鋼板對接焊接殘余應力的數值分析與試驗測定
2017-01-07 03:16:24李春明黃一哲王成博
河北工業大學學報 2016年4期
王 震,尹 越,2,李春明,黃一哲,王成博,2
(1.天津大學 建筑工程學院,天津 300072;2.天津大學 濱海土木工程結構與安全教育部重點實驗室,天津 300072;3.天津市公路工程總公司,天津 300250)
鋼板對接焊接殘余應力的數值分析與試驗測定
王 震1,尹 越1,2,李春明3,黃一哲1,王成博1,2
(1.天津大學 建筑工程學院,天津 300072;2.天津大學 濱海土木工程結構與安全教育部重點實驗室,天津 300072;3.天津市公路工程總公司,天津 300250)
對采用對接焊縫拼接鋼板的焊接過程進行數值模擬,確定焊接殘余應力,分別采用盲孔法與切條法對對接焊縫拼接鋼板的焊接殘余應力進行試驗測定,以切條法試驗測定結果為標準,對數值分析方法及盲孔法測定結果的精度進行了評價.分析結果表明:數值分析得到的對接焊縫拼接鋼板的焊接殘余應力分布和大小均與切條法測定結果基本一致,驗證了鋼結構焊接殘余應力數值分析方法的適用性;盲孔法測定的鋼板焊接殘余應力分布規律與切條法基本一致,但由于盲孔法鉆孔精度不易控制,盲孔法測定的焊接殘余應力數值誤差較大.
鋼結構;焊接殘余應力;數值分析;切條法;盲孔法
0 引言
焊接連接是鋼結構最常用的連接方式之一,焊接過程是一個局部受熱、然后冷卻的過程,焊縫附近不均勻的溫度變化將引起殘余應力和殘余變形.焊接殘余應力和殘余變形的存在,將影響鋼構件的加工和安裝精度、降低其承載力和穩定性,對鋼結構疲勞性能有顯著的不利作用.因此細致地分析鋼構件在焊接過程中的力學行為、準確確定焊接殘余應力的大小和分布對保證焊接鋼結構的安全可靠具有十分重要的意義.
確定焊接殘余應力可以采用試驗測定法和數值分析法.焊接殘余應力的試驗測定方法分為2類:1)物理測定法,包括X射線法、超聲法和磁性法,物理測定法均為無損檢測法,不對鋼構件造成任何損傷,但成本較高,且應用受工程現場條件制約;2)機械法,包括切條法、切槽法、剝層法、鉆孔法等,采用機械法測定焊接殘余應力需要進行應力釋放,即對鋼構件進行局部分割或分離,這將對鋼構件造成一定的損傷、甚至破壞,機械法理論完善、技術成熟、便于實施[1].目前測定焊接殘余應力的機械法在鋼結構工程中應用廣泛,其中盲孔法[2-3]對鋼構件的損傷最小,近年來尤其受到工程技術人員的青睞,但是由于受鉆孔操作及其精度的影響較大[4-6],盲孔法測定焊接殘余應力的精度仍需進一步驗證.考慮到試驗測定法只能測定焊接完成后鋼構件中有限測點的殘余應力情況,如需全面了解焊接過程中鋼構件的力學行為,可以采用數值方法對整個焊接過程進行數值模擬.鋼結構焊接過程的數值模擬起始于20世紀70年代[7],焊接過程數值模擬一般采用有限元方法對焊接過程進行全過程分析,對鋼構件尺寸、環境條件、焊接工藝參數等進行分析、評價,從而全面了解焊接殘余應力的成因及影響因素[8].采用數值分析法確定鋼結構焊接殘余應力成本低、耗時短,不受現場條件限制,不損傷鋼構件,能得到更全面、更豐富的數據,因而被廣泛應用于各種復雜焊接過程的研究[9-10].但是,實際焊接過程和施焊條件極其復雜,數值分析中往往需要進行簡化處理,使得數值分析結果可能與實際焊接殘余應力存在一定差異.
本文同時采用數值分析方法和切條法、盲孔法2種試驗方法對鋼板對接焊接殘余應力進行研究,以切條法為標準對數值分析方法和盲孔法的精度進行評價.
1 鋼結構焊接過程數值分析方法
1.1 耦合場的分析
在焊接過程數值模擬中,熱-位移耦合場分析可采用直接耦合法或間接耦合法.直接耦合法采用熱-位移耦合單元,包含節點溫度自由度和位移自由度,僅通過1次計算就可以得到溫度場和應力、變形結果.這種方法易于操作,簡單方便,收斂效果好,能夠考慮應力場和溫度場的相互影響,但計算耗時過長,僅適用于較小的模型.間接耦合法通過熱分析和力分析2步得到計算結果,分別采用導熱單元和力單元,首先進行熱分析,然后將得到的溫度場作為外荷載作用到模型上進行應力、變形分析.這種方法分工明確,計算速度快,但無法考慮應力場對溫度場的影響.
1.2 邊界條件和荷載
焊接過程數值分析需要考慮的邊界條件包括熱分析中的對流輻射條件和力分析中的位移邊界條件.對流輻射條件是指充分考慮鋼構件表面與周圍環境進行熱量交換對計算結果的影響,溫度較低時以對流為主,溫度較高時以輻射為主.位移邊界條件則應根據焊接過程中鋼構件受約束情況確定.
焊接過程數值分析中的熱分析過程以環境溫度或焊接預熱溫度為初始溫度場,采用FLUX子程序[11]進行體熱源(Body heatflux)熱量輸入.熱分析結束后,改變單元類型,施加位移邊界條件,將熱分析得到的節點溫度施加到力分析相應節點上,進行應力、變形分析.
1.3 焊接熱源模型
焊接熱源模型采用雙橢球熱源模型[12],其幾何形狀類似于半卵形,接近焊接熔池形狀,在焊接行進方向以熱源加熱的中心點為界分為前后2個1/4橢球來進行描述.電弧熱流圍繞加熱斑點中心是不對稱分布的,由于焊接速度的影響,電弧前方的加熱區域要比電弧后方的小,加熱斑點不是圓形的,而是橢圓形的,并且電弧前、后的橢圓形狀也不相同,如圖1所示.
2 鋼板對接焊接及焊接殘余應力測定
2.1 鋼板對接焊接過程及相關參數
2塊鋼板(板塊A、板塊B)幾何尺寸均為400mm ×200 mm×6 mm,Q345B鋼材,采用對接焊縫沿長邊焊接拼接,E50系列焊條,單道焊,不設引弧板.焊接電流為390 A,焊接電壓為39 V,焊接速度約為10mm/s,環境溫度為20℃.對接焊接后自然冷卻,然后對板塊A、板塊B分別采用盲孔法和切條法進行焊接殘余應力試驗測定.

