
L形梁焊接變形分析及控制
2016-12-23 21:02:08郭強吉
機械制造文摘·焊接分冊 2016年2期
郭強吉

摘要: 通過分析焊接過程中焊縫位于直角部位且無任何拘束的L形梁時產生變形的趨勢,確定影響焊接變形的各個因素,通過焊縫坡口設計,焊接夾具設計、夾持方法,焊接方法,焊接參數,焊接層道分布以及焊接層道順序等因素的控制,使L形梁的焊接變形控制在設計要求范圍內,實現L形梁體構件的大批量生產。
關鍵詞: L形梁;焊接變形;控制
中圖分類號: TG404
Abstract:The impact of various factors of welding deformation were determined by analyzing the deformation trend of welding seam locating at right angles to the site without any binding of L-shaped beam.By controlling the weld groove design, welding fixture design, holding method, welding method, welding specifications, welding layer and the welding layer channel distribution channel order and other factors to limited the L-shaped beam welding deformation in the range of design requirements.
Key words: L-shaped beam; welding deformation; control
0 前言
出口澳大利亞鐵路罐車采用全焊接牽引梁結構,其中最主要的受力焊縫為牽引梁腹板和下蓋板的焊接,此構件形狀酷似L,故稱L形梁。焊縫位于L形梁的直角位置,且焊縫長度2 400 mm,該焊縫為對接焊縫和角焊縫的組合焊縫形式。由于該工件平面度要求在1 mm,垂直度公差要求在2.5 mm,且Q450NQR1材料不能火焰加熱矯正,如何控制焊接變形,成為該構件焊接的最關鍵的難題。
1 焊接變形分析
焊接時不均勻的加熱是焊接變形的最主要的原因[1],焊接過程中極易出現撓曲變形、扭曲變形和角變形。要防止焊接變形,必須從引起焊接變形的各個因素入手分析。
由于焊接過程中不均勻的加熱,引起溫度場的變化,橫向變形沿焊縫長度上的分布并不均勻。這是因為先凝固的焊縫橫向收縮對凝固的焊縫產生一個擠壓作用,使后者產生更大的橫向壓縮變形。當焊縫在構件中的位置不對稱時,焊縫引起的應力就是不均勻的,這樣它不但使構件縮短,同時還使構件彎曲,產生撓曲變形。
由于焊縫位于構件的直角部位,且焊縫在直角內側設置有角焊縫,這種橫向收縮變形在厚度方向上的不均勻分布導致塑性變形量在厚度上不一致,或者熔化金屬在厚度方向上的不一致,這種變形就是角變形。腹板和下翼板的垂直度保證顯得尤為困難。
2 焊接變形控制措施
針對上述變形趨勢,需要從焊縫的坡口形式、焊接夾具、焊接方法、焊接規范、焊接順序等方面進行控制。
2.1 合理的坡口形式
焊縫兩側焊接熱輸出的不均衡,對焊接變形影響很大。為了使焊縫兩側的線能量處于基本平衡,就要考慮焊縫兩側填充面積基本相等,而且要焊接熱輸入處于最低的狀態。基于以上考慮,設置如圖1所示的坡口形式。
2.2 焊接夾具
焊接夾具可以對無任何約束的構件進行剛性約束,雖然夾具不能有效控制加熱時產生的壓縮塑性應變,減小焊接變形的作用有限。但在冷卻過程中夾具對焊縫附近的塑性變形區的收縮等效于反向拉伸,可減小縱向殘余塑性應變。對焊縫附近區域的約束越強烈,冷卻時的塑性拉伸作用越大,控制焊接變形效果越好[2]。
