簡(jiǎn)述氯化石蠟生產(chǎn)工藝及尾氣治理措施
2023-10-30 01:58:32吳靜然賈立飛
皮革制作與環(huán)保科技 2023年17期
關(guān)鍵詞:工藝
吳靜然,賈立飛,趙 豐
(1.河北瑞三元環(huán)境科技有限公司,河北 石家莊 050000;2.邢臺(tái)市生態(tài)環(huán)境監(jiān)控中心,河北 邢臺(tái) 054001)
引言
氯化石蠟屬于助劑范疇,性能較優(yōu),適用廣泛,可作為阻燃、防水、防腐、彈性密封等的材料,也可用于清漆及石油冶煉中的添加材料,是一種PVC制品的重要輔助增塑材料。氯化石蠟?zāi)芗訌?qiáng)塑料制品加工成型時(shí)的塑性和流動(dòng)性,使其具有較高的柔韌度。近年來(lái),由于臨苯二甲酸二辛酯(DOP)、臨苯二甲酸二丁酯(DBP)、磷酸三甲酚酯(TCP)、葵二酸二辛酯(DOS)、月桂酸二丁基錫(DBL)等增塑產(chǎn)品需求量猛增,售價(jià)一路飆升,使用者希望采用物美價(jià)廉的氯化石蠟代替以上增塑產(chǎn)品,因此應(yīng)用氯化石蠟的行業(yè)越來(lái)越多,領(lǐng)域越來(lái)越廣。2019年,我國(guó)氯化石蠟消費(fèi)量大增,且國(guó)外需求量亦明顯增大,出口形勢(shì)較好。而我國(guó)此類產(chǎn)品生產(chǎn)能力增長(zhǎng)緩慢,不能滿足市場(chǎng)需求,預(yù)計(jì)在未來(lái)5~10年內(nèi),此類產(chǎn)品的出口需求仍將保持強(qiáng)勁勢(shì)頭。為了抓住市場(chǎng)機(jī)遇,滿足市場(chǎng)需求,充分利用當(dāng)?shù)匾延匈Y源,某廠決定投資建設(shè)氯化石蠟生產(chǎn)線項(xiàng)目[1-3]。
1 生產(chǎn)工藝
石蠟為碳原子數(shù)約為15~30的烴類混合物,主要組分為直鏈烷烴(約為80%~95%),還有少量帶個(gè)別支鏈的烷烴、帶長(zhǎng)側(cè)鏈的單環(huán)環(huán)烷烴、芳烴(甲苯、乙苯)、堿性氮(吡啶、喹啉)、硫、鐵等雜質(zhì)(合計(jì)含量在20%以下)。本項(xiàng)目所用原料石蠟為精加工皂蠟,所含芳烴及其他雜質(zhì)均已去除大部(合計(jì)含量為10%)。
1.1 主反應(yīng)
石蠟氯化以自由基取代的鏈反應(yīng)進(jìn)行,由式(1)表示:
本項(xiàng)目主要生產(chǎn)氯化石蠟-42和氯化石蠟-52,其主要化學(xué)反應(yīng)方程式如式(2)、式(3)所示:
ⅰ氯化石蠟-42
ⅱ氯化石蠟-52
1.2 副反應(yīng)
1.2.1 帶個(gè)別支鏈的烷烴和長(zhǎng)側(cè)鏈的單環(huán)環(huán)烷烴與氯反應(yīng)
帶個(gè)別支鏈的烷烴和長(zhǎng)側(cè)鏈的單環(huán)環(huán)烷烴與氯反應(yīng),反應(yīng)原理同上,且烷烴中氫原子的反應(yīng)活潑性次序?yàn)椋菏鍤洌局贇洌静畾洌簿褪钦f(shuō)在氯取代反應(yīng)中,氯自由基先取代叔氫,然后是仲氫,最后才會(huì)取代伯氫。由于C15~C30的帶支鏈的同分異構(gòu)體較多,且氯取代氫的位置及個(gè)數(shù)不定,所以這里不再贅述。