圖1 雙橢球熱源模型圖Fig.1 Doubleellipsoid heatsourcemodel
2.2 盲孔法測定鋼板對接焊接殘余應力
若構件內存在殘余應力場,在應力場內任意點處鉆一定直徑和深度的小盲孔,盲孔周圍原先平衡的應力狀態受到破壞,盲孔周圍將產生一定量的釋放應變,其大小與被釋放的應力相對應.通過測定盲孔周圍的釋放應變,即可計算測點殘余應力[13],如圖2所示.

圖2 盲孔法應變片布置Fig.2 Stain gauges in blind-holemethod
依照《鉆孔應變法測量殘余應力的標準測試方法》SL499-2010[2]進行測試.在板塊A上距焊縫中心20mm處布置一排測點,從左向右編號為0#~12#,測點布置和應變花粘貼方位如圖3.采用盲孔法專用設備在測點鉆孔后,測得0#~12#應變花實測釋放應變1、2及3,應變方向如圖2所示.

圖3 盲孔法測點布置及應變花粘貼方位Fig.3 Arrangementof strain gauges forblind-holemethod
盲孔法鉆孔孔徑為D0=3 mm,孔深h=2.5 mm,應變花測量圓直徑D=7.6 mm,則D0/D=0.395, h/D=0.33,由《鉆孔應變法測量殘余應力的標準測試方法》查表得標定常數.可由式 (1)計算A、B的值,式中v=0.3為鋼材泊松比,E=206 000MPa為鋼材彈性模量.

鋼板橫向(垂直焊縫方向)及縱向(沿焊縫方向)焊接殘余應力x和y,可根據由豎直及水平方向應變片測得的應變釋放按式 (2)[3]計算:

2.3 切條法測定鋼板對接焊接殘余應力
當構件內存在殘余應力場時,如果用機械方法將構件切割成條,原有殘余應力將會釋放,從而產生彈性變形,根據彈性變形量(應變量)便可計算殘余應力的數值,切條法是目前被廣泛認可的、較為可靠的焊接殘余應力測定方法.
依照《金屬材料殘余應力測定全釋放應變法》GB/T 31218-2014[14],采用線切割機在板塊B上對焊接殘余應力進行切條法試驗測定,切割原理為電火花線切割,切割過程中采用冷卻液進行冷卻.
切割過程分為平行于焊縫的縱向切割及垂直于焊縫的橫向切割.縱向刀口距焊縫中心20 mm,在距離縱向刀口8mm處布置一排測點,編號與盲孔法測點編號對應,從右到左編號為0#~12#.橫向刀口在0#與1#、11#與12#應變片之間沿中點切開,其它刀口到最近的應變片距離為8mm.縱、橫向刀口位置、測點布置和應變花粘貼方位如圖4所示.
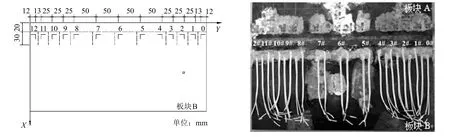
圖4 切條法橫縱向刀口位置、測點布置及應變花粘貼方位Fig.4 Transverseand longitudinalcutting linesand strain gaugearrangement for cuttingmethod
先進行縱向切割,切割方向由0#測點開始向左切割,每當切到橫向刀口處,讀數并記錄下所有應變數據.縱向切割結束后進行橫向切割,切割順序由12#測點開始向右切割,刀口深度為30mm.
分別測得縱向及橫向切割后0#~12#應變花實測釋放應變及.鋼板橫向及縱向焊接殘余應力x和y可按式 (3)計算:

