
高Cr奧氏體型不銹鋼氣體保護焊用焊接材料
2016-12-23 20:58:20劉策馬樹忠艾梓涵何少卿
機械制造文摘·焊接分冊 2016年2期
劉策+馬樹忠+艾梓涵+何少卿

河北 秦皇島 066004;3.錦州市特種設備監督檢驗所,遼寧 錦州 121000)
摘要: 針對國內外火力發電廠中高溫高壓工作環境的要求,研發了高Cr奧氏體型不銹鋼焊接材料,并對其工藝性能進行了研究。
關鍵詞: 高Cr奧氏體型不銹鋼;焊接材料;工藝性能
中圖分類號: TG422
Abstract: The high temperature and pressure environment for thermal power plants at home and abroad require new types of welding materials. A kind of high Cr austenitic stainless steel welding material was developed in this research, and it process performance were studied.
Key words: high Cr austenitic stainless steel; welding material; process performance
1 概述
近年來,在國內外的火力發電廠中,由于蒸汽條件的高溫高壓化,要求使用蠕變強度比18Cr-8Ni型不銹鋼高的耐熱鋼,因此開發了20-25Cr型奧氏體不銹鋼。對于焊接材料,開發了改善高溫特性的19Cr-11.5Ni-0.1C型不銹鋼焊接用焊絲和焊條。但是對于更高要求的高溫高壓環境的焊接材料尚未開發,為了滿足20-25Cr型奧氏體不銹鋼的焊接,研究了高Cr奧氏體型不銹鋼,特別是20-25Cr型焊接材料的優良蠕變特性,研發了高溫高壓環境下具有更高要求的高Cr奧氏體型不銹鋼焊接材料。
2 發明的內容
2.1 氣體保護焊用焊絲的合金含量及其作用
C:0.02%~0.1%,C是降低耐腐蝕性的成分。超過0.1%時,產生晶間腐蝕。小于0.02%時,降低蠕變強度。因此,C含量控制在0.02%~0.1%范圍內。
Si:0.1%~1.0%,Si是脫氧劑,是改善熔融金屬流動性,獲得良好焊縫的成分。小于0.1%時,沒有效果,超過1.0%時,產生高溫裂紋。因此,Si含量控制在0.1%~1.0%范圍。最好控制在0.6%以下。
Mn:0.5%~2.5%,Mn是脫氧劑,與S結合生成MnS,是降低S對高溫熱裂紋影響的有效成分。小于0.5%時,沒有效果。超過2.5%時,其效果飽和,認為不能改善上述的影響。因此,Mn含量控制在0.5%~2.5%范圍。
Ni:13.00%~18.00%,為了保持與母材同等的耐蝕性,Ni含量必須大于14.00%以上。但是,Ni是貴重金屬,價格昂貴,隨著添加量的增加,制造成本增加。因此,Ni含量控制在13.00%~18.00%。
Cr:20.00%~25.00%,為了保持與母材同等的耐蝕性、抗氧化性,Cr含量必須大于20.00%。但是,加入量超過25.00%時,促進δ鐵素體的形成,顯著降低熱加工性能,焊絲和焊芯加工困難。因此,Cr含量控制在20.00%~25.00%范圍。
