接位置及背面保護
試樣焊接位置如圖2所示。焊前試管兩端貼好膠帶,背部進行充氬保護,使用測氧儀測定背部排出的空氣情況,待氧含量低于0.05%方可進行焊接。
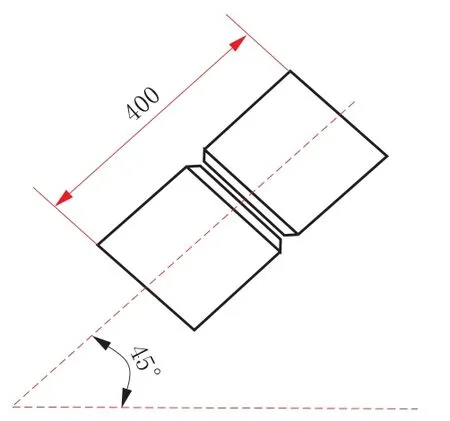
圖2 試樣焊接位置示意圖
3.1.3 預熱
對于鎳鉻合金的焊接預熱要求不嚴,在確保試件表面無水汽的情況下可以不進行預熱。
3.1.4 焊接工藝參數
焊接過程采用較小的熱輸入(1.5 kJ/mm以下),層間溫度不大于100℃,從而防止焊縫及熱影響區晶粒長大,造成焊接接頭韌性下降。焊接工藝參數見表5。
3.1.5 焊后質量檢測
(1)無損檢測。對焊后試樣進行100%外觀檢測、滲透探傷和射線探傷。檢驗結果均滿足ASME IX標準要求。
(2)理化性能檢驗。根據項目及ASME標準的要求,理化試驗主要包括宏觀檢測、拉伸試驗、彎曲試驗及維氏硬度試驗。試樣焊接接頭的焊縫金屬和熱影響區的橫斷面完全熔合、無裂紋,且焊縫成型良好,符合標準要求。試樣拉伸和彎曲試驗結果見表6。根據ASME IX—2007標準QW-153.1的要求,如果焊接拉伸試驗試樣斷在焊縫上,且其抗拉強度大于母材規定最小抗拉強度,則認為試驗滿足要求[8]。由表6可以看出,試樣抗拉強度為900 MPa,大于母材規定的最小抗拉強度(827 MPa),拉伸性能符合標準要求。根據QW-163進行彎曲試驗,試驗結果合格。試樣的維氏硬度檢測結果見表7。由表7可見,硬度值均不大于330 HV10,試驗結果合格。

表5 焊接工藝參數
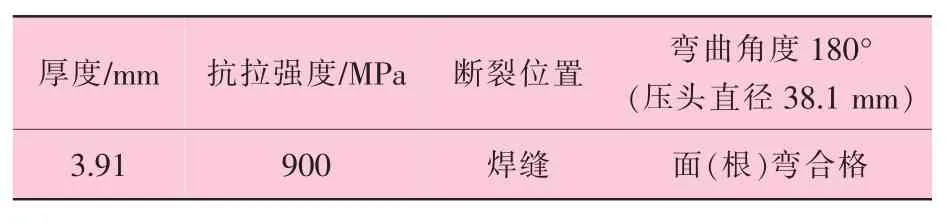
表6 試樣拉伸及彎曲試驗結果

表7 試樣硬度檢測結果 HV10
3.2 焊接過程控制
(1)焊前準備。由于鎳氧化物的熔點比鎳本身的熔點高,當鎳熔化的時候,氧化鎳還遠遠沒有達到熔點,焊前若沒有徹底清潔焊絲表面被氧化的鎳,則這些摻雜在熔池中的氧化鎳就會形成夾渣[9]。另外,油污及氧化物中含有S、P、Pb等有害元素[10],易使鎳鉻合金焊縫產生裂紋。因此,焊接坡口和焊絲必須用無水酒精或丙酮溶液擦拭,去除油污及氧化物;焊工需著裝整潔,防止污染焊件。
(2)避免出現成型內凹。單面焊工藝應保證第一層焊道的成形,表面呈凸形。如果焊縫表面內凹,會導致沿焊縫中心線開裂的現象,特別是焊接小的坡口角度和窄的根部間隙應格外注意。
(3)保護氣流量。保護氣體選用氬氣,焊接氣體保護流量控制在18~22 L/min,背面氣體保護流量控制在15~25 L/min。如果氣體流量過低,則不能有效保護焊縫;氣體流量過高,會造成紊流吸入外界氣體,從而破壞氣體保護效果。此外,背面氣體保護不佳會使焊縫根部出現氣孔、氧化等缺陷。
(4)注意鎢極的使用。鎢極端部形狀對于熔深和焊縫的寬度有著重要的影響。當電流達到100 A時,應采用錐形端部電極焊接,焊接電弧穩定且熔深控制效果好。焊接過程中鎢極接觸到焊縫及母材,容易造成污染,應及時清理并打磨修整鎢極形狀。
(5)避免操作不當產生缺陷。焊接時應使熔池盡可能保持平靜狀態,減少凝固裂紋和熱裂紋。
4 結 論
針對Gorgon項目中UNS N06625管道的焊接工藝,結合工程應用的實際要求,對UNS N06625管道焊接工藝評定及保證焊接質量的過程控制進行了闡述,得出如下結論:
(1)采用GTAW焊接工藝的UNS N06625管道,焊接應選用INCONEL Filler Metal 625焊材,以獲得符合要求的焊縫。
(2)焊接前應注意對坡口和焊絲的化學清理,防止油污等雜質破壞焊縫質量。
(3)注意對焊接過程的把控,防止出現焊縫表面成型過凹;對于坡口質量應嚴格要求,避免因間隙過小、坡口角度偏小而影響焊接質量。
(4)通過焊后無損檢測和理化性能檢測,焊縫性能符合標準要求。因此,Gorgon項目中UNS N06625管道焊接采用GTAW焊接工藝具有很高的可行性。
[1]GRAHAM,HOLLOWAY,ADAM,等.液化天然氣(LNG)用超低溫不銹鋼的焊接及焊接材料[J].金屬加工:熱加工,2005(8):35-40.