最后將縱向及橫向切割后確定的殘余應力疊加,即得到各測點總的橫向與縱向焊接殘余應力.
3 鋼板對接焊接過程數值模擬
3.1 模型建立
采用通用有限元軟件ABAQUS對鋼板對接焊接過程進行數值分析.考慮應力場通過變形熱對溫度場的影響很小,因此采用間接耦合方法.首先進行熱傳導分析(Heat Transfer),采用8節點三維實體DC3D8單元,在其后的應力分析(Static General)中,采用8節點三維實體C3D8單元.有限元模型結點、單元位置及編號始終保持不變.
焊接過程是非線性瞬態問題,數值分析涉及到密度、彈性模量、屈服應力、導熱系數、膨脹系數和傳熱系數等6個材料參數,每一個材料參數值都隨著溫度的不同而變化[15].
數值分析中對流換熱系數取為10W(m2K)1,黑度取為0.85[16],熱源溫度約2000℃.環境溫度、焊接電流及焊接電壓V等均按實際焊接情況取值.對接焊縫長400mm,焊接速度10mm/s,焊接加熱過程為40 s,冷卻時間設置為3 000 s.
2塊鋼板關于焊縫對稱,故在數值分析中,只取一側板塊建立有限元模型,并在對稱面上施加對稱約束.為了兼顧計算速度和精確度,在距離焊縫較近的部位采用較密的網格,在距離焊縫較遠的部位采用稀疏的網格,之間采用過渡網格平緩過渡,如圖5所示.
3.2 溫度場
焊接過程溫度場分布很不均勻,在熱源不斷移動過程中,鋼板峰值溫度可達1 800℃,發生在熱源中心點處,在熱源附近區域等溫線近似呈橢圓形分布,熱源前方溫度急劇下降,梯度較大,后方溫度下降比較緩和,梯度較小.焊接結束冷卻3 000 s后整塊鋼板溫度都已降至21℃以下,可以認為鋼板溫度場及應力均不會再發生變化.
3.3 焊接殘余應力

圖5 有限元分析模型Fig.5 Finiteelementmodel
數值分析確定的鋼板橫向及縱向焊接殘余應力如圖6、圖7,可以看出:1)焊縫附近焊接殘余應力較大,遠離焊縫區域,焊接殘余應力較小;2)橫向焊接殘余應力在焊縫兩端為壓應力,向焊縫中部迅速變為拉應力,壓應力區域較小、應力已達到鋼板屈服應力,拉應力區域較大,應力數值較小,最大拉應力約為42MPa;3)縱向殘余應力在沿焊縫的狹窄區域內為拉應力,隨著與焊縫距離的增大,迅速變化為壓應力,拉應力區域寬度較小、應力已達到鋼板屈服應力,壓應力區域較大,最大壓應力約為115MPa.

圖6 鋼板橫向殘余應力Fig.6 Transverse residualstresson steelplate

圖7 鋼板縱向殘余應力Fig.7 Longitudinal residualstresson steelplate
4 數值分析與試驗測定的結果對比
為進行數值分析和試驗測定的定量比較,在數值分析模型上定義距焊縫中心20 mm與焊縫平行的直線為路徑1.數值分析確定的路徑1上的焊接殘余應力與切條法和盲孔法測定的測點0#~12#的殘余應力比較如圖8.數值分析結果與切條法測定的焊接殘余應力分布趨勢一致、殘余應力數值也較為接近,說明通過對鋼結構焊接過程進行數值模擬可以較為準確地確定焊接殘余應力.數值分析與切條法結果存在差異的原因在于切條法的試驗誤差及數值分析中參數選取與實際情況不完全相符.盲孔法測得的焊接殘余應力與切條法及數值分析確定的焊接殘余應力分布趨勢基本一致,但殘余應力數值有較大差異.盲孔法結果誤差較大的主要原因在于盡管使用專用鉆孔設備,盲孔鉆孔精度仍不易控制,鉆孔位置、鉆孔直徑及鉆孔深度等偏差對試驗結果都可能有較大影響.