Nb:0.2%~1.5%,Nb的加入量大約是C含量的8~10倍,具有改善抗晶間腐蝕的效果。但是,由于Nb是很強的鐵素體形成元素,過多加入時,與Cr相同,顯著降低熱加工性能,焊絲和焊芯加工困難。因此,Nb含量控制在0.2%~1.5%范圍。
N:0.01%~0.20%,N具有提高蠕變強度的作用,必須加入0.01%以上。但是,超過0.2%時,與Cr氮化的作用,減少了耐蝕的Cr含量。因此,N含量控制在0.01%~0.20%范圍。
以上成分是必須的成分,雜質含量越少越好。特別是以下的元素含量必須控制。
P≤0.010%,S≤0.005%,因為P,S都是抗高溫裂紋的有害成分,所以,P≤0.010%,S≤0.005%,最好控制在P≤0.005%,S≤0.003%。
Al≤0.010%,Al含量超過0.010%時,熔敷金屬流動性明顯受阻,由于焊道的一致性惡化,所以控制Al含量小于0.010%,最好小于0.005%。
Ti≤0.010%,Ti含量超過0.010%時,熔渣量增加,是造成夾渣等缺陷的原因。所以,控制Ti含量小于0.010%,最好小于0.005%。
B≤0.001 0%,B與P,S一樣,由于是抗高溫裂紋的有害成分,所以控制硼含量小于0.001 0%,最好小于0.000 5%。
O≤0.010%,O含量超過0.010%時,熔渣量增加,是產生夾渣等缺陷的原因。所以,控制O含量小于0.010%。
Zr≤0.10%,Mg≤0.10%,Zr+Mg≤0.10%,Zr,Mg與Ti相同,由于是增加熔渣的成分,所以,控制Zr≤0.10%,Mg≤0.10%,同時控制Zr,Mg含量時,Zr,Mg各自含量分別Zr≤0.10%,Mg≤0.10%,同時Zr+Mg≤0.10%。
具有上述化學成分的焊絲使用于TIG,MIG等各種氣體保護焊接。氣體成分及組成沒有特殊的限制。
2.2 藥皮焊條的藥皮及其作用
金屬碳酸鹽:10%~45%,金屬碳酸鹽在焊接過程中形成堿性熔渣,具有抑制熔敷金屬中的P、S含量、改善抗熱裂紋的作用。分解生成的的CO2氣體保護焊接電弧免受空氣的侵入,具有防止麻坑、氣孔等焊接缺陷的作用。但是,小于10%時,沒有這種效果;超過45%時,電弧不穩定。所以,金屬碳酸鹽加入量控制在10%~45%范圍內。作為金屬碳酸鹽有碳酸鈣、碳酸鎂、碳酸鋇、碳酸鋰、碳酸鍶等,可以使用1種或2種以上。
金屬氟化物:5%~50%,金屬氟化物改善熔渣的流動性,具有使焊道平滑的作用和降低焊道熔合不良和夾渣等焊接缺陷的效果。但是,小于5%時,沒有這種效果,超過50%時,電弧不穩定。因此,金屬氟化物含量在5%~50%范圍內。作為金屬氟化物有氟化鈣、氟化鎂、氟化鋇、氟化鋰、氟化鍶、氟化鈉、氟硅酸鉀、冰晶石等,可以使用1種或2種以上。
Si化合物(換算成SiO2):1%~10%,Si化合物是電弧穩定劑,具有造渣的作用。但是,小于1%時,容易產生粘渣,是產生夾渣的原因。超過10%時,損害電弧穩定性,所以,Si化合物(換算成SiO2)含量控制在1%~10%范圍內。作為Si化合物有硅石、硅砂、長石、云母、硅酸鈉、硅灰石等。可以使用1種或2種以上。
