AP1000電氣高精度預埋件安裝控制技術
2017-01-10 06:58:23劉曉
中國核電 2016年4期
關鍵詞:變形
劉 曉
(國核工程有限公司,上海 200233)
AP1000電氣高精度預埋件安裝控制技術
劉 曉
(國核工程有限公司,上海 200233)
AP1000壓水堆核電機組中,存在大量為電氣盤柜使用的電氣預埋件,埋件長度長,但寬度以及厚度相對較小,在運輸以及安裝過程中極易發生變形,且該類型埋件安裝精度要求高,按照普通埋件加固難以滿足公差的要求。為了保證后續電氣設備的安裝以及倒送電節點的順利實現,對于電氣高精度預埋件,從加工制作、運輸以及現場安裝進行了一系列的控制措施,以保證此類埋件的安裝精度。
AP1000;電氣埋件;高精度;控制方法
AP1000[1]是美國西屋公司開發的一種雙環路百萬千瓦級壓水堆核電機組。海陽核電項目廠址規劃建設6臺AP1000核電機組,一期工程建設兩臺單機1 250 MW的機組,是我國三代核電技術自主化依托項目之一。AP1000非能動、模塊化的設計理念,簡化了安全系統配置;減少了安全支持系統;大幅度地減少了安全級設備及抗震廠房;明顯降低了對大宗材料的需求,但為大宗材料安裝所必須的預埋件數量隨之減少但數量依然較大,其中在AP1000核電站附屬廠房/輔助廠房倒送電[2]樓板上分布較大數量的高精度電氣預埋件,需在混凝土施工前進行預先埋設。電氣預埋件的類型為N2 型(尺寸為L×229 mm×20 mm),長度L為1 295~2 515 mm不等,分布范圍較廣(示意圖詳見圖1),精度要求高,平整度要求為3 mm/yd2(3.6 mm/m2),對于施工是一種挑戰。
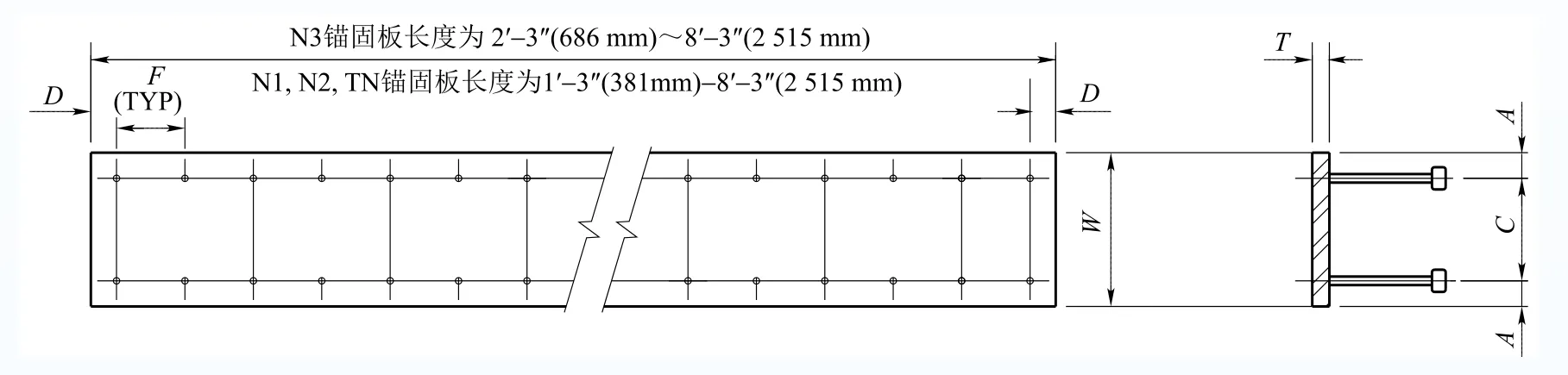
