面向煉鋼–連鑄調度過程的兩階段優化模型與算法
2016-12-17 08:23:56王秀英馮惠任志考周艷平
自動化學報 2016年11期
王秀英 馮惠 任志考 周艷平
面向煉鋼–連鑄調度過程的兩階段優化模型與算法
王秀英1馮惠1任志考1周艷平1
以某鋼廠多臺轉爐及多臺精煉爐對多臺連鑄機的復雜生產線為研究對象,針對其調度過程涉及多設備、多目標、多約束等調度要素,且離散和連續變量混雜,采用常規建模方法難以滿足現場對調度的精度及排產速度的需求問題,提出一種新型的兩階段優化建模方法.首先,證明了爐次從煉鋼到連鑄總等待時間最小的調度目標與該爐次在轉爐開始作業時間最大是等價的事實,并以離散型的設備變量為決策變量,以轉爐開始作業時間最大為動態規劃最優指標,建立設備指派多階段動態規劃基本方程和設備指派優化模型;然后,以爐次在設備開始作業時間的連續型變量為決策變量,并將準時開澆的非線性調度指標轉化成與之等價的線性優化目標,以在同一臺連鑄機上澆鑄的爐次之間斷澆的時間間隔最小、鋼包在設備之間的冗余等待時間最小、提前與滯后理想開澆時間的時間間隔最小為目標,建立線性規劃沖突解消模型.工業實驗表明所提出兩階段優化建模方法在求解速度與求解精度均滿足現場要求.
煉鋼–連鑄,生產調度,優化建模策略,設備指派模型,沖突解消模型
現代制造企業規模龐大、過程復雜等特征給制造過程的調度決策帶來了極大的挑戰[1].鋼鐵企業是最大的制造業之一,與其他制造業所不同的是鋼鐵企業生產過程是在高溫、高能耗下進行的,工序之間的物流要求銜接緊密,在各工序的設備上要準時加工,以此來減少鋼水的溫降,降低能耗.這決定了鋼鐵行業比其他制造業的調度精度要求更高,調度速度要求快,調度難度會更大.
計算機技術的飛速發展給鋼鐵企業生產管理水平的提升帶來了新的機遇.國內外大型鋼鐵企業于20世紀90年初將計算機技術與人工調度經驗相結合建立調度管理系統[2?4],以此來提高調度的精度和生產效率.但所建立的調度系統是否好用、實用,關鍵看嵌入調度系統中的調度模型和方法是否符合鋼廠工況實際.由于各個鋼廠生產的產品不同,設備條件和工藝條件等也不完全相同,所建立的模型和采用方法也不同.所以,針對每個鋼廠的具體生產設備條件及工藝過程,建立合理的調度模型及尋找有效的調度方法和優化技術是提高鋼鐵企業生產效率、降低生產成本的重要途徑[5].
國外大部分鋼廠都是針對自己鋼廠生產設備條件和工藝特點建立了單目標或多目標調度模型[4,6].文獻[6]以一個澆次總完成時間最小、每個爐次在工序之間的等待時間及作業完成時間總和最小為目標建立了混合規劃模型,通過求解得到每個澆次的調度時間表.然后,在同一臺連鑄機上,按照澆次與澆次之間的時間間隔為60分鐘對各澆次進行排序,從而得到所有澆次疊加后的生產調度表.由于文獻[6]所述的所有澆次都在一臺連鑄機上澆鑄且非連鑄設備的作業時間均小于連鑄作業時間,每個澆次又有60分鐘的時間間隔,所以,在每個設備上無需考慮爐次間的設備沖突問題.生產工藝路徑相對簡單,所提出的模型難以應用到多臺連鑄機、多臺轉爐和精煉爐、多重精煉的復雜生產工藝情況.
近幾年國內外學者們也開始對多臺轉爐、精煉爐對多臺連鑄機,多重精煉方式的調度問題進行了研究,并取得了一些成果[7?16].這些成果多數是先建立分段模型或混合整數規劃模型,再采用經典優化方法(拉格朗日[7]、差分方法[8])、啟發式方法[9?11]或智能優化方法(遺傳算法[12]、蟻群[13?14]、果蠅[15]、蜂群[16]等)對模型進行求解,得到相應的調度結果.經典優化方法通常在求解精度上能達到現場滿意的效果,但當規模超過45個爐次時,求解的速度難以滿足現場要求.啟發式方法能滿足求解速度要求,但不能保證解的最優性.智能優化方法初始種群都是隨機生成的,參數設置多數憑經驗給出,沒有理論依據,導致調度解的魯棒性較差.所以,研究符合現場實際,在時間和解的精度上均能滿足現場要求的實用調度方法具有重要的現實意義.
文獻[17]通過對國內某大型鋼廠多臺轉爐、多臺精煉爐對多臺連鑄機的復雜生產過程的分析,建立了既含有設備變量(離散型變量)又含有時間變量(連續型變量),而且時間變量依賴于設備變量混合整數規劃模型,分析了模型難以求解的原因.本文在文獻[17]的基礎上,提出了新的兩階段優化建模策略,解決了模型難以求解的問題,并在求解速度及求解精度上均滿足現場的要求.
1 煉鋼–連鑄生產過程描述[18]
圖1是某大型鋼廠煉鋼–連鑄生產過程所使用的設備和生產工藝過程.首先,將高爐中的鐵水注入鐵水包且送到煉鋼廠,并倒入轉爐設備中進行吹煉,吹煉的過程是把高溫條件下的鐵水進一步冶煉為含碳量更低的鋼水.然后,將轉爐中的鋼水倒入準備好的鋼包中,由指定的臺車和行車將裝有鋼水的鋼包送到相應的精煉設備上進行精煉.精煉是將轉爐冶煉的普通鋼水繼續進行脫碳、去硫和去除雜質等處理,使普通鋼水變成優質鋼水,以確保連鑄機澆鑄出合格的板坯.根據鋼種的不同,有的鋼水包需要經過一重精煉、兩重精煉或三重精煉處理過程.所謂一重精煉是指鋼水包只經過一次精煉處理,即只走一個精煉設備(例如:1#鋼包走3#RH一個精煉設備);二重精煉是指鋼水包需要經過兩次精煉處理,即需要走兩個精煉設備(例如:2#鋼包走2#RH和KIP兩個精煉設備);同理,三重精煉是鋼水包需要經過三個精煉設備處理(3#鋼包走1#RH、2#CAS和LF三個精煉設備).精煉處理結束后,再由指定的臺車和行車將鋼水包吊運到指定的連鑄機前,并倒入對應的中間包中.中間包的鋼水不斷進入結晶器中,通過結晶振動冷卻后,從連鑄機拉出板坯.板坯經軋機(直軋/冷軋)軋成各種鋼材產品以供銷售.這是一個多臺轉爐、多臺精煉爐對多臺連鑄機,具有不同精煉重數的煉鋼–連鑄生產工藝過程.