1.2.2 芳烴與氯反應(yīng)
甲苯的氯取代反應(yīng)下面還要做詳細(xì)敘述,在此不再多做重復(fù)。乙苯的主要氯取代反應(yīng)如圖1所示。
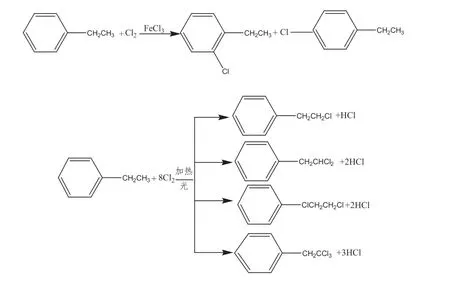
圖1 乙苯的主要氯取代反應(yīng)
1.2.3 堿性氮與氯反應(yīng)
堿性氮與氯反應(yīng)見(jiàn)圖2、圖3。
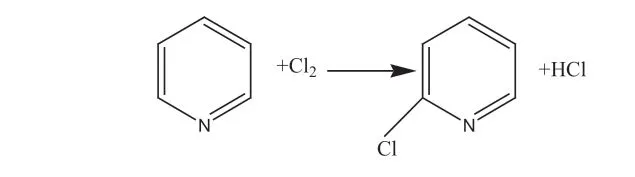
圖2 吡啶氯代反應(yīng)
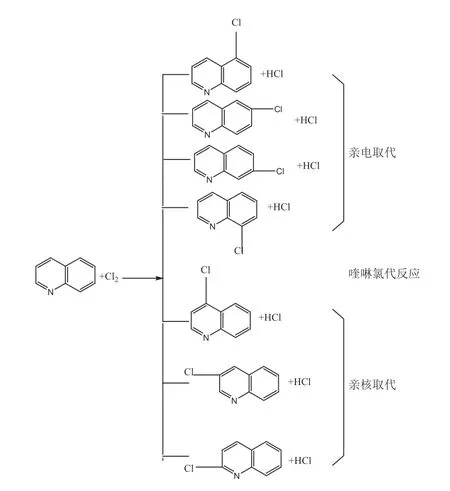
圖3 喹啉氯代反應(yīng)
目前國(guó)內(nèi)有三種生產(chǎn)氯化石蠟的方法[4-6],具體如下。
(1)熱氯化法
熱氯化法采用熱源直接加熱方式,使石蠟成熔融狀態(tài),再與通入的氯氣進(jìn)行反應(yīng)。該法工藝成熟,可使產(chǎn)品質(zhì)量穩(wěn)定達(dá)標(biāo),與氯堿廠配套使用適用性高,國(guó)內(nèi)大部分生產(chǎn)氯化石蠟的廠家采用該方法。但其具有裝置投資大、氯氣轉(zhuǎn)化率低、產(chǎn)品成本高、鹽酸等副產(chǎn)品質(zhì)量差、后處理較困難及難以達(dá)到環(huán)保部門要求及標(biāo)準(zhǔn)的缺點(diǎn)。
(2)光氯化法
光氯化法由特定波長(zhǎng)的光引發(fā),該方法氯氣轉(zhuǎn)化率高、成本較低、產(chǎn)品質(zhì)量穩(wěn)定,投資比催化法略高,較易達(dá)到環(huán)保部門的標(biāo)準(zhǔn)及要求。
(3)催化氯化法
該法由引發(fā)劑引發(fā),具有較高的氯氣轉(zhuǎn)化率,投資少、成本適中。但是其工藝不是很成熟,產(chǎn)品質(zhì)量不穩(wěn)定,難以達(dá)到環(huán)保部門的標(biāo)準(zhǔn)及要求。幾種氯化工藝的對(duì)比詳見(jiàn)表1。
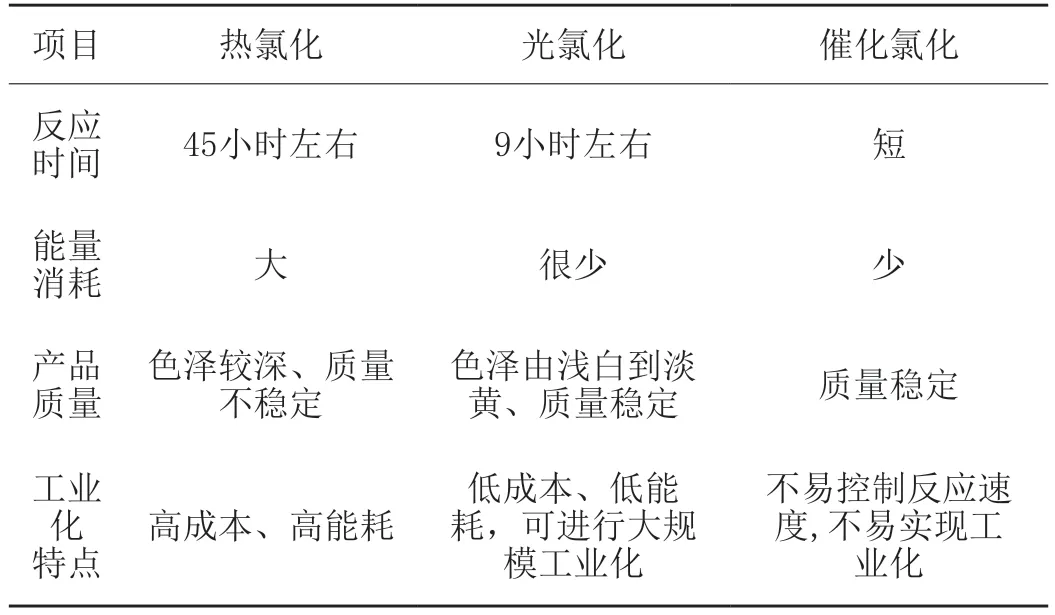
表1 氯化工藝幾種方法對(duì)比一覽表
綜上,某廠以精制皂蠟和氯氣為主要原料,采用催化光氯化新技術(shù)生產(chǎn)氯化石蠟。本項(xiàng)目采用的搪瓷反應(yīng)釜,一方面?zhèn)鳠崦娣e大、傳熱效果好,允許的反應(yīng)速度較快;另一方面其傳質(zhì)效果好,反應(yīng)物料接觸時(shí)間長(zhǎng),能夠充分反應(yīng),氯氣轉(zhuǎn)化率高。
催化光氯化法的氯化反應(yīng)可利用催化劑、光量子之間的協(xié)同作用,順利地以鏈鎖方式進(jìn)行。其利用了光、催化劑兩種方式,引發(fā)游離基反應(yīng),既保證了引發(fā)反應(yīng)得以迅速進(jìn)行(反應(yīng)前期),又不會(huì)因反應(yīng)后期分解的催化劑導(dǎo)致大大降低催化活性。