圖1 N2型埋件示意圖Fig.1 Schematic of type N2 embedment
1 一般預埋件的加固
在預埋件安裝前所有埋件核實無誤且要核對所有預埋件標簽上所標識的信息與設計文件要求的一致。預埋件的安裝應根據預埋件的安裝部位不同采用不同的安裝方法,對于一般預埋件(見圖2)的安裝,其安裝流程如下:
由于不同的安裝位置埋件的加固形式也不盡相同,此處取與高精度埋件同樣位于樓板上的埋件(HA型和DWA型)加固進行對比性介紹。首先在確保安裝無誤后進行樓板鋼筋綁扎和板頂預埋件的安裝。板頂預埋件的平面位置應與綁扎鋼筋之前在板底模上測量出的板頂預埋位置相對應,并用線墜、水平尺等對板頂預埋件的位置進行校核,其標高是根據已測定好基準的標高點為準,并通過拉直線的方法進行標定。
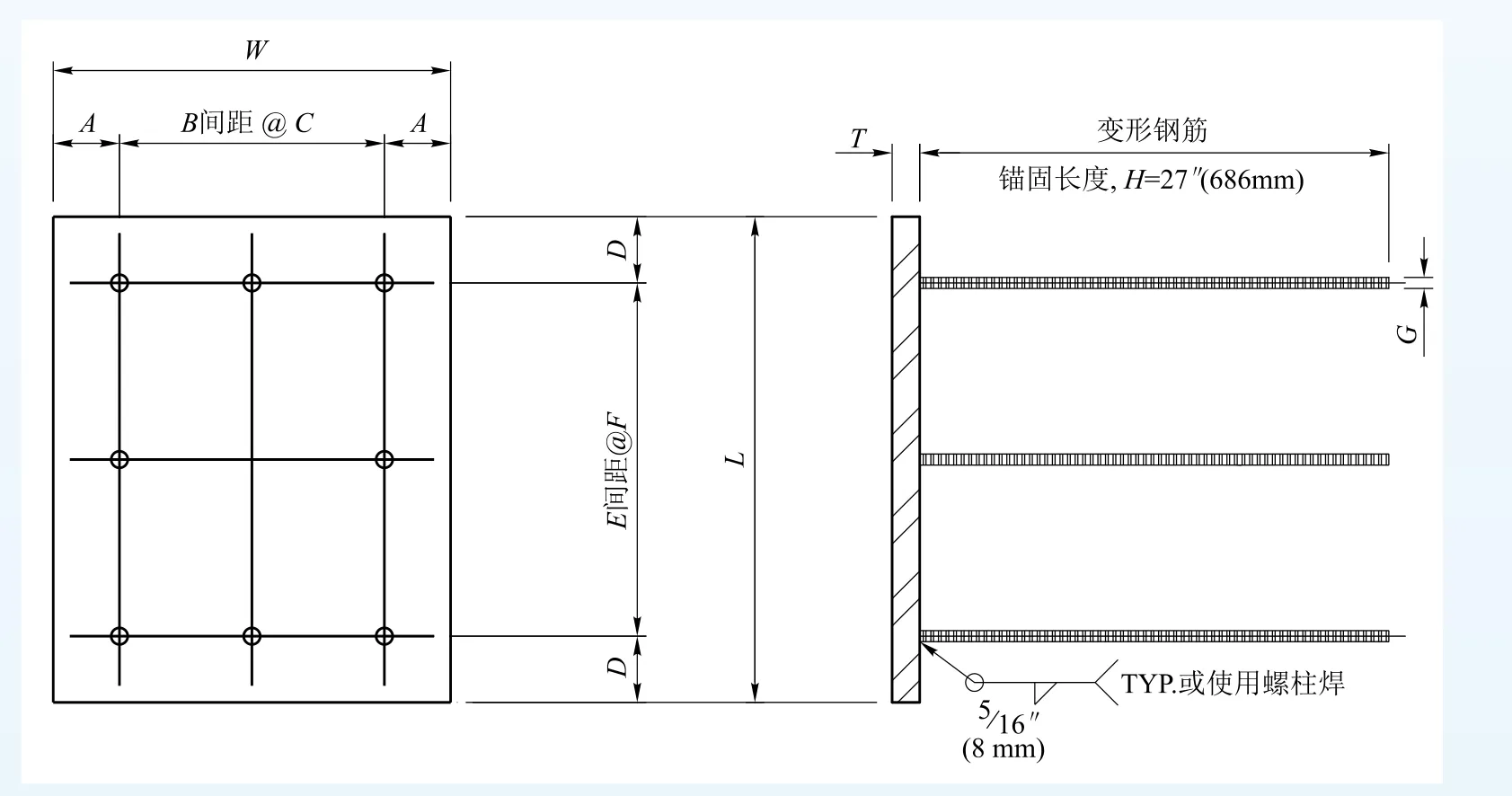
圖2 一般類型預埋件Fig.2 General type embedment
對于帶有錨固釘或T頭的預埋件,在樓板上層鋼筋綁扎完成后進行安裝。對于帶有彎筋的預埋件,應在樓板上層鋼筋綁扎前,將預埋件初步定位在事先測量的位置,然后待樓板鋼筋綁扎完成,再將預埋件進行精準定位。安裝時,從最近的控制軸線引測出預埋件中心線,并用紅色油漆在樓板面筋上標出“十”字定位線。操作人員先將預埋件按照“十”字線進行平面定位,并從附近的標高控制桿引測出預埋件標高,然后將預埋件的錨筋或錨固釘與附加筋綁扎固定,用水平儀和水平靠尺測量預埋件的標高與水平偏差,并用鐵錘輕敲校正,最后綁扎牢固。最后在預埋板下添加適當尺寸的附加筋保證其標高,并在預埋板的左右兩側點焊附加筋,控制其左右位置,將兩排附加筋點焊固定。詳見圖3。