針對該構件變形趨勢,對工件的腹板和下翼板進行剛性約束。制作直角剛性固定翻轉裝置,對構件進行剛性約束。由于工件腹板本身有打孔,利用構件本身的孔在夾具上用螺栓進行剛性約束,能產生強有力地約束力,更好的保證工件的平面度,在沒孔的部位增加卡蘭和斜楔進行約束。下翼板上沒有任何孔,只能利用卡蘭進行約束。考慮到這些因素,設計焊接夾具如圖2所示。這種焊接夾具能使構件與夾具本身保持一致的平面度和角度,既能防止扭曲變形,又能有效減小角變形。
2.3 焊接方法
工業生產既要提高生產效率,又要保證產品質量。選擇焊接方法對產品的成本、質量影響很大。不同的焊接方法,熱輸入差異很大,與焊條電弧焊、埋弧焊相比,混合氣體保護焊降低焊接變形的因素很多。首先,氣體保護焊的焊絲細、熔池小、熱輸入相對集中,在一定的焊接熱輸入條件下,可以通過同時提高焊接速度和電流,使焊接溫度場的分布更加均勻而降低焊接變形。因此,選用混合氣體保護焊是最合理的選擇方式。
2.4 焊接規范
此構件的焊接完全按照AWS D15.1進行焊接,焊接規范按照前期的工藝評定,以及焊工技能評定,得出的綜合參數進行焊接。此焊縫采用多層多道焊接,要保證全焊透,打底焊道采用小電流、短路過渡方式,在焊縫根部打開熔孔,保證打底焊道完全焊透,填充層采用小電流的噴射過渡方式,形成較薄的焊道,這樣可以避免氣孔等缺陷。蓋面層選用較大電流的噴射過渡方式,形成漂亮的外觀。
2.5 層道的焊接順序
為了減小焊接變形,一般工業生產中一般采用對稱焊接或者分段退焊的方法進行焊接。
在相同約束的情況下,隨著層數的增加,焊接殘余應力和焊接變形量會都相應的減少。選用多層焊接時,盡可能的選用較薄的焊道,既可以減小焊接缺陷,也可以減少焊縫的熱輸入。
在多層多道焊接過程中,相鄰焊道之間的采用首尾相接的方法得到的焊接殘余拉應力峰值是最小的。選擇合理的分段焊的焊接順序以及焊接方向可以降低焊接結構中某一特定區域的殘余拉應力峰值,甚至變成壓應力。在多層焊的過程中,采用對稱施焊的方法得到的焊接殘余拉應力峰值是最小的。
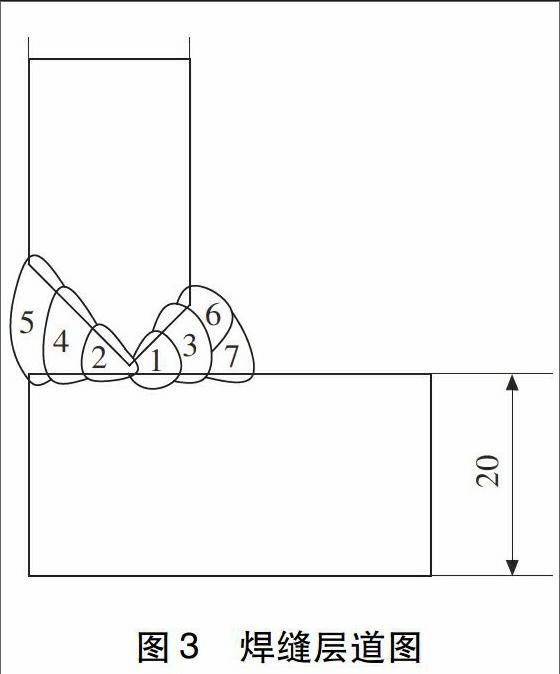
此構件的焊接選用層道的對稱焊接(圖3),每層焊道采用分段退焊方法,將這整個焊道長度分為4段進行焊接。
3 結論
通過以上焊接方法及焊接輔助夾具進行焊接,腹板和下翼板的平面度控制在0.5 mm以內,腹板和下翼板的垂直度公差也控制2.5 mm之內,滿足圖紙要求。說明此工藝方法能夠很好的實現L形全開放梁體結構的焊接變形控制。
參考文獻
[1] 賈安東. 焊接結構與生產[M]. 北京:機械工業出版社,2007.
[2] 張建強,趙海燕. 夾具約束對鋁合金薄板焊接變形的影響[J].稀有金屬材料與工程,2009(12):168-172.
猜你喜歡
建筑建材裝飾(2016年8期)2016-12-29 22:04:46
科學與財富(2016年18期)2016-12-22 18:18:55
中國高新技術企業(2016年30期)2016-12-20 04:00:34
中國科技博覽(2016年18期)2016-10-19 08:43:03
科技視界(2016年21期)2016-10-17 17:06:18
商(2016年27期)2016-10-17 05:41:05
大眾理財顧問(2016年9期)2016-10-11 17:10:17
科技視界(2016年20期)2016-09-29 13:07:14
大眾理財顧問(2016年8期)2016-09-28 14:00:43
科教導刊·電子版(2016年8期)2016-06-27 19:02:14
機械制造文摘·焊接分冊2016年2期