[2]王澤明.Inconel625合金TIG焊接接頭組織及力學性能[J].焊接技術,2014(6):20-22.
[3]秦華.Inconel625合金TIG堆焊層組織和性能的研究[J].熱加工工藝,2010,39(17):171-172.
[4]張嵐.Inconel625換熱管板焊接工藝及焊縫組織性能研究[D].撫順:遼寧石油化工大學,2014.
[5]GUO Q M,LI D F,GUO S L.Microstructural models of dynamic recrystallization in hot-deformed Inconel 625 superalloy[J].Materials and Manufacturing Processes,2012(27):990-995.
[6]馬瑞.鎳基合金焊縫凝固組織演變過程模擬和仿真[J].焊接學報,2010,31(7):43-46.
[7]王寶森.熱輸入對Inconel625合金熱影響區組織的影響[J].焊接技術,2014(11):12-14.
[8]ASME IX—2007,Welding and Brazing Qualifications[S].
[9]萬軍.鎳及鎳基合金的焊接[J].鍋爐制造,2004(3):32-34.
[10]呂志軍.Inconel625合金+低溫碳鋼的焊接工藝研究[C]∥中國科協年會海洋工程裝備發展論壇暨海洋工程學術年會.天津:中國造船工程學會近海工程學術委員會,2011.
UNS N06625 Nickel-chromium Alloy Welding Technology Research
FEI Dong
(Project Supervision Company,CNOOC Ener Tech-safety&Environmental Protection Co.,Tianjin 300450,China)
In this article,it analyzed the weldability of UNS N06625 nickel-chromium alloy pipeline used in Gorgon LNG project,carried out welding procedure qualification test,and put forward welding quality control measures.The results indicated that it should adopt smaller welding heat input in UNS N06625 nickel-chromium alloy welding,select manual argontungsten-arc welding and INCONEL Filler Metal 625 welding wire,so as to avoid hot cracking during welding,and make the weld obtain good performance matching with base metal.Through nondestructive testing after welding and the physical and chemical properties tests,UNS N06625 nickel-chromium alloy weld performance accorded with standard requirements.
N06625;nickel-chromium alloy;welding procedure qualification;argon tungsten-arc welding
TG457.6 文獻標志碼:A DOI:10.19291/j.cnki.1001-3938.2016.04.008
費 東(1984—),遼寧錦州人,畢業于西南石油大學,工學學士,焊接工程師,從事有關海洋工程的焊接工藝開發設計及石油石化工程質量控制研究工作。
2016-01-13
修改稿收稿日期:2016-2-16
李 超
中石油管道局“互聯網+油氣儲運工程”取得初步成果
日前,中石油管道局“互聯網+油氣儲運工程”取得初步成果:完成首個數字化恢復項目——連木沁壓氣站數字化恢復工程,實現了實體工程數字資產化,為下一步工程完整性管理、全生命周期管理、大數據管理提供了科學依據。
目前,我國已建長輸油氣管道里程超過12萬千米,基本形成了橫貫東西、縱貫南北的油氣管道輸送網絡。這些管道目前基本靠人工巡護線、閥室看護等傳統方式進行運行維護。
隨著長輸管道向人口稠密、經濟發達地區延伸,管道安全和環保越來越受到社會關注。升級傳統的管道建設管理理念、手段、方法和技術,以適應日益變化的環境和對管道建設安全管理的要求,是管道建設行業努力的方向。
在互聯網技術高速發展的背景下,管道局積極謀劃互聯網技術與油氣儲運工程的深度融合。據了解,通過互聯網技術,管道局已建成企業級數據倉庫,以及涵蓋數字化、智能化內容的設計、采購、施工集成平臺。數據倉庫已成為信息化應用的基礎,為工程項目管理、設計、電子商務、造價等系統提供數據集成通道。
現在,管道局承接了EPC管道項目,設計人員完成工程設計后,在數字化設計平臺上提交物資請購文件。物資采購人員在電子商務平臺上接收到物資請購信息,進行物資采辦。現場施工人員則通過工程項目管理平臺接收設計和采辦信息,組織現場施工,這些都是通過數據倉庫串聯完成的。
據管道局有關技術專家介紹,未來的管道是智慧的管道。它能夠實現可觀測,能夠監測管道所有設備的狀態;可控制,能夠控制管道所有設備的狀態;可自適應,即完全自動化;系統綜合優化平衡,即上游、管輸和用戶之間的優化平衡。
屆時,管道運行維護中的人工巡護線、閥室看護等傳統業務基本可以退出歷史舞臺,管道安全監測、定期體檢、安全性改造等環節的投入會大大減少,而且管道系統更加高效、安全、可靠。
(謝淑霞 摘自中國管道商務網)
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24