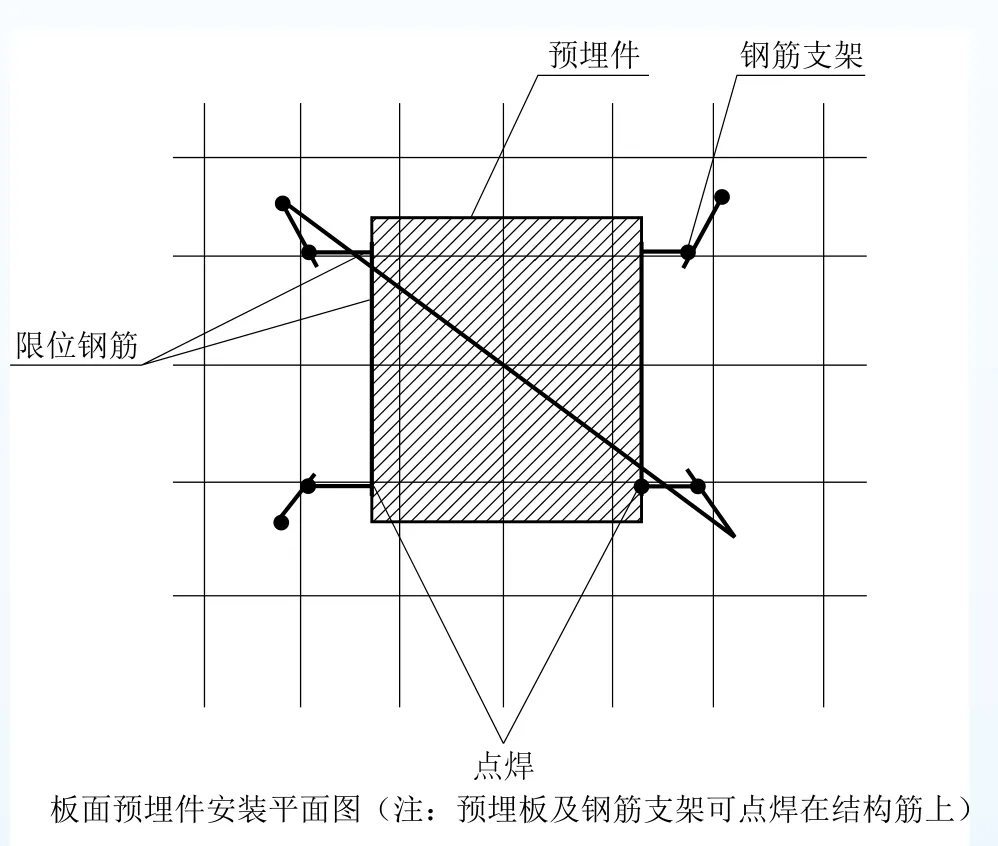
圖3 樓板處預埋件的安裝示意圖Fig.3 Sketch of embedment installation on the floor
由于現場人員在水平面的結構鋼筋上進行施工,無法保證鋼筋的標高。故對于安裝精度較高的預埋件,宜設獨立的鋼筋支架進行固定。鋼筋支架可焊接在預制板中事先預埋的鋼筋頭上或是壓型鋼板的錨固釘上,使其成為一個獨立于樓板主筋的支撐體系。
對于相鄰較近的埋件,可將其支架連成一體,對埋件進行整體固定。較小的埋件(長×寬<800 mm×800 mm)選用直徑≥20 mm的鋼筋,較重的埋件(長×寬>800 mm×800 mm)選用直徑≥22 mm的鋼筋作為鋼筋支架。豎向鋼筋一般沿預埋板長邊對稱布置,兩邊分別布置兩根并焊接在前一層施工鋼筋的根部,沿高度方向可加設橫向支撐點,以減少豎向鋼筋的長細比,滿足施工過程中的穩定性。若無施工鋼筋,可將支架點焊預制板事先留出的鋼筋頭上或是壓型鋼板的錨固釘上。根據圖紙上預埋板的頂標高和預埋板厚度計算出橫向鋼筋的標高,并用水準儀對橫向鋼筋的標高進行跟蹤測量,將橫向鋼筋緊靠豎向鋼筋上下調整,并保證能夠夾住預埋板兩側的錨爪,直至達到偏差要求后將橫向鋼筋與豎向鋼筋焊接牢固,一般橫向鋼筋的數量為2根。根據預埋板十字控制線,將預埋板調整到合適位置,用較短的鋼筋作為限位鋼筋將預埋板的兩側點焊固定,并與橫向鋼筋焊接固定,同時在埋板表面安裝一根直徑為20~25 mm 的斜向或橫向鋼筋防止埋件上浮,斜向鋼筋點焊在鋼筋支架上,如圖3所示。
板面預埋件安裝時,要把預埋件的錨筋同加固用附加筋用綁扎的方法進行固定,直到預埋件穩固為止。預埋件的安裝應與鋼筋進行穿插作業,并在鋼筋綁扎的過程中,當遇到較大的預埋件或錨筋端部帶有錨固板的預埋件時,應預留出該預埋件的安裝位置。
