環(huán)境溫度對手工自蔓延焊接的影響
2016-12-23 06:11:52石家莊機械工程學院車輛與電氣工程系050003
焊接 2016年11期
石家莊機械工程學院 車輛與電氣工程系(050003)
李志尊 韓鳳起 孫立明 辛文彤
?
環(huán)境溫度對手工自蔓延焊接的影響
石家莊機械工程學院 車輛與電氣工程系(050003)
李志尊 韓鳳起 孫立明 辛文彤
系統(tǒng)研究了環(huán)境溫度對手工自蔓延焊接燃燒過程和焊接質(zhì)量的影響。結(jié)果表明,環(huán)境溫度對焊接有較大影響,隨溫度升高,焊條的燃燒速度增快,燃燒劇烈;在低溫環(huán)境中,燃燒型焊條仍能夠維持燃燒反應(yīng),但燃燒速度和焊接熱量降低,熔池能達到的最高溫度明顯降低,且冷卻速率增快;低溫環(huán)境焊接,易出現(xiàn)未焊透、未熔合、焊縫短、焊道成形差等現(xiàn)象,焊縫中出現(xiàn)氣孔、夾雜和裂紋等缺陷的傾向明顯增大。微觀組織分析發(fā)現(xiàn),不同環(huán)境溫度下銅基焊縫的微觀結(jié)構(gòu)未發(fā)生變化,均為α-Cu固溶體基體上析出網(wǎng)狀分布的富鐵第二相。力學性能分析表明,低溫環(huán)境中的焊接試件綜合力學性能較差,平均抗拉強度158 MPa,高溫環(huán)境焊接可達350 MPa以上。
手工自蔓延焊接 環(huán)境溫度 燃燒過程 焊接質(zhì)量
0 序 言
手工自蔓延焊接是近年發(fā)展起來的一種新型應(yīng)急焊接技術(shù)[1-3],該技術(shù)基于自蔓延高溫合成技術(shù)(簡稱SHS技術(shù))和傳統(tǒng)焊條電弧焊方法,以自蔓延高溫合成反應(yīng)的放熱為焊接熱源,以反應(yīng)生成的金屬產(chǎn)物為填料,在無電、無氣、無設(shè)備條件下實現(xiàn)金屬結(jié)構(gòu)的焊接,操作簡單、攜帶方便、焊接可靠,是工程設(shè)施野外緊急修復(fù)、戰(zhàn)場裝備應(yīng)急搶修和搶險救災(zāi)的理想應(yīng)急焊接手段。
手工自蔓延焊接利用燃燒型焊條的燃燒和放熱實現(xiàn)焊接,環(huán)境因素如溫度等將對焊條的燃燒過程和焊接質(zhì)量產(chǎn)生重要影響。 文中系統(tǒng)研究了環(huán)境溫度對手工自蔓延焊接的燃燒和焊接性能的影響,為高溫、嚴寒、高原、海島等特殊環(huán)境手工自蔓延焊接技術(shù)的研究及燃燒型焊條研制奠定基礎(chǔ)。
1 試驗材料與方法
燃燒型焊條由外殼、藥柱及安裝于兩端的引火帽和堵頭構(gòu)成,藥柱焊藥由產(chǎn)生熱量的高熱劑、合金劑和造渣劑等添加劑組成,具體成分見表1。按化學計量比配制燃燒型焊條焊藥,在三維混料機中混合均勻,加壓成形為φ15 mm×160 mm的燃燒型焊條。以70 mm×35 mm×5 mm的Q235鋼板為焊接母材,不開坡口,對接平焊,進行手工自蔓延焊接試驗,觀察焊接過程。用電子秒表測定燃燒時間,計算燃燒速度;用雷泰YQ3i型紅外測溫儀測量熔池溫度,錘擊破裂觀察焊縫斷口形貌,用萬能試驗機測定接頭橫向拉伸強度。

