雙管板換熱器的制造與驗收過程中應注意的問題
2016-12-16 09:54:55趙焱焱
環球市場 2016年19期
趙焱焱
西安通惠環保熱力設備制造有限公司
雙管板換熱器的制造與驗收過程中應注意的問題
趙焱焱
西安通惠環保熱力設備制造有限公司
雙管板換熱器作為一種特殊的換熱器結構,能很好地解決管程和殼程中的介質相互泄漏的問題,但前提是雙管板換熱器的制造質量要過關,特別是換熱管的質量,必須保證換熱管在使用中不出現管壁破裂的情況。為了更好地應用和推廣雙管板換熱器必須要在各個環節中進行必要的控制,從而為產品的質量提供保證。基于此本文分析了雙管板換熱器的制造與驗收過程中應注意的問題,以期提供一些借鑒。
雙管板換熱器;制造
1、雙管板換熱器的簡介及應用場合
管殼式換熱器是最為常見的單元操作設備之一。而實際操作過程中,換熱器的換熱管和管板連接處最容易發生泄漏。為保證管子與管板的連接強度和密封性能,可采用各種連接方法,但這些方法都不能保證絕對不漏。即使水壓試驗﹑氣密性試驗完全合格,但在操作中由于介質腐蝕﹑溫度﹑壓力作用,特別是壓力﹑溫度的波動或是突然變化(如:開﹑停車﹑不正常操作),往往使得管子與管板連接處產生不同程度的泄漏。少量的泄漏在一般化工工藝中影響不大,是可以允許的;但在特定場合,這些泄漏是不允許的,因此需要采用一種不同形式的換熱器--雙管板換熱器(圖1),其作用不是消除泄漏,而是防止殼程(或管程)漏出的流體混進管程(或殼程),即雙管板間的隔離腔把管程與殼程介質完全分隔開。
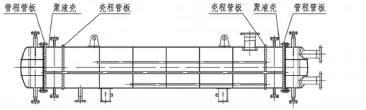
圖1
對于防止介質混合的雙管板換熱器,一般可在內外管板間的空腔上增加放空放凈裝置,供日常定期檢查預防事故以及在內管板發生泄漏時排放,使得管殼程介質切實被內外兩層管板隔離。同時,可以通過從集液腔內流出的介質可以判斷出是管程泄漏還是殼程泄漏。
另一種需要應用雙管板換熱器的場合是管殼程間介質高溫差和高壓差的場合。此時,通常在內外管板之間的空腔中加入一種介質(惰性氣體或液體),以減少管殼程間介質的壓差。這和一般單管板換熱器一樣,不能絕對保證外管板上管口不發生泄漏。
雙管板換熱器的管板結構一般分為 3 種: 整體式雙管板﹑由哈夫短接連接而成的雙管板和由定位支撐連接的雙管板,其中以整體式雙管板較為常用。多數整體式雙管板實為兩管板焊接而成。焊接整體式雙管板與管箱﹑殼體和換熱管的連接示意圖,與管箱法蘭用螺栓連接的管板為外管板; 與殼體連接的管板為內管板; 外管板與內管板焊接為一體,換熱管同時穿過兩塊管板。
2、雙管板換熱器的制造
2.1 殼體
要嚴格控制有關幾何尺寸和方位。錯邊量﹑棱角度和無損探傷按GB150-1998規定執行,周長﹑圓度和直線度按GB151規定執行,殼體長度按圖樣規定。檢查殼體兩端面平行度與殼體軸線垂直度,在兩端面標出對稱的十字中心線,且兩端面中心線連線(方位線)平行于殼體軸線,該標記線是組對雙管板的基準之一。用與折流板外徑相等的圓盤模板工裝預先檢測殼體內徑與直線度,確保折流板外徑和殼體內壁有一定間隙,使管束能順利裝入殼體。
2.2 管板加工
最好采用數控鉆床加工管板孔,以保證管孔直徑﹑垂直度及管口間距。鉆孔時,切削和退刀速度應盡量慢,以保證管孔的表面粗糙度不低于Ra6.3,鉆孔時還應留有0.1mm的鉸孔余量。鉆孔后對管板進行鉸孔,以消除管孔上的縱向劃痕,保證管口的表面粗糙度不低于Ra3.2。
鉸孔完成后,按圖樣規定的管孔公差要求,用止規和通規對每塊管板的管孔進行檢測。應特別注意的是,對于有強度脹或貼脹要求的管板,管孔內不允許存在貫通的螺旋形或縱向條痕。
2.3 折流板加工
將管板與折流板電焊固定并做好方位標記,以管板孔作為導向,鉆折流板管孔。為便于穿管,鉆孔方向應與穿管方向保持一致。每塊折流板正﹑反兩面的管孔均要仔細倒角并清除毛刺,防止穿管時損傷換熱管的外表面。
2.4 殼程管板與換熱管的連接
殼程管板與換熱管的連接是制造雙管板換熱器的關鍵,目前國內設計﹑制造此類設備的下管板與管束的連接方式基本上都是采用強度脹接。但在實際使用中一旦產生應力松弛,常常在此部位引發泄漏,而且無法修復,影響生產。另外,在制造時也有諸多不利因素:
(1)由于雙管板之間的距離大,給脹管器的設計和制造帶來一定的困難。(2)強度脹接時要求換熱管的硬度小于管板的硬度HB30左右,當管子和管板采用同一材質,但又不能用管端局部退火的方式來降低管子硬度時,這一硬度差很難達到,脹接質量也就難以保證。(3)管板加工槽時,雖然有特定的專用刀具,但生產中經常出現排屑不暢,很費時。(4)采用脹接時,管板最小厚度除滿足結構設計和制造要求外,用于易燃﹑易爆及有毒介質工況時,應不小于換熱管外徑,這對壓力不高﹑直徑較小﹑管板計算厚度較薄時顯然是增加了設備的成本,至于復合管板的厚度更是高于采用焊接時的要求。(5)強度脹接時管子的外徑和管孔的內徑之間的配合要較緊,這樣管子外徑尺寸的精度和管孔的精度都要提高,增加了制造難度。(6)強度脹接完全靠試脹﹑經驗而成,容易使管子產生過脹,嚴重時只能重新制造,造成材料的損失﹑工時的浪費;而強度焊接時,有合格的焊工﹑嚴格的工藝規程,焊接質量易于保證,即使不合格也方便返修。此外,還規定了不能采用強度脹接的某些特定的工況。因此我們在設計﹑制造時可以嘗試將殼程管板與管束的連接由傳統的強度脹接改為焊接。
3、水壓試驗和氣密性試驗
一般來說在雙管板換熱器的壓力試驗中應按相應的步驟來進行。在殼程水壓試驗的過程中應按照設計圖樣規定的壓力試驗值來進行,可通過聚液腔的空間檢查內側殼程管板與換熱管的連接質量。水壓試驗合格后還要按要求的壓力試驗值進行氣密性試驗并將透明的形管檢驗工裝分別安裝在聚液腔下方的個排泄孔處,同時為了保持水平液位還需要往形管內加水。出現試驗氣體微泄漏的情況時月形管內的水平液位會發生一定的變化。殼程氨滲漏試驗的過程中可使用試紙在聚液腔的排泄孔試漏加果試紙顏色沒有改變則為合格。另外在做聚液腔氣密性試驗的時候應按要求進行對換熱管接頭與管程管板的連接質量進行仔細的檢查然后再對管程進行水壓試驗和氣密性試驗。
[1]王玲.雙管板換熱器的管板設計及制造[J].中國科技信息,2009,12:181+184.