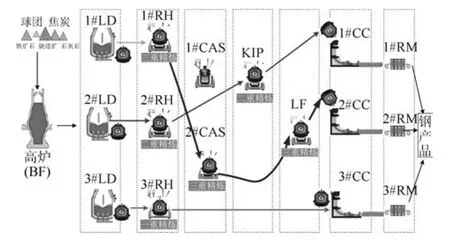
圖1 煉鋼–連鑄生產工藝過程Fig.1 Production process of steelmaking-continuous casing
2 調度計劃的兩階段優化建模策略
該大型鋼廠煉鋼–連鑄生產調度計劃的含義是以澆次計劃為基礎,在爐次的生產工藝路徑,爐次在轉爐、精煉爐上的加工時間、運輸時間及各澆次開澆時間已知的條件下,確定各澆次中的爐次在哪臺轉爐、哪臺精煉爐上加工,并確定出各爐次在轉爐、精煉爐及連鑄機上加工的開始時間和結束時間,形成煉鋼–連鑄生產作業時間表(稱為調度計劃),并確保澆次內的爐次連續澆鑄,爐次在連鑄前等待時間不能超過規定的時間,同一個設備兩個相鄰爐次不能產生作業沖突等目標[18].
2.1 變量及符號說明
i澆次序號,i=1,2,3,···,N;
Ni第i個澆次中的爐次數;
j爐次序號,j=1,2,···,Ni;
Lij第i個澆次的第j個爐次;
?ij爐次Lij從轉爐到連鑄工序的加工設備總數;澆次計劃中的精煉方式確定后, ?ij的取值就確定了;
θ爐次Lij從轉爐到連鑄加工的順序號, θ=1,2,···,?ij;
g表示設備類,g=1,2,3,···,G,如g=1表示轉爐設備;g=2表示第一類精煉設備類,g=G表示連鑄設備類;
Ti澆次i的理想開澆時間,由現場給定;
Mg表示第g類設備中含有的并行機數;
kg設備變量,表示g類設備的第k個設備序號;kg=1,2,3,···,Mg;
Tij(kg(θ)) 爐次Lij的第θ個操作在第g類設備的第kg(θ)個設備上的加工時間;當θ不同時,爐次Lij的操作設備類型g也不同,所以,g是θ的函數,即g=g(θ), kg=kg(θ);對于連鑄設備,不同爐次在連鑄機的處理時間是不盡相同的.所以,處理時間Tij(kg(θ))是設備變量kg(θ)的函數;
Tij(kg(θ), 爐次Lij從第θ個操作設備kg(θ)到第
kg(θ+1)) θ+1個操作設備kg(θ+1)之間的運輸時間.由于爐次Lij的第θ和θ+1個操作設備不同,其運輸時間也不盡相同,所以運輸時間Tij(kg(θ),kg(θ+1))是爐次上下操作設備的函數;
yij(kg(θ)) 設備變量kg(θ)的函數,當yij(kg(θ))=1,表示爐次Lij的第θ個操作在g類設備上的第kg(θ)個設備上加工;否則, yij(kg(θ))=0;
xij(kg(θ)) 稱為時間變量.爐次Lij的第θ個操作在第g類設備的第kg(θ)個機器上加工的開始時間.
1)性能指標
a)澆次準時開澆,即澆次中的第一個爐次偏離理想開澆時間盡可能小.
b)澆次內的爐次連鑄澆鑄,即同一個連鑄機上相鄰爐次斷澆的時間最小.
c)爐次在不同設備之間的冗余等待時間盡可能的小.
2)約束條件
a)爐次操作順序的約束,即爐次必須按其生產工藝路徑進行加工.
b)同一設備不同爐次不能出現作業沖突約束.
c)爐次在連鑄前最大等待時間不能超過企業規定的范圍.
d)爐次在同類設備處理的唯一性約束.
e)按照現場給定的開澆時間準時開澆.
2.2 兩階段優化建模
2.2.1 基于動態規劃的設備指派建模
1)設備指派建模分析
一個爐次從轉爐煉鋼到形成鑄坯需要經過煉鋼工序、多重精煉工序和連鑄工序的生產過程.由于每道工序都可能存在并行機的問題,根據已知條件,除連鑄階段外,需要在具有并行機的工序上為爐次選取一個具體的加工設備.這是一個多階段決策問題,動態規劃是解決多階段決策的最好方法.所以,本文基于動態規劃方法建立設備指派模型.
使用動態規劃方法的關鍵是根據實際問題建立多階段決策的基本方程,為每個階段做出決策.由于與爐次設備變量相關的調度性能指標為爐次從煉鋼到連鑄之間整個冗余時間最小.為建立動態規劃的基本方程,需要將上述調度性能指標進行轉化.