2 高精度埋件加固
AP1000附屬廠房/輔助廠房樓板上涉及倒送電房間的電氣高精度預埋件平整度要求為3 mm/yd2,約為3.6 mm/m2。海陽一號機組附屬廠房EL.100標高的電氣高精度預埋件按照普通埋件進行控制,約有40%的埋件存在超差,且超差值較大,最大值達到12.32 mm。后續處理難度較大,嚴重影響后期電氣設備的安裝以及全場倒送電節點的實現。所以對于此類電氣高精度埋件需要有嚴格的加固工藝進行控制。
母愛是細膩的、無微不至的,而父愛則是嚴肅的、剛強的,他們總是看起來沉默無語,沒有安慰,亦沒有鼓勵,其實這并不代表他們不愛自己的孩子,父愛同母愛是一樣偉大的,只是父親表達愛的方式不同而已。相比于言語,他們更喜歡默默付出。
2.1 超差原因分析
高精度埋件變形主要為翹曲,撓曲以及整體下沉或者偏移。影響高精度電氣埋件偏差水平度偏差產生的主要原因有以下幾個方面。
1)加工過程中,由于切割以及焊接熱應力等原因造成的埋件的翹曲變形;
2)加固措施不到位,加工運輸以及澆筑過程中未對埋件進行有效的加固;
3)安裝中沒有采用獨立的支撐體系,導致水平度以及標高的整體偏差;
4)埋件的加固點不足,加固點只有鋼梁上的剪力釘,埋件數量較多,剪力釘的位置以及數量均不能滿足所有位置埋件的加固;
5)現場保護監測手段缺乏,混凝土澆筑以及振搗設備的擾動,以及無實時的檢測手段,導致埋件的偏差;
6)樓板以及鋼梁的變形,由于樓板薄,跨度大,樓板極易發生變形,從而導致偏差的產生。
2.2 高精度埋件加固措施
2.2.1 高精度埋件出廠前控制
此類N2型電氣高精度預埋件的鋼板較薄、而其長寬比大,預埋件本身剛度較小,在加工過程中易產生翹曲變形。在切割焊接過程中嚴格控制溫度,盡量降低由于熱應力引起的埋件的變形。