Ti化合物(換算成TiO2):1%~15%,Ti化合物是電弧穩定劑、造渣劑。但是,小于1%時,容易產生粘渣,是產生夾渣的原因。超過15%時,損害電弧穩定性,所以,Ti化合物(換算成TiO2)含量控制在1%~15%范圍內。作為Ti化合物有金紅石、鈦酸鉀、鈦鐵礦、鈦白粉等。可以使用1種或2種以上。
Re:0.5%~5%,Re(稀土類元素)與S結合形成熔點較高的Re硫化物,具有改善耐高溫裂紋的作用。但是,小于0.5%時,沒有效果,超過5%時,損害電弧穩定性。因此,Re含量控制在1%~10%范圍內。作為Re有氧化釔、氧化鈰、鈰鑭合金等,可以使用1種或2種以上。
金屬粉末小于20% ,在藥皮中添加金屬粉末,補充焊接時焊芯中氧化消耗的金屬成分,希冀提高焊縫金屬的力學性能、耐蝕性能。但是,金屬粉末添加量超過20%時,電弧不穩定,所以控制在20%以下。作為金屬粉末有金屬錳、金屬鉻、金屬鎳、FeTi,FeMn,FeCr,FeNb,FeSi等。可以使用1種或2種以上。
這種焊條的焊芯使用與上述焊絲成分相同的焊芯。其理由是,對于焊條電弧焊,藥皮中合金元素添加量多時,在焊接條件下,從藥皮中添加合金元素向熔敷金屬中過渡容易變動,不能獲得穩定的熔敷金屬化學成分。
藥皮中主要成分由上述構成外,還適量添加氧化鋯、鐵粉等其他成分。藥皮重量系數為20%~40%。焊芯成分的一部分可以通過藥皮中添加,可以獲得同樣的熔敷金屬。
發明的焊接材料主要是焊接高Cr奧氏體型不銹鋼,特別是對20-25Cr型不銹鋼焊接,效果顯著。無論是高溫特性良好的材料,還是以Cr為主添加其他元素成分的材料,均能焊接。
3 實施例
3.1 實施例1
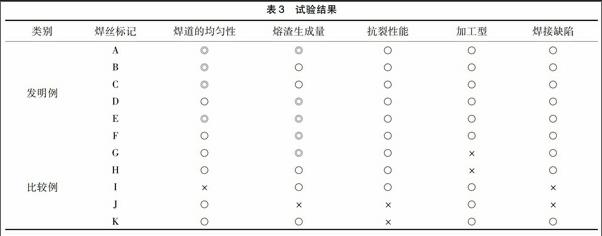
冶煉鋼錠并加工成具有表1所示化學成分的焊絲,進行焊接試驗供評價焊絲的加工性能。焊絲加工性能容易的標記為○,加工性能極困難時標記×。其次,使用這些焊絲進行鎢極氬弧焊接(焊接規范見表2)制成熔敷金屬。研究焊縫的均勻性、熔渣產生量、抗裂紋性能、熔合不良、夾渣等焊接缺陷和加工性能,試驗結果見表3。
焊道的均勻性特別良好的評價標記為◎,良好的評價標記為○,不良的評價標記為×。熔渣生產量特別少的評價標記為◎,少的評價標記為○,多時的評價標記為×。抗裂性能,焊接時不產生裂紋的評價標記為○,產生裂紋的評價標記為×。焊接后,按照JIS Z3106 規定的放射線照相試驗進行檢測焊縫熔合不良,產生夾渣等焊接缺陷。其底片等級為Ⅰ級的評價標記為○,達不到Ⅰ級的評價標記為×。
由表3可知,發明例的任何焊絲,焊道的均勻性、熔渣生產量、抗裂性能、加工性能均良好。特別是發明例的A,D,E,F焊絲,由于Ti含量控制在0.005%以下,熔渣產生量極少。發明例的B,C,E焊絲,由于Al含量控制在0.005%以下,焊道均勻性特別良好。
比較例的G~K焊絲中,焊絲G,焊絲H,由于Nb,Cr含量高,加工極為困難。焊絲I由于Si含量過少、Al含量過多,焊道的均勻性不好。焊絲J,由于Si,B含量過多,產生裂紋。此外,由于Ti,O,Zr,Mg含量過多,熔渣生產量多,產生夾渣。焊絲K,由于P,S含量過多,產生裂紋。
3.2 實施例2
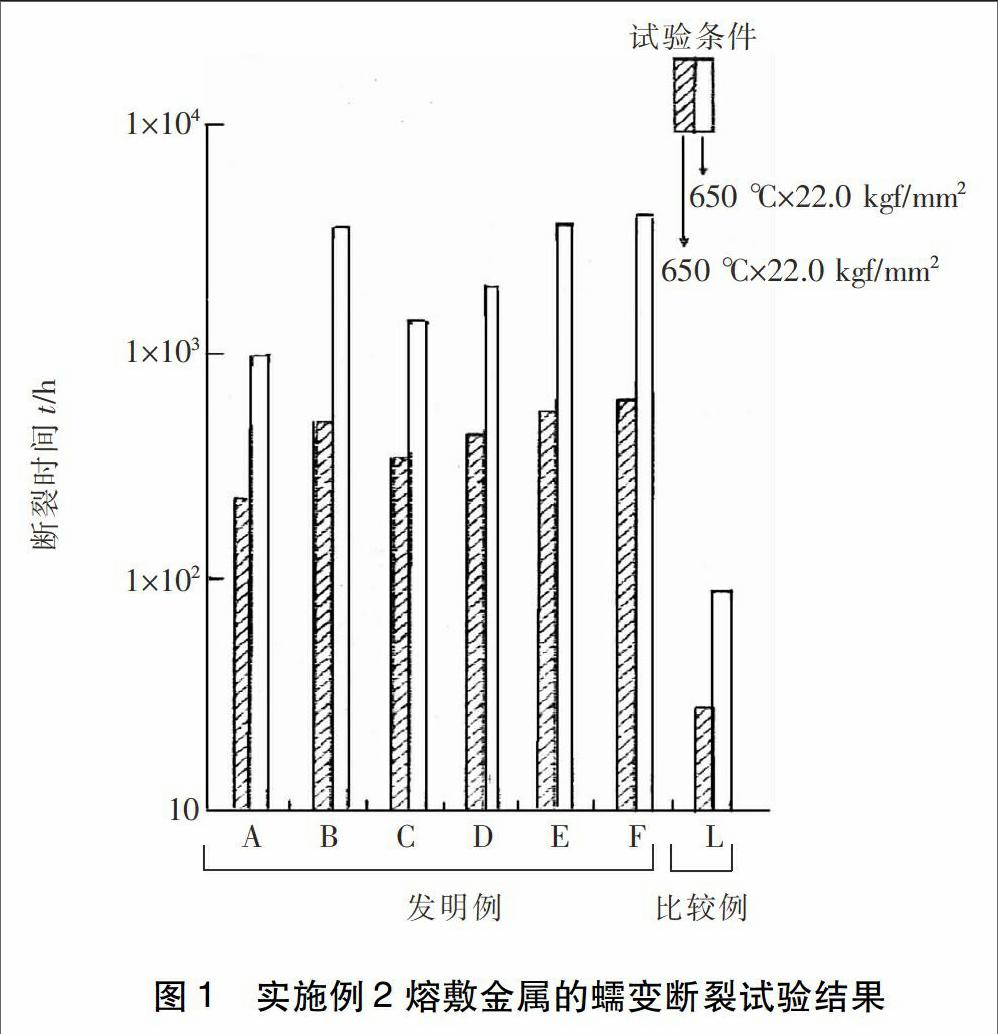