令wij表示任意一爐次Lij在其所有操作之間冗余時間之和,其最小值記為min wij.爐次在轉爐開始加工時間最大,記為max{xij(k1)|k1=1,2, 3}.對于任意一個澆次中的任意一個爐次Lij,假設它從轉爐到連鑄工序所經過的設備數為?ij,則Lij相鄰兩個操作θ與θ+1(θ=1,2,3,···,?ij?1)設備間冗余時間為
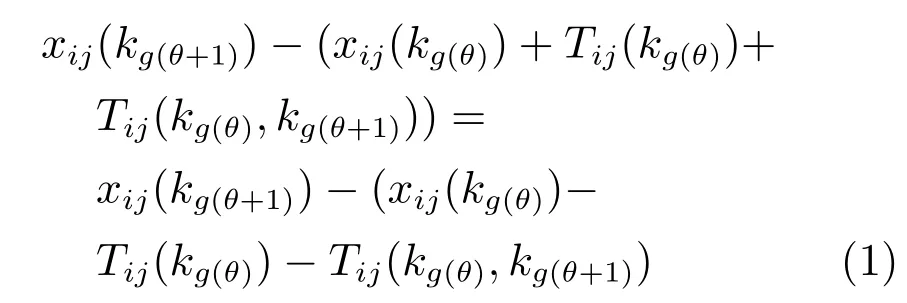
任意一個爐次Lij在其所有操作設備間冗余等待時間之和為
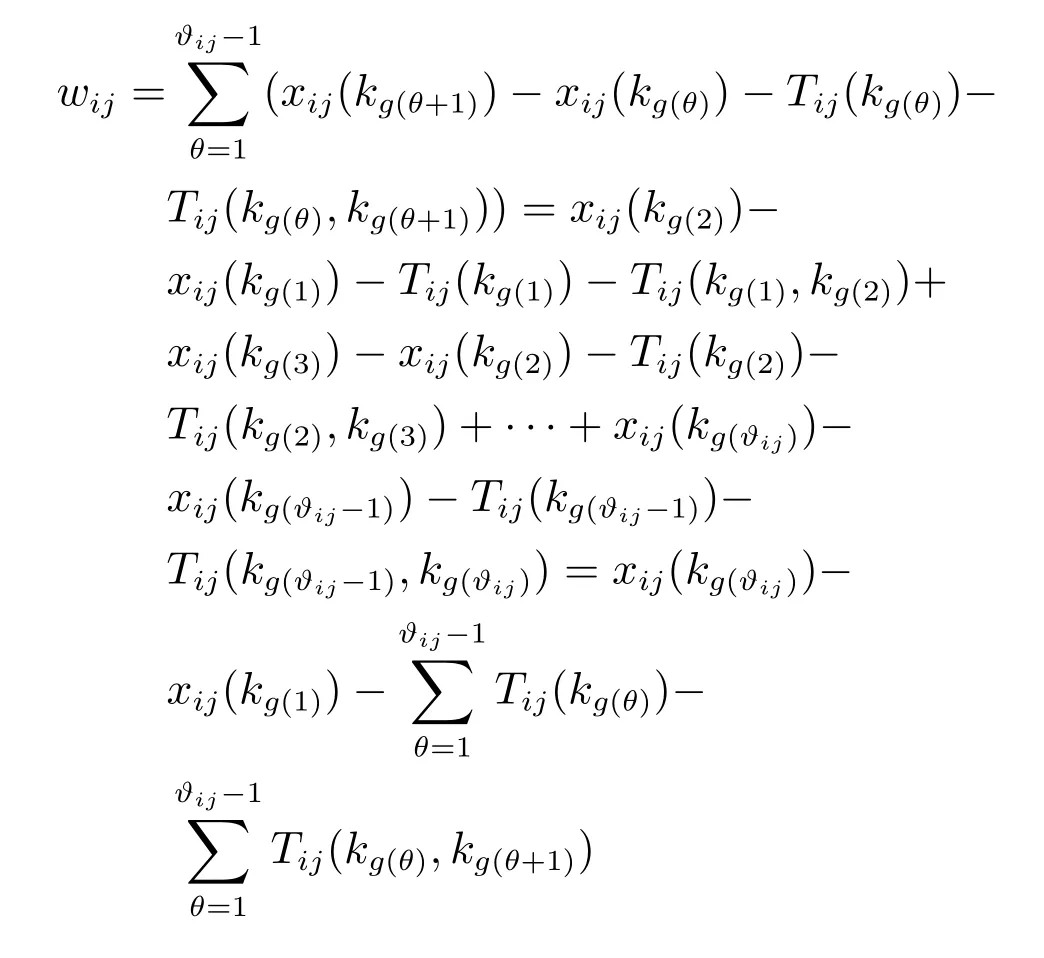
由于在連鑄工位上有θ=?ij,g(?ij)=6;而在轉爐工位上有θ=1,g(θ)=g(1)=1,則上式為
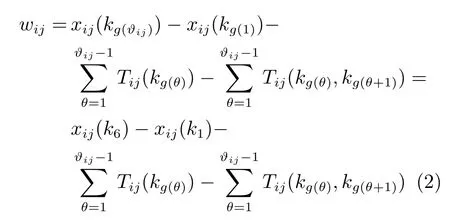

即一個爐次從煉鋼到連鑄總等待時間最小與該爐次在轉爐開始作業時間最大是等價的.