該生產(chǎn)新技術(shù)與目前國(guó)內(nèi)現(xiàn)行的生產(chǎn)工藝相比,具有以下優(yōu)點(diǎn):(1)生產(chǎn)周期短、能耗少、成本低;(2)反應(yīng)溫度低,產(chǎn)品質(zhì)量好;(3)本項(xiàng)目采用了高效的催化劑、特殊的氯化反應(yīng)器及較好的工藝路線,使氯氣轉(zhuǎn)化率達(dá)到98%~99%以上。其主要工藝步驟如下。
(1)原料預(yù)處理
將原料皂蠟(在罐區(qū)利用套管間接加熱)加溫后,用泵打入各反應(yīng)釜,升溫至70 ℃。將液氯經(jīng)水加熱器(間接加熱)汽化,由緩沖罐、計(jì)量泵通入主反應(yīng)釜,進(jìn)行氯化反應(yīng)。
(2)氯化反應(yīng)
反應(yīng)初期應(yīng)先通入少量氯氣,并加熱升溫使反應(yīng)速率加快。反應(yīng)一段時(shí)間后,加大通氯量,限度為反應(yīng)液不變色。待反應(yīng)液粘度增大時(shí),適當(dāng)降低氯氣流量,由于氯化反應(yīng)屬放熱反應(yīng),再用夾套冷水換熱(循環(huán)冷卻水經(jīng)涼水塔冷卻后循環(huán)使用),控制溫度在90~100 ℃之間,直至反應(yīng)完成。反應(yīng)中產(chǎn)生的氯化氫氣體和少量未反應(yīng)的氯氣由反應(yīng)釜上部管道導(dǎo)入緩沖槽后,進(jìn)入尾氣吸收系統(tǒng)。
本項(xiàng)目生產(chǎn)的氯化石蠟-42和氯化石蠟-52主要由反應(yīng)時(shí)間控制。車間檢測(cè)手段為隨時(shí)測(cè)比重。①氯化石蠟-42:生產(chǎn)基本合格后(比重為1.13~1.15),再由化驗(yàn)室化驗(yàn)含氯量達(dá)41%~44%時(shí),即為達(dá)到反應(yīng)終點(diǎn)。②氯化石蠟-52也同樣如此,比重達(dá)1.25~1.27時(shí),送化驗(yàn)室檢測(cè)控制反應(yīng)終點(diǎn)。
本項(xiàng)目采用多反應(yīng)釜串聯(lián)間歇單罐反應(yīng)生產(chǎn),即將主反應(yīng)釜未參與反應(yīng)的殘氯依次引入副反應(yīng)釜中繼續(xù)參與反應(yīng)。1#為主釜,2#、3#為副反應(yīng)釜,氯氣先通入1#反應(yīng)釜,未參與反應(yīng)的余氯通入2#、3#反應(yīng)釜,反應(yīng)完成后,1#反應(yīng)釜物料放出,把2#改為主釜,3#、1#為副釜,依此類推。采用這種方法是為了加長(zhǎng)流程以充分吸收殘氯。
(3)脫氣
反應(yīng)釜中的物料檢測(cè)合格后,停止通入氯氣,將反應(yīng)成的料液打入凈化吹風(fēng)釜,用干燥空氣吹出溶解的氯化氫和氯氣,調(diào)整pH值,達(dá)到要求后,加入0.3%的氯化石蠟專用熱穩(wěn)定劑后即得成品,再包裝成成品待售。
(4)尾氣吸收