圖8 測點0#~12#焊接殘余應力對比Fig.8 Comparison ofwelding residualstressof testing point0#~12#
5 結論
對采用對接焊縫拼接鋼板的焊接過程進行數值模擬,確定其焊接殘余應力,同時采用切條法和盲孔法對焊接殘余應力進行試驗測定,以切條法測定結果為標準,對數值分析及盲孔法測定結果的精度進行驗證,得出結論如下:1)采用數值分析方法確定的焊接殘余應力與切條法測定結果基本一致,說明通過對鋼結構焊接過程進行數值模擬可以較為準確地確定其焊接殘余應力情況,數值分析中參數選取應盡量與實際焊接過程相同;2)盲孔法測定的鋼板焊接殘余應力分布規律與切條法及數值分析結果基本一致,但由于盲孔鉆孔精度不易控制,盲孔法測定的焊接殘余應力數值誤差較大.
[1]蔣剛,譚明華,王偉明,等.殘余應力測量方法的研究現狀 [J].機床與液壓,2007,35(6):213-216.
[2]SL499-2010,鉆孔應變法測量殘余應力的標準測試方法 [S].
[3]CB3395-92,殘余應力測試方法鉆孔應變釋放法 [S].
[4]Sandifer JP,Bowie G E.Residualstressby blind-holemethod w ith off-centerhole[J].ExperimentalMechanics,1978,18(5):173-179.
[5]楊伯源.鉆孔偏心下的應變釋放系數及殘余應力 [J].實驗力學,1990,5(3):329-335.
[6]候海量,朱錫,劉潤泉.盲孔法測量焊接殘余應力應變釋放系數的有限元分析 [J].機械強度,2003,25(6):632-636.
[7]Ueda Y,Yamakawa T.Analysisof thermalelastic-plastic stressand strain during welding by finiteelementmethod[J].Transactionsof the Japan Welding Society,1971,2(2):186-196.
[8]周建新,李棟才,徐宏偉.焊接殘余應力數值模擬的研究與發展 [J].金屬成形工藝,2003,21(6):62-64.
[9]倪紅芳,凌祥,涂善東.多道焊三維殘余應力場有限元模擬 [J].機械強度,2004,26(2):218-222.
[10]Deng D.FEM prediction ofwelding residualstressand distortion in carbon steelconsidering phase transformation effects[J].Materials&Design,2009,30(2):359-366.
[11]ABAQUSversion 6.10Documentation[M].ABAQUS Inc,2011.
[12]武傳松.焊接熱過程數值分析 [M].哈爾濱:哈爾濱工業大學出版社,1990.
[13]裴怡,包亞峰,唐慕堯.盲孔法測定時計算公式中A、B值的研究 [J].機械強度,1997,19(1):18-21.
[14]GB/T 31218-2014,金屬材料殘余應力測定全釋放應變法 [S].
[15]屈立軍,李煥群,王躍,等.國產鋼結構用Q345(16Mn)鋼高溫力學性能的恒溫加載試驗研究 [J].土木工程學報,2008,41(7):33-42.
[16]瞿偉廉,何杰.鋼橋整體節點焊接殘余應力三維有限元分析 [J].橋梁建設,2009(4):28-32.
[責任編輯 楊 屹]
Numericalanalysisand experimentalmeasurementof residualstresseson buttwelding steelplates
WANG Zhen1,YIN Yue1,2,LIChunm ing3,HUANG Yizhe1,WANG Chengbo1,2
(1.SchoolofCivilEngineering,Tianjin University,Tianjin300072,China;2.Key LaboratoryofCoastCivilStructureSafetyM inistry ofEducation,Tianjin University,Tianjin300072,China;3.Tianjin Highway EngineeringGeneralCompany,Tianjin300250,China)
Residual stress on buttwelding steel plate was determ ined by numerical simulation of the welding process. Blind-holemethod and cuttingmethod were then adopted and the residual stress near theweld seam was determ ined by released strainmeasurements.The accuracy of numericalsimulation and blind-holemethod was evaluated based on the results of cuttingmethod.The residualstressobtained by numericalanalysis agreed very wellw ith the resultsof cutting method,which verified theapplicability of numericalsimulation ofwelding processes.Blind-holemethod can also gave sim ilar residualstressdistribution,but the residualstressvalues itobtained have significantdifferencesw ith thoseby cuttingmethod and the deviationwas imputed to the error in blind-hole drilling process.
steelstructures;welding residualstress;numericalanalysis;cuttingmethod;blind-holemethod
TU375.4
A
1007-2373(2016)04-0099-06
10.14081/j.cnki.hgdxb.2016.04.016
2015-11-03
王震(1990),男(漢族),研究生.
尹越(1971),男(漢族),副教授,yinyue@tju.edu.cn.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年12期)2015-04-09 06:57:24
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