2)設備指派動態規劃的基本方程
令爐次在轉爐的開始作業時間為xij(k1).根據爐次的生產工藝方式可知任意一個爐次的操作順序θ=1,2,3,···,?ij,依據動態規劃各階段狀態轉移方程可得:
從第一操作到第二操作狀態轉移方程為

即

從第二操作到第三操作狀態轉移方程為
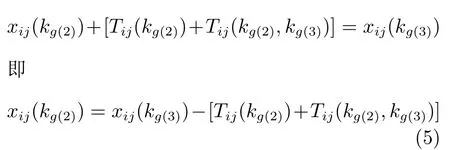
由此可得到從第θ個操作到第θ+1個操作狀態轉移方程為

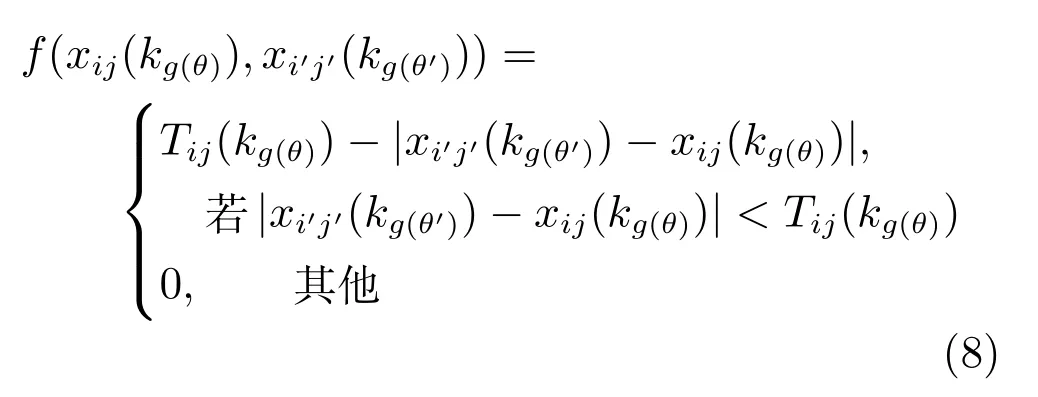
由于為爐次Lij指派設備時還需要考慮它在同設備上與已安排爐次Li'j'可能沖突的時間段,記為f(xij(kg(θ)),xi'j'(kg(θ'))).于是,從第θ個操作到第θ+1個操作狀態轉移方程應定義為
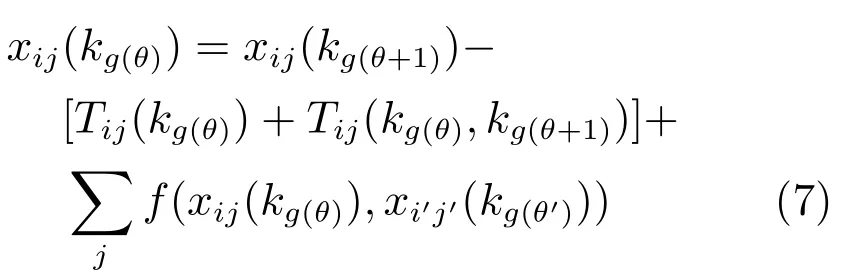
其中
以各爐次Lij在連鑄機上的開澆時間xij(k6)作為基本方程的初始條件,而xij(k6)是理想開澆時間Ti和爐次的澆鑄時間Tij(k6)之和,于是有任意個爐次Lij從轉爐到連鑄各階段(各操作)基本方程為
3)基于動態規劃的設備指派模型
根據上面的分析,現以設備變量kg(θ)為決策變量,以爐次在轉爐開始作業時間最大max{xij(k1)|k1=1,2,3}為最優指標函數,記為Fij(k1,k2,···,k?ij).以爐次在同類設備處理的唯一性為約束建立如下設備指派優化模型.
a)優化目標:

式中,xij(k1)可由狀態轉移方程(9)從連鑄工序遞推得到.
b)約束條件:
式中
2.2.2 沖突解消模型
設備指派模型的功能是依據爐次Lij的加工順序θ=1,2,3,···,?ij和動態規劃基本方程(9)為爐次Lij確定出具體加工設備,記為但由于設備指派模型僅考慮了爐次Lij在所加工的設備之間的冗余等待時間最小的性能指標和選取設備唯一性約束,沒有考慮調度的其他性能指標和約束,導致不同爐次在同一個設備上可能出現作業時間沖突現象.
沖突解消模型的功能是在Lij已確定了加工設備的基礎上,重新確定爐次在其所加工設備上的開始作業時間和結束作業時間,以滿足調度的各項指標和約束.
1)決策變量的選取
2)性能指標和約束條件
從文獻[17]所建立模型的過程看,性能指標“澆次準時開澆”是一個非線性(含有絕對值)的目標函數.為提高求解速度,首先將非線性目標轉換成兩個線性目標,并給出兩個變量的定義:
定義1.提前理想開澆時間的偏差量為
定義2.滯后理想開澆時間的偏差量為

結論1.準時開澆的目標函數等價于提前與滯后理想開澆時間偏差量之和.
證明.由于

注1.結論1說明準時開澆的性能指標等價于澆次提前于理想開澆時間與滯后于理想開澆時間兩個指標之和.在實際生產中這兩個指標的重要程度是不一樣的[19],因此,將準時開澆看成兩個指標更符合實際.
3)基于線性規劃的沖突解消模型
通過上述分析可知,建立沖突解消模型需要考慮如下4種性能指標:
a)澆次提前于理想開澆時間最小;
b)澆次滯后于理想開澆時間最小;
c)澆次內的爐次要連續澆鑄;
d)澆次內各爐次在各操作設備上的冗余等待時間盡量小.
假設上述同類指標賦予相同的權重,則采用加權方法將多目標轉化成單目標線性規劃模型為

式(16)表示澆次內的爐次連續澆鑄,爐次在設備間的冗余等待時間盡可能的小,提前于理想開澆時間和滯后理想開澆時間的時間間隔盡可能小的4個指標加權之和.其中,C1為連鑄斷澆懲罰系數; C2為爐次等待時間的懲罰系數;C3為前于理想開澆時刻的懲罰系數;C4為遲于理想開澆時刻的懲罰系數.式(17)對于同一爐次必須在前一個設備加工完成后方可在下一個設備上加工.式(18)同一設備上相鄰兩個爐次只有在前一爐次加工結束后方可進行下一爐次的加工.式(19)表示爐次在連鑄前最大等待時間不能超過給定的閾值.式(20)表示準時開澆約束;式(21)表示決策變量非負性約束.
3 兩階段優化模型的求解步驟
3.1 第一階段求解設備指派模型
1)求出各爐次在連鑄機的澆鑄時間(分鐘),采用如下公式計算:
a)當該爐次為澆次的第一個爐,澆鑄時間為

式中,Wt1為第一爐鋼水的總重量(噸);TH1為澆鑄鋼水輸出板坯的平均厚度(毫米);為澆鑄鋼水輸出板坯的平均左、右寬度(毫米);Ls為連鑄機的標準拉速(米/分鐘).