將氯化反應(yīng)工序和脫氣工序生成的氯化氫氣體和未反應(yīng)的少量氯氣,由管道經(jīng)緩沖罐送尾氣吸收系統(tǒng)處理。尾氣吸收系統(tǒng)由兩級(jí)石墨降膜吸收器和堿液吸收尾氣裝置組成。氯化氫氣體和少量未反應(yīng)氯氣經(jīng)兩級(jí)石墨降膜吸收后,在吸收器內(nèi)循環(huán),直至生成副產(chǎn)品鹽酸后,打入全封閉的鹽酸儲(chǔ)罐,尾氣再經(jīng)15%堿液吸收成副產(chǎn)品次氯酸鈉,最后經(jīng)排氣筒排放。
2 尾氣處理工藝
某廠工藝尾氣中主要污染物為氯化氫和氯氣,以尾氣中氯氣的性質(zhì)來(lái)看,其治理方法主要有水吸收、堿液吸收、吸附劑吸附、氯化亞鐵或鐵屑吸收等。
國(guó)內(nèi)一般廠家[7-10]采用一級(jí)水吸收加一級(jí)堿液吸收,使尾氣達(dá)標(biāo)排放。該方法的優(yōu)點(diǎn)是所需設(shè)備少、流程簡(jiǎn)單、易操作、投資少,較適用于中小規(guī)模的生產(chǎn)廠家。但是此法用堿液量較大,并且制備不了較高濃度的鹽酸。
某廠采用三個(gè)串聯(lián)吸收塔吸收尾氣,其中一、二級(jí)吸收塔為石墨降膜吸收塔,三級(jí)吸收塔為堿吸收塔。含氯廢氣依次進(jìn)入一、二級(jí)石墨降膜吸收塔、三級(jí)堿吸收塔,三個(gè)塔串聯(lián),與廢氣逆流而行的水(或堿液),在一、二級(jí)石墨降膜吸收塔設(shè)備內(nèi)逆流吸收,最后進(jìn)入堿吸收塔。該工藝的優(yōu)點(diǎn)為每個(gè)吸收塔內(nèi),水(或堿液)作為吸收劑,與被吸氣體均具有較高的濃度梯度,吸收快,具有較好的吸收效果。該工藝克服了合理的位差,安裝吸收設(shè)備時(shí),水(或堿液)與廢氣自然逆流吸收,且操作簡(jiǎn)便;缺點(diǎn)為動(dòng)力類設(shè)備較多,投資略大等。該工藝治理效率見(jiàn)表2。
經(jīng)過(guò)治理,排放尾氣可達(dá)到《大氣污染物綜合排放標(biāo)準(zhǔn)》(GB 16297-1996)[11]二級(jí)標(biāo)準(zhǔn)中Cl2、HCl的排放標(biāo)準(zhǔn)。為防止Cl2、HCl對(duì)環(huán)境的污染,排放源必須安裝Cl2、HCl超標(biāo)報(bào)警器。
綜上所述,某廠采取的尾氣處理裝置防治措施在國(guó)內(nèi)處于較先進(jìn)水平。
3 結(jié)論
結(jié)論如下:⑴某廠以精制皂蠟和氯氣為主要原料,采用催化光氯化新技術(shù)生產(chǎn)氯化石蠟。采用的搪瓷反應(yīng)釜,一方面?zhèn)鳠崦娣e大,傳熱效果好,允許較快的反應(yīng)速度;另一方面其傳質(zhì)效果好,反應(yīng)物料接觸時(shí)間長(zhǎng),能夠充分反應(yīng),氯氣轉(zhuǎn)化率高。⑵某廠采用三個(gè)串聯(lián)吸收塔吸收工藝尾氣,工藝優(yōu)點(diǎn):在各個(gè)吸收設(shè)備內(nèi),吸收劑(水或堿液)及被吸收氣體均具有較高的濃度梯度,吸收快,具有較好的吸收效果。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52