表1 藥柱焊藥成分(質(zhì)量分數(shù),%)
2 試驗結(jié)果及分析
2.1 環(huán)境溫度對焊條燃燒速度的影響
手工自蔓延焊接試驗在自然環(huán)境中進行,在不同環(huán)境溫度下焊條的燃燒速度變化曲線,如圖1所示。
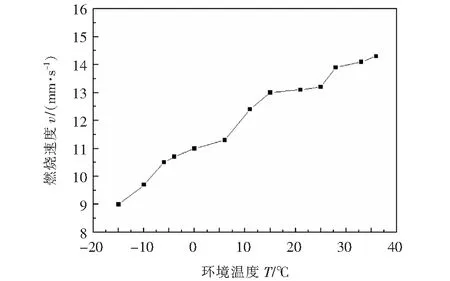
圖1 焊條燃燒速度與環(huán)境溫度的關(guān)系曲線
可見,隨著環(huán)境溫度升高,焊條的燃燒速度增快,燃燒劇烈;隨著環(huán)境溫度降低,焊條的燃燒速度減慢,燃燒趨緩。 在低溫下,燃燒型焊條仍能夠自維持燃燒,但燃燒速度降低,如在36 ℃環(huán)境中,燃燒速度為14.3 mm/s,而在-10 ℃環(huán)境中,燃燒速度為9.6 mm/s。 這是由于環(huán)境溫度高,反應(yīng)體系向外界散失熱量少,燃燒體系的溫度高,反應(yīng)中各物料質(zhì)點遷移速度快,反應(yīng)容易進行,因此反應(yīng)速率加快,焊條的燃燒速度相應(yīng)增快。 速度對手工自蔓延焊接最直接的影響體現(xiàn)在焊接的可控性,試驗發(fā)現(xiàn),焊條燃燒速度在13 mm/s左右時,焊接可控性較好,焊弧穩(wěn)定,易操作。 低溫時燃燒速度低,焊接熱量也低,而高溫時燃燒速度高,燃燒猛烈,不易操作,均影響焊接質(zhì)量,可考慮適當調(diào)節(jié)焊條中高熱劑含量在不同溫度的環(huán)境中達到適宜的燃燒速度。
2.2 環(huán)境溫度對熔池溫度的影響
在不同溫度的環(huán)境中進行手工自蔓延焊接試驗,測定焊接熔池所能達到的最高溫度,變化曲線如圖2所示。 焊藥發(fā)生燃燒合成反應(yīng)形成的用于焊接的火焰,稱之為燃燒弧。由圖2可見,隨著焊接環(huán)境溫度的升高,燃燒弧和熔池的溫度升高,環(huán)境溫度降低,熔池能達到的最高溫度明顯降低。 這是由于在嚴寒、冰雪天氣中,環(huán)境氣溫低,焊條燃燒合成反應(yīng)產(chǎn)生的熱量一方面由燃燒弧直接散失到空氣中;另一方面通過焊接試板向周圍散失,導(dǎo)致焊接熱效率降低,用于焊接的熱量減少,使熔池能夠達到的最高溫度降低。

圖2 熔池溫度與環(huán)境溫度的關(guān)系曲線
環(huán)境溫度的變化由焊接時燃燒弧的亮度也可直觀看出,如圖3所示。在冬季冰雪天氣焊接時燃燒弧明顯變?nèi)酢㈩伾担谙募靖邷丨h(huán)境焊接時燃燒弧亮度明顯增強。 但是試驗證明,即使在寒冷的冬季,手工自蔓延焊接仍能實現(xiàn)金屬構(gòu)件的熔化焊,不過熱量較小、溫度較低,可通過調(diào)整焊藥成分增大焊接熱量。