b)當該爐次不是澆次第一個爐,澆鑄時間為
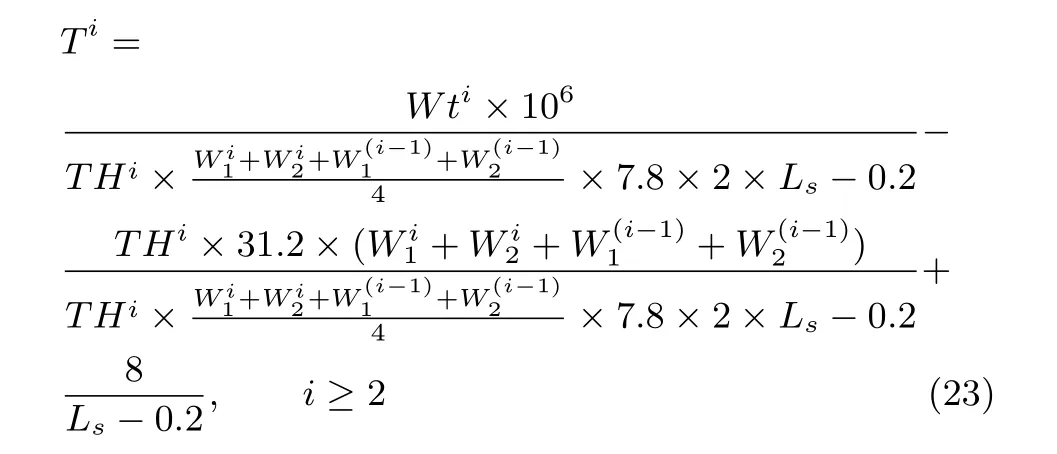
式中,Wti為第i爐鋼水的總重量(噸);THi為澆鑄第i爐鋼水輸出板坯的平均厚度(毫米);為澆鑄第i爐鋼水輸出板坯的平均左、右寬度(毫米);為澆鑄第(i?1)爐鋼水輸出板坯的平均左、右寬度(毫米);Ls為連鑄機的標準拉速(米/分鐘).
2)按照動態規劃模型為每個爐次指派加工的設備:
a)計算每個爐次在連鑄上的開澆時間xij(k6);
b)利用基本方程即式(9)遞推每個爐次在每個階段的開始作業時間xij(kg(θ));
c)利用最優指標函數即式(10)求出爐次Lij的最優指標函數值Fij(k1,k2,···,?ij);
e)對每個爐次重復步驟c)~e),直到所有的爐次全部安排完為止.
3.2 第二階段求解沖突解消模型
1)利用已開發的求解線性規劃軟件包(稱為LP)對沖突解消模型進行求解,但在使用前需要做一個程序轉換接口,即將設備指派模型的結果轉化成第二個階段用LP程序求解的輸入條件,然后調用LP即可.也可以用Lingo等軟件進行求解.
2)將求出的解(x1,x2,···,xn)轉化成對應設備的作業開始時間,在利用設備處理時間,就可以得到在該設備上的結束時間,從而形成調度時刻表.
4 工業實驗
4.1 實驗數據
表1是3個澆次10個爐次計劃的現場實際數據.其中開澆時間分別為:第一個澆次7:17;第二澆次7:10;第三個澆次7:25,其他信息見表1.
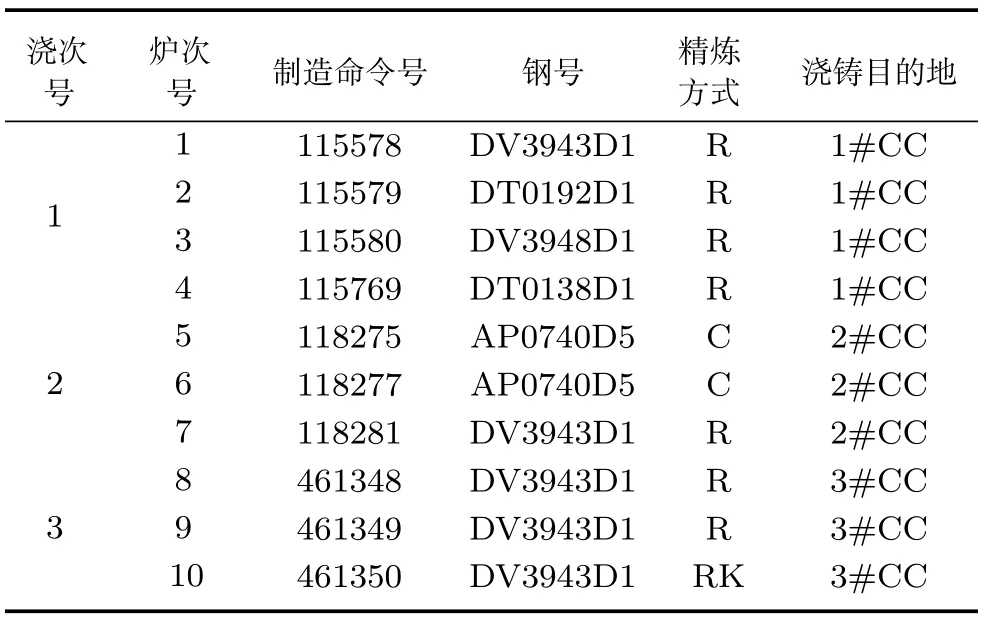
表1 三個澆次10個爐次計劃的初始數據Table 1 Initial data of three cast including ten charges
4.2 實驗結果
表2是采用本文所建立的動態規劃模型為表1中的10個爐次確定出的具體加工設備,對應的處理時間和運輸時間由現場給出,見表2.