在出加工廠前,必須對預埋件的翹曲、變形進行矯正,保證埋件的平整度滿足要求后,方可運至施工現場。
2.2.2 高精度埋件運輸加固
高精度埋件在運輸、搬運、吊裝過程中由于埋件震動、自重等原因會發生撓曲變形,這種變形需要通過加固措施形成預埋件的固定單元來降低埋件的變形以滿足安裝精度的要求。
為加強預埋件的剛度,采取在每塊預埋板面兩側增加對稱的通長表面應平整、無翹曲變形的8號槽鋼,配合雙鋼管、M16對拉螺桿(帶蝶形螺母)將每組電氣預埋件連接成整體的措施。預埋板面上的兩根槽鋼與預埋板長邊的兩側點焊固定,形成一個個的預埋件固定單元。埋件固定單元如圖4所示。
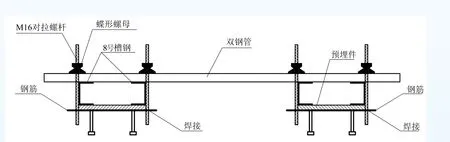
圖4 高精度埋件固定單元Fig.4 High accuracy embedment reinforced unit
2.2.3 高精度埋件安裝加固措施
在安裝過程中首先需要保證埋件安裝單元的安裝精度,其次需要降低埋件由于擾動產生的變形。現場采用獨立支架并將埋件單元連接成整體進行固定。
由于鋼梁在壓型鋼板下按間距布置,鋼梁上已均勻設置錨固釘。在預埋件兩側鋼梁的錨固釘上均設置豎向支架,采用按間距約1.2 m將M22對拉螺桿焊接于鋼梁錨固釘上。若M22對拉螺桿下無鋼梁時,則增加角鋼或槽鋼作為支撐,在預埋件附近的鋼梁錨固釘上增焊角鋼或槽鋼,其上焊接對拉螺桿。在每組預埋件上方增加雙鋼管與M22對拉螺桿(帶雙蝶形螺母)配合加固將預埋件連接成整體,防止埋件在混凝土澆筑過程中上浮或下沉,滿足施工過程中的穩定性。待預埋件安裝完后,根據圖紙上預埋板的頂標高,測量人員對其標高進行跟蹤測量,操作工用雙蝶形螺母可進行上下微調,將預埋件調整至設計位置,直至達到偏差要求。若遇預埋件下無支撐的情況,則通過在鋼梁上增設錨固釘的形式來增加支架支點。如圖5和圖6所示。