圖3 在不同環(huán)境溫度下進行手工自蔓延焊接
2.3 環(huán)境溫度對熔池冷卻速率的影響
焊接熔池的冷卻速率與散熱快慢有關(guān)。 手工自蔓延焊接體系向周圍空氣單位時間內(nèi)的散熱可由式(1)計算:
P=k·A·(t-t0)
(1)
式中:k為散熱系數(shù),與周圍空氣流動情況、試板有無灰塵雜物等有關(guān),可認為在不同溫度環(huán)境中散熱系數(shù)相同;A為散熱面積,由于試驗所用試板規(guī)格尺寸相同,因此散熱面積相同;t為焊接熔池或焊縫金屬溫度;t0為環(huán)境溫度。 可見,單位時間的散熱與溫差(t-t0)呈線性關(guān)系,溫差越大,散熱越快。 由于焊接試板材料相同,散熱越快,則降溫越快,即溫差越大,冷卻速率越大。 由此可得,在低溫環(huán)境中金屬熔池(焊縫金屬)冷卻速率快,在高溫環(huán)境中冷卻速率慢。
在-15 ℃,-6 ℃,15 ℃,36 ℃環(huán)境中,利用紅外測溫儀分別測量焊縫從1 200 ℃冷卻到200 ℃所用的時間,結(jié)果見表2。 環(huán)境溫度越低,相同幅度的降溫所需時間越短,熔池(焊縫)冷卻越快。 不同溫度下的平均冷卻速率如圖4所示,隨環(huán)境溫度升高,焊縫的冷卻速率降低,而在低溫環(huán)境中,焊縫的冷卻速率明顯加快。 環(huán)境溫度為-15 ℃和36 ℃時,平均冷卻速率分別為24.5 ℃/s和7.25 ℃/s。 另外,測試結(jié)果也表明,在試驗的4種溫度環(huán)境中,當焊縫冷卻到接近環(huán)境溫度時,由于溫差減小,冷卻速率降低。 熱量的散失,一方面是熔池或焊縫直接向周圍散失,另一方面通過被焊試板向外界散失,加速熔池的凝固和焊縫的降溫。

表2 不同溫度環(huán)境中焊縫從1 200 ℃冷卻到200 ℃所用時間

圖4 熔池冷卻速率和環(huán)境溫度的關(guān)系曲線
2.4 環(huán)境溫度對接頭組織和性能的影響
圖5為在不同溫度環(huán)境中手工自蔓延焊接試件的宏觀形貌。在低溫環(huán)境中,焊條燃燒合成反應(yīng)產(chǎn)生的熱量快速向周圍空氣中散失,焊接熱效率低,焊接熱量少,熔池溫度低,出現(xiàn)未焊透、未熔合、焊縫短、焊道成形差等現(xiàn)象。 在高溫環(huán)境中熱量散失少,焊接熱效率高,焊道成形良好,且可達到單面焊雙面成形的效果。

圖5 焊接試件宏觀形貌
環(huán)境溫度低,熔池冷卻速度快,液態(tài)熔池存在時間短,結(jié)晶凝固快,使非金屬成分和氣體沒有足夠的時間從液態(tài)合金中上浮和溢出,渣液、氣液分離不完全,形成夾渣、氣孔等缺陷。圖6為焊接試件拉伸斷口的宏觀形貌。低溫焊件焊縫合金中有明顯的氣孔和夾雜,高溫下焊渣、氣體與焊縫金屬分離較完全,焊縫合金較均勻。 圖7為焊縫微觀組織形貌,不同環(huán)境溫度下焊縫合金的微觀組織結(jié)構(gòu)并未發(fā)生變化,均為α-Cu固溶體基體上析出網(wǎng)狀分布的富鐵第二相,富鐵相成分見表3。 這是由于低溫環(huán)境中焊縫金屬冷卻速率雖然增快,但還不足以引起微觀組織和晶粒尺寸的改變。不過,在低溫接頭微觀組織中有明顯的夾雜存在。

圖6 焊接試件拉伸斷口

圖7 焊縫合金微觀結(jié)構(gòu)