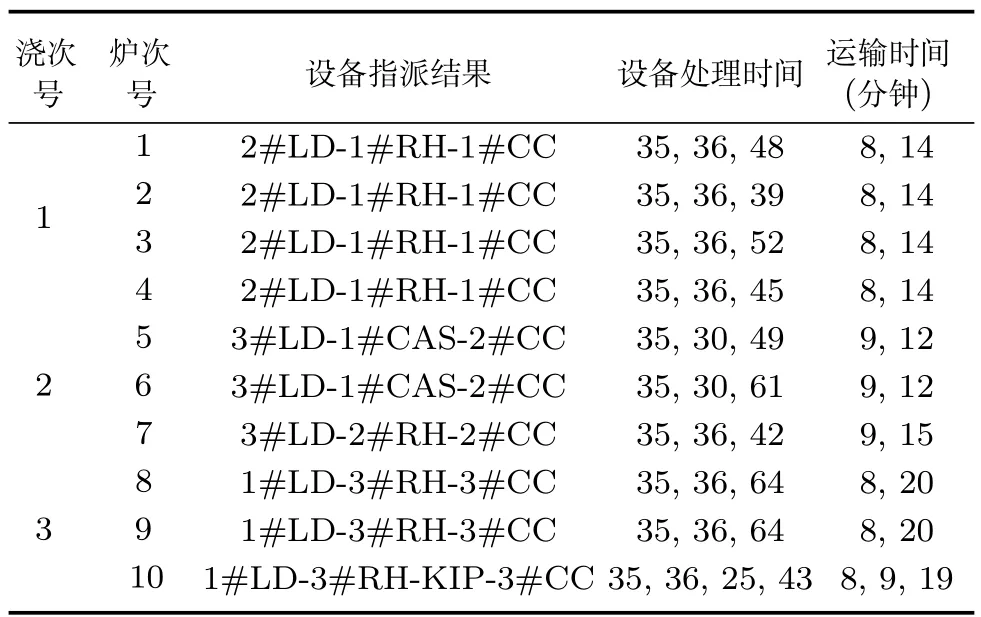
表2 基于動態規劃的設備指派結果Table 2 Equipment assignment base on dynamic programming
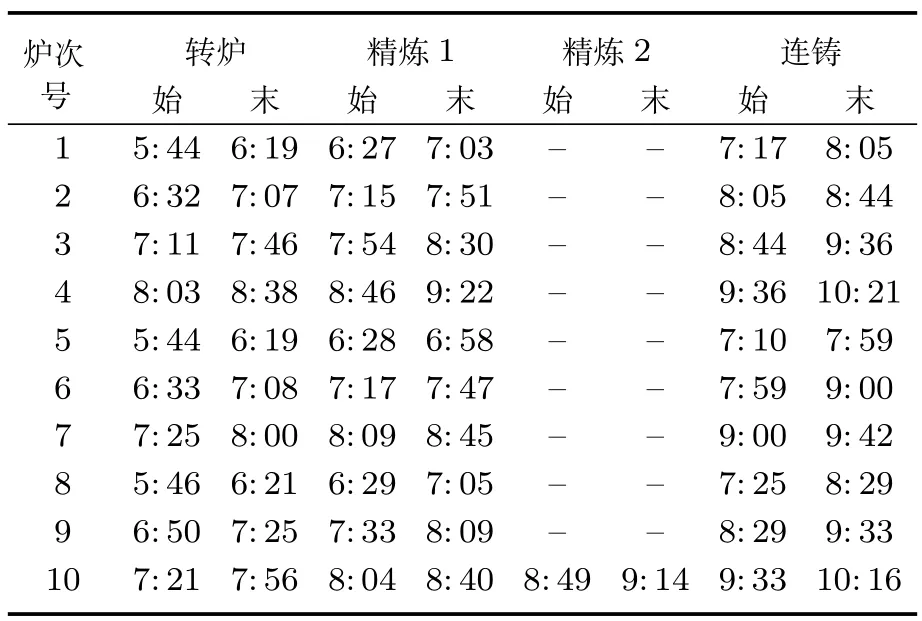
表3 基于動態規劃的10個爐次粗調度時刻表Table 3 Ten charges rough schedule base on dynamic programming
由動態規劃模型計算出10個爐次在各設備上的作業時間見表3.由于表3不易看出哪個爐次在那個設備上與哪個爐次有沖突,所以將表3用甘特圖表示,見圖2.從圖2可以清楚地看出,第三個澆次中的爐次9與爐次10在1#LD設備上存在設備沖突,在3#RH也存在沖突.利用第二階段建立的沖突解消模型求解后,得到無沖突的作業時間表和對應的甘特圖分別見表4和圖3.其中沖突解消模型中的懲罰系數由文獻[19]的方法確定,懲罰系數分別為:C1=20,C2=10,C3=30,C4=15.
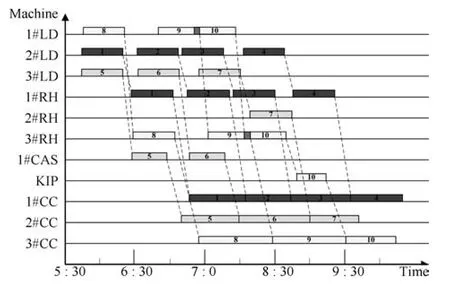
圖2 基于動態規劃10個爐次的粗調度甘特圖Fig.2 Gantt chart of ten charges rough scheduling based on dynamic programming
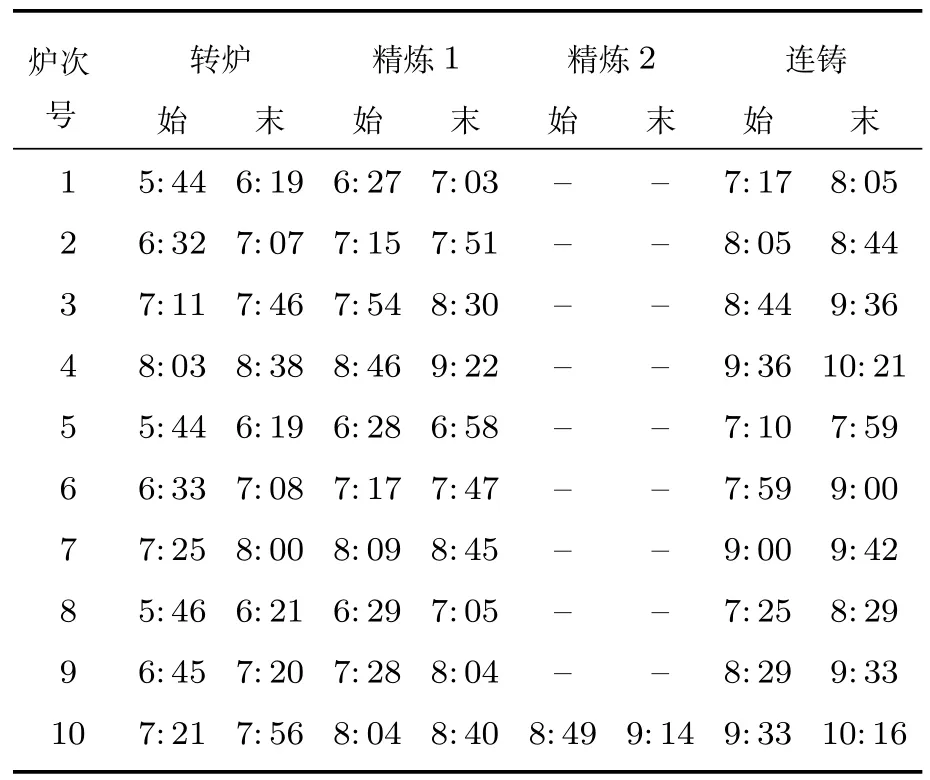
表4 10個爐次機器沖突解消后的調度表Table 4 Ten charges schedule table after conflicts eliminated
5 結論
本文研究了面向國內某大型鋼廠煉鋼–連鑄生產調度過程的兩階段優化建模及求解策略.首先,根據該廠的設備條件和調度需求定義了符合調度過程的符號、調度目標和工藝約束條件,并給出了建模及求解的詳細過程.解決了對于具有并行機的多設備、工藝復雜,采用常規建模及求解方法難以滿足現場對調度快速響應及求解精度的問題.本文提出的兩階段優化建模方法不僅在解的精度及速度能滿足現場的需要,而且當用戶想采用一種新的算法求設備指派模型時,無需對整個調度算法的程序進行修改,只需用新的設備指派程序替換舊的設備指派程序即可.從而減少程序開發人員的重復勞動,易于增加調度問題求解算法的多樣性和靈活性.