冶煉鋼錠并加工成具有表1中所示化學成分的焊絲,使用L焊絲按表2焊接規范進行鎢極氬弧焊,制成熔敷金屬,加工成GL=30 mm,外徑6 mm的蠕變試樣。用實施例1 中A~F得到的熔敷金屬加工成同樣尺寸的蠕變試樣。這些試樣在650 ℃×30.0㎏f/mm2和650 ℃×22.0㎏f/mm2兩種條件下進行蠕變斷裂試驗,測量蠕變斷裂時間。其試驗結果見圖1。結果表明,發明例的A~F任何焊絲與L焊絲相比,其蠕變斷裂時間均大為延長。
3.3 實施例3
冶煉鋼錠并加工成具有表1中所示A~F化學成分的焊條用焊芯,焊芯尺寸為3.2 mm。這些焊芯與表4~8所示組成的藥皮制成焊條。使用這些焊條按表9的焊接規范進行焊接,制成熔敷金屬。對電弧穩定性、焊道氣孔的有無、熔合不良、夾渣等焊接缺陷進行評價,試驗結果見表10。
電弧穩定性良好的評價標記為○,不良的評價標記為×。抗裂性能評價,焊接時不產生裂紋的評價標記為○,產生裂紋的評價標記為×。按照JIS Z3106 規定的放射線照相試驗對焊道氣孔的有無、熔合不良、夾渣焊接缺陷等進行檢測。其底片等級為Ⅰ級的評價標記為○,達不到Ⅰ級的評價標記為×。
在表6中,編號1~8的發明焊條,無論哪一種焊條,電弧穩定、抗裂性能優良,認為沒有任何焊接缺陷。編號9~11的比較例焊條,編號9焊條金屬氟化物含量過多,電弧不穩定,TiO2換算值合計、SiO2換算值合計含量為0,產生夾渣,X射線照相檢測時,發現存在夾渣。編號10焊條金屬碳酸鹽含量過少,氣體保護不良,X射線照相檢測時,發現存在氣孔。此外,不能降低熔敷金屬中P,S,RE含量為0,產生熱裂紋。由于金屬粉末添加量過多和SiO2換算值合計過多,電弧穩定性不良。編號11焊條由于金屬碳酸鹽、TiO2換算值合計、RE含量過多,電弧穩定性不良。此外,由于金屬氟化物含量過少,焊道根部過渡不圓滑,X射線照相檢測發現熔合不良。
3.4 實施例4
使用表12所示化學成分的焊芯(3.2 mm)與表4中比較例編號12所示的藥皮組成制成焊條。使用該焊條按照表5所示的焊接規范進行焊接,制成熔敷金屬,加工成GL=30 mm,外徑6 mm的蠕變試樣。還有,從實施例3中編號1~8發明例焊條得到的熔敷金屬制作成同樣的蠕變試樣。這些試樣在650 ℃×30.0 kgf/mm2和650 ℃×22.0 kgf/mm2兩種條件下進行蠕變斷裂試驗,測量蠕變斷裂時間。其試驗結果如圖2所示。結果表明,發明例焊條與比較例編號12焊條相比,其蠕變斷裂時間均大為延長。
3.5 實施例5
使用表13所示的焊條按照表14所示的焊接規范進行焊接試驗,制成試板,母材是表15所示化學成分的高Cr奧氏體不銹鋼,如圖3所示形狀的坡口,進行X射線照相試驗、彎曲試驗(試樣尺寸:9.5 mm×10 mm×300 mm)、拉伸試驗(試樣尺寸:6 mm,取樣位置如圖4所示),試驗結果分別見表16。其結果表明焊縫金屬具有良好的接頭性能。
4 發明的效果
如以上的詳敘那樣,發明提供了高Cr奧氏體型不銹鋼焊接,特別是對于20~25Cr型的不銹鋼焊接,具有優良的焊接工藝性能和優良的蠕變特性的焊接材料。特別使用于火力發電廠那樣的高溫高壓蒸汽條件下使用的鋼管焊接。
機械制造文摘·焊接分冊2016年2期