FeCuNiCrAl79.2913.265.010.851.60
在低溫環(huán)境中熔池冷卻速度快,產(chǎn)生的應(yīng)變速率增大,且增加焊縫一次結(jié)晶的區(qū)域偏析,雜質(zhì)聚集,在焊縫收縮拉應(yīng)力場作用下焊縫中心易發(fā)生結(jié)晶裂紋。圖8為冷卻過程中焊縫中形成的結(jié)晶裂紋。

圖8 焊縫中的裂紋(-15 ℃)
利用“錘擊法”測試分析焊接接頭的綜合力學性能,低溫環(huán)境中的焊接試件比較易斷,斷裂部位發(fā)生在焊縫或焊縫和母材的接合處。力學性能測試表明,高溫環(huán)境中焊接試件抗拉強度達到350 MPa以上,低溫環(huán)境焊接試件由于存在裂紋、夾渣、氣孔等缺陷,平均抗拉強度為158 MPa。
3 結(jié) 論
(1)隨著環(huán)境溫度升高,焊條的燃燒速度增快,燃燒劇烈;在低溫環(huán)境中,焊條仍能夠自維持燃燒反應(yīng),但燃燒速度降低,在36 ℃和-10 ℃環(huán)境中,燃燒速度分別為14.3 mm/s和9.6 mm/s。
(2)隨著環(huán)境溫度降低,熔池能達到的最高溫度明顯降低,但即使在寒冷的冬季,手工自蔓延焊接仍能實現(xiàn)金屬構(gòu)件的熔化焊。
(3)環(huán)境溫度越低,金屬熔池與環(huán)境的溫差增大,散熱加快,相同幅度的降溫所需時間減少,冷卻速率增大,環(huán)境溫度為-15 ℃和36 ℃時,焊縫平均冷卻速率分別為24.5 ℃/s和7.25 ℃/s。
(4)在低溫環(huán)境中,手工自蔓延焊接易出現(xiàn)未焊透、未熔合、焊縫短、焊道成形差等現(xiàn)象,焊縫中易出現(xiàn)氣孔、夾雜和裂紋等缺陷,但焊縫合金的微觀組織并未發(fā)生變化,為α-Cu固溶體基體上析出網(wǎng)狀分布的富鐵第二相;低溫環(huán)境中焊接試件力學性能較差,平均抗拉強度為158 MPa。
[1] 辛文彤, 李志尊. 一種野外快速焊接技術(shù)[J]. 焊接,2005(1): 19-21.
[2] 中國機械工程學會焊接學會. 焊工手冊—手工焊接與切割[M]. 北京: 機械工業(yè)出版社, 2002.
[3] 李志尊, 辛文彤. 高熱劑對低碳鋼手工自蔓延焊接的影響[J]. 焊接學報,2007,28(2): 79-81.
[4] 李志尊, 辛文彤. 焊條成形工藝對手工自蔓延焊接的影響[J]. 焊接學報,2010, 31(12): 81-84.
[5] 殷 聲. 燃燒合成[M]. 北京: 冶金工業(yè)出版社, 1999.
[6] 史耀武. 焊接技術(shù)手冊[M]. 北京:化學工業(yè)出版社,2009.
2015-08-24
TG456.9
李志尊,1971年出生,碩士,副教授,碩士生導(dǎo)師。主要從事特種焊接及機械設(shè)計方面的科研和教學工作,已發(fā)表論文60余篇,已申請專利15項。
猜你喜歡
中老年保健(2021年12期)2021-08-24 03:30:40
中國傳媒大學學報(自然科學版)(2021年1期)2021-06-09 08:43:00
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2020年6期)2020-02-01 06:28:50
新世紀智能(英語備考)(2019年12期)2020-01-13 06:07:18
中國生殖健康(2019年11期)2019-01-07 01:28:02
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
中國生殖健康(2018年6期)2018-11-06 07:09:28