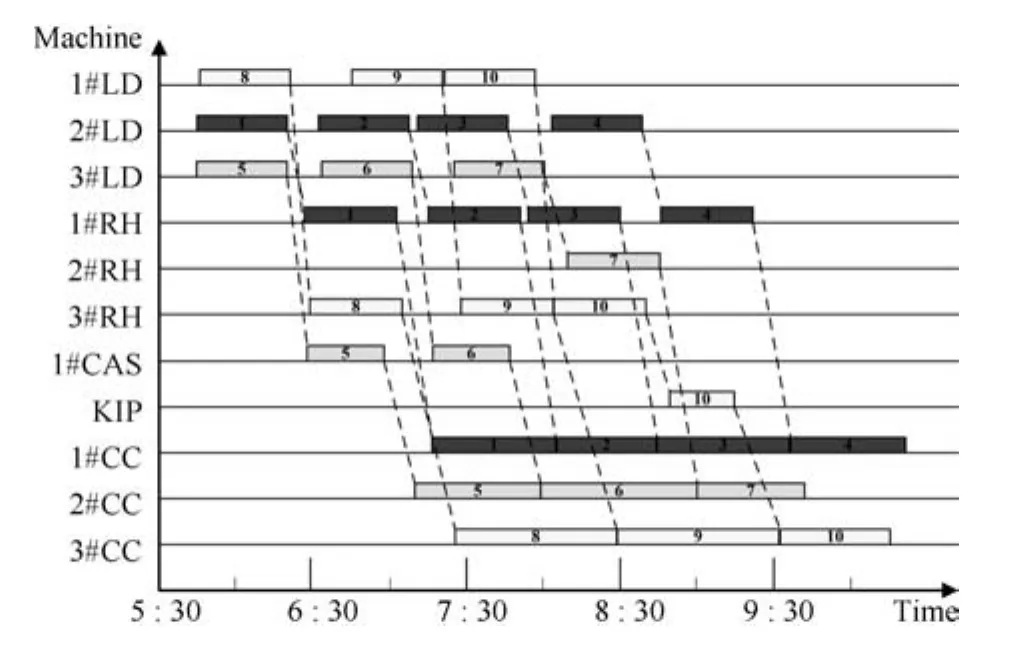
圖3 10個爐次沖突解消后的調度甘特圖Fig.3 Scheduling Gantt chart after ten charges machine conflicts eliminated
1 Wu Qi-Di,Qiao Fei,Li Li,Wu Ying.Data-based scheduling for complex manufacturing processes.Acta Automatica Sinica,2009,35(6):807?813 (吳啟迪,喬非,李莉,吳瑩.基于數據的復雜制造過程調度.自動化學報,2009,35(6):807?813)
2 Wang Xiu-Ying,Chai Tian-You,Zheng Bing-Lin.Intelligent scheduling software&its application in steelmaking and continuous casting.Computer Integrated Manufacturing Systems,2006,12(8):1220?1226 (王秀英,柴天佑,鄭秉霖.煉鋼–連鑄智能調度軟件的開發及應用.計算機集成制造系統,2006,12(8):1220?1226)
3 Missbauer H,Hauber W,Stadler W.A scheduling system for the steelmaking-continuous casting process.A case study from the steel-making industry.International Journal of Production Research,2009,47(15):4147?4172
4 PacciarelliD,PranzoM.Production schedulingin a steelmaking-continuouscasting plant.Computersand Chemical Engineering,2004,28(12):2823?2835
5 Huang Min,Fu Ya-Ping,Wang Hong-Feng,Zhu Bing-Hu, Wang Xing-Wei.Job-shop scheduling model and algorithm with machine deterioration.Acta Automatica Sinica,2015, 41(3):551?558 (黃敏,付亞平,王洪峰,朱兵虎,王興偉.設備帶有惡化特性的作業車間調度模型與算法.自動化學報,2015,41(3):551?558)
6 Bellabdaoui A,Teghem J.A mixed-integer linear programming model for the continuous casting planning.International Journal of Production Economics,2006,104(2): 260?270
7 Mao K,Pan Q K,Pang X F,Chai T Y.A novel Lagrangian relaxation approach for a hybrid flowshop scheduling problem in the steelmaking-continuous casting process.European Journal of Operational Research,2014,236(1):51?60
8 Tang L X,Zhao Y,Liu J Y.An improved differential evolution algorithm for practical dynamic scheduling in steelmaking-continuous casting production.IEEE Transactions on Evolutionary Computation,2014,18(2):209?225
9 Sbihi A,Bellabdaoui A,Teghem J.Solving a mixed integer linear program with times setup for the steel-continuous casting planning and scheduling problem.International Journal of Production Research,2014,52(24):7276?7296
10 Yu Sheng-Ping,Chai Tian-You.Rescheduling method for starting time delay in steelmaking and continuous casting production processes.Acta Automatica Sinica,2016,42(3): 358?374 (俞勝平,柴天佑.開工時間延遲下的煉鋼–連鑄生產重調度方法.自動化學報,2016,42(3):358?374)
11 Tan Y Y,Liu S X.Models and optimisation approaches for scheduling steelmaking-refining-continuous casting production under variable electricity price.International Journal of Production Research,2014,52(4):1032?1049
12 Li Tie-Ke,Su Zhi-Xiong.Two-stage genetic algorithm for SM-CC production scheduling.Chinese Journal of Management Science,2009,17(5):68?74 (李鐵克,蘇志雄.煉鋼連鑄生產調度問題的兩階段遺傳算法.中國管理科學,2009,17(5):68?74)
13 Atighehchian A,Bijari M,Tarkesh H.A novel hybrid algorithm for scheduling steel-making continuous casting production.Computers&Operations Research,2009,36(8): 2450?2461
14 Pan L,Yu S P,Zheng B L,Chai T Y.Cast batch planning for steelmaking and continuous casting based on ant colony algorithm.In:Proceedings of the 2010 International Symposium on Computational Intelligence and Design.Hangzhou, China:IEEE,2010.244?247
15 Li J Q,Pan Q K,Mao K,Suganthan P N.Solving the steelmaking casting problem using an effective fruit fly optimisation algorithm.Knowledge-Based Systems,2014,72: 28?36
16 Pan Q K.An effective co-evolutionary artificial bee colony algorithm for steelmaking-continuous casting scheduling. European Journal of Operational Research,2016,250(3): 702?714
17 Wang X Y,Jiang X J,Wang H H.Optimal modeling and analysis of steelmaking and continuous casting production scheduling.In:Proceedings of the 11th World Congress on Intelligent Control and Automation.Shenyang,China: IEEE,2014.5057?5062
18 Wang Xiu-Ying.Hybrid Optimization Scheduling Method of Steelmaking and Continuous Casting and its Application [Ph.D.dissertation],Northeastern University,China,2012 (王秀英.煉鋼–連鑄混合優化調度方法及應用[博士學位論文],東北大學,中國,2012)
19 Wang Xiu-Ying,Chai Tian-You,Zheng Bing-Lin.Parameter optimization setting of steel making and continuous casting scheduling model.Journal of Systems Science and Systems Engineering,2011,26(4):531?537 (王秀英,柴天佑,鄭秉霖.煉鋼–連鑄調度模型參數優化設定方法.系統工程學報,2011,26(4):531?537

王秀英 青島科技大學信息科學技術學院教授.2012年獲得東北大學博士學位.主要研究方向為生產計劃與調度理論和方法,智能優化算法.本文通信作者.
E-mail:bywxy@126.com
(WANGXiu-Ying Professor at the School of Information Science and Technology,Qingdao University of Science and Technology.She received her Ph.D.degree from Northeastern University in 2012.Her research interest covers theory and method of production planning and scheduling,and intelligent optimization algorithms.Corresponding author of this paper.)

馮 惠 青島科技大學信息科學技術學院碩士研究生.主要研究方向為智能優化算法,生產計劃與生產調度.
E-mail:huifeng0411@163.com
(FENG HuiMaster student at the School of Information Science and Engineering,Qingdao University of Science and Technology.Her research interest covers intelligent optimization algorithm,production planning and scheduling.)

任志考 青島科技大學信息科學技術學院副教授.主要研究方向為智能優化算法,無線網絡技術,機器人通信,云服務技術.E-mail:rzk_888@163.com
(REN Zhi-Kao Associated professor at the School of Information Science and Technology,Qingdao University of Science and Technology.His research interest covers intelligent optimization algorithms,wireless network technology, robot communication and cloud-service technology.)

周艷平 青島科技大學信息科學技術學院副教授.分別于2003年和2013年在青島科技大學和華東理工大學獲得碩士和博士學位.主要研究方向為智能優化算法,生產計劃與生產調度.
E-mail:zypweb@163.com
(ZHOU Yan-Ping Associated professor at the School of Information Science and Technology,Qingdao University of Science and Technology.He received his master degree from Qingdao University of Science and Technology in 2003,and Ph.D.degree from East China University of Science and Technology in 2013.His research interest covers intelligent optimization algorithm, production planning and scheduling.)
Two-stage Optimal Modeling and Algorithm of Production Scheduling for Steelmaking and Continuous Casting
WANG Xiu-Ying1FENG Hui1REN Zhi-Kao1ZHOU Yan-Ping1
Steelmaking and continuous casting production scheduling is a multi-equipment assignment,multi-objective, multi-constraint,discrete and continuous variables hybrid optimization problem.Traditional modeling and solving methods are usually adopted to solve it,but they cannot meet the requirement in terms of high scheduling accuracy and fast problem solving speed.A new two-stage optimal modeling algorithm is proposed in this paper.In stage one,we show that minimizing the waiting time from steelmaking to continuous casting is equivalent to maximizing the converter operating time at first.Then we built a multiple-stage dynamic programming equation and optimization model using discrete variables,with the goal of maximizing the converter operating time.In stage two,we establish a linear programming conflict elimination model using continuous variables by converting a non-linear performance index into two equavalent linear optimization indexes including lead time,lag time between pratical casting and planned casting,and combining the other two indexes including time gap between furnaces on same caster and waiting duration for steel ladle among converters,refining furnaces and casters.On-site industry application validates that the proposed method can solve the scheduling problem with high speed and accuracy.
Steelmaking and continuous casting,production scheduling,optimal modeling strategy,equipment assignment model,conflict solving model
王秀英,馮惠,任志考,周艷平.面向煉鋼–連鑄調度過程的兩階段優化模型與算法.自動化學報,2016,42(11): 1702?1710
Wang Xiu-Ying,Feng Hui,Ren Zhi-Kao,Zhou Yan-Ping.Two-stage optimal modeling and algorithm of production scheduling for steelmaking and continuous casting.Acta Automatica Sinica,2016,42(11):1702?1710
2016-01-06 錄用日期2016-06-22
Manuscript received January 6,2016;accepted June 22,2016
國家自然科學基金 (61104004), 山東省自然科學基金(ZR2014FL019),山東省高等學校科技計劃項目(J14LN31)資助
Supported by National Natural Science Foundation of China (61104004),Natural Science Foundation of Shandong Province (ZR2014FL019),Higher Educational Science and Technology Program of Shandong Province(J14LN31)
本文責任編委趙千川
Recommended by Associate Editor ZHAO Qian-Chuan
1.青島科技大學信息科學技術學院青島266000
1.College of Information Science and Technology,Qingdao University of Science and Technology,Qingdao 266000
DOI 10.16383/j.aas.2016.c160005
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中國特種設備安全(2022年6期)2022-09-20 02:52:28
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
電子制作(2018年11期)2018-08-04 03:26:08
光學精密工程(2016年6期)2016-11-07 09:07:19