高精度預埋件在安裝過程中,對處于同一直線上的預埋件應先安裝兩端的埋件,待兩端埋件固定好后,以兩塊預埋件的中心軸線為基準拉線,再以此直線作為基準線,進行中間預埋件的安裝。對于相鄰較近的預埋件,將預埋件或固定支架連成一體,對預埋件進行整體固定。
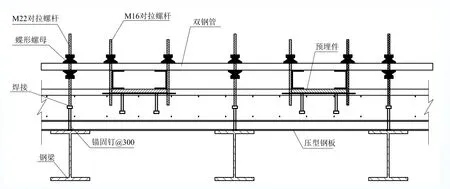
圖5 板面高精度埋件安裝立面圖Fig.5 Vertical view of high accuracy embedment on the floor
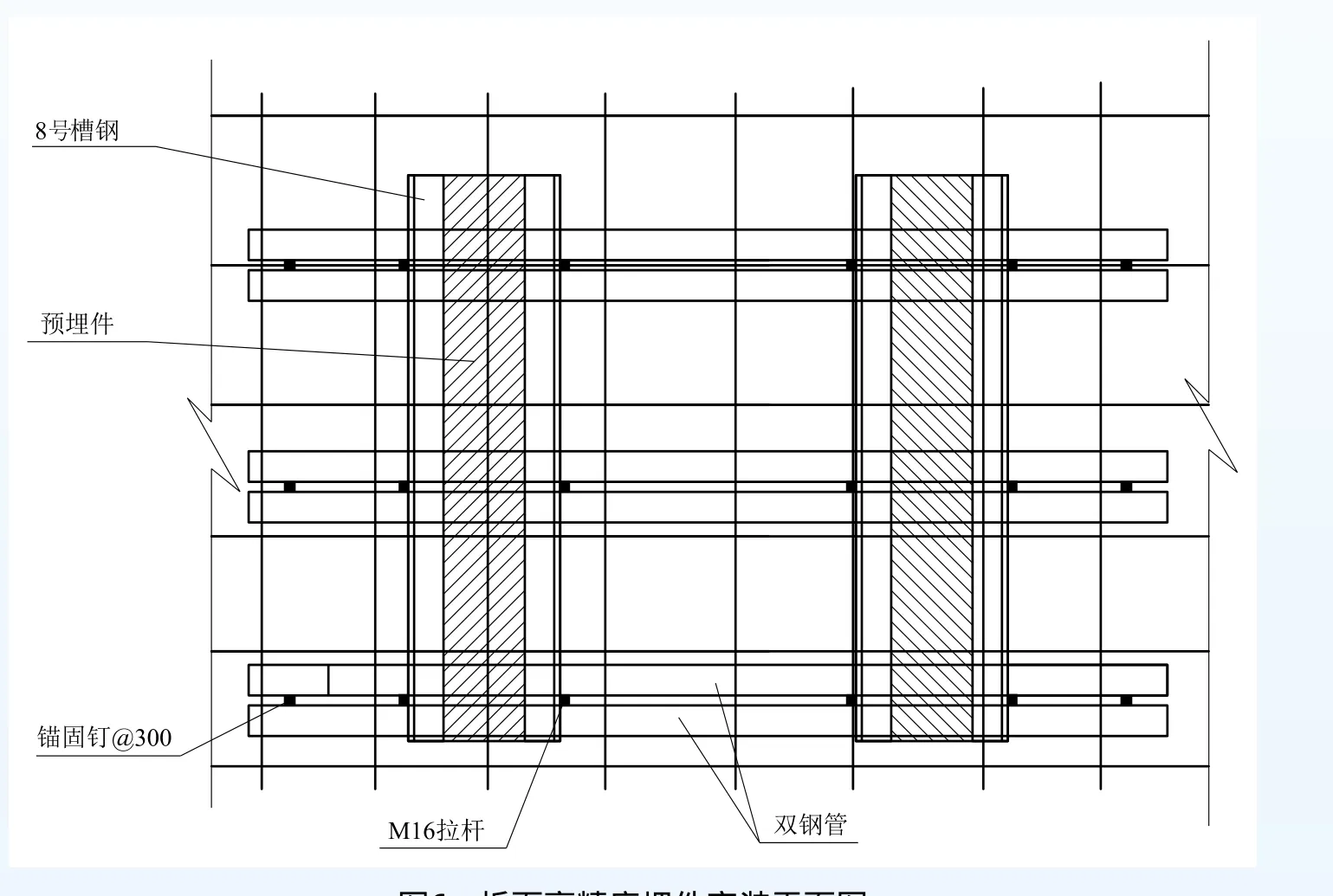
圖6 板面高精度埋件安裝平面圖Fig.6 Plan view of high accuracy embedment on the floor
2.2.4 鋼梁、壓型鋼板的支撐
預埋此類電氣高精度埋件的樓板結構形式為鋼梁支撐壓型鋼板的結構形式,樓板厚度相對較薄,且鋼梁、部分壓型鋼板的跨度過大,需在其下方設置臨時支撐以確保埋件的精度。
每道鋼梁下方的中間位置處均需設置臨時支撐;壓型鋼板下臨時支撐必須保證施工時壓型鋼板的跨度不大于1.8 m。臨時支撐采用盤扣式或扣件式腳手架搭設三排支撐架的形式,腳手架采用立桿縱距、橫距約0.9 m,橫桿步距不大于1.2 m。臨時支撐在壓型鋼板安裝就位之前先行支設,再進入房間內部調整可調頂撐,以使木方能夠頂緊鋼梁或壓型鋼板。待樓板混凝土養護完成之后,可拆除臨時支撐。臨時支撐示意圖見圖7。
2.2.5 混凝土澆筑控制
樓板上大量電氣安裝精度高,要避免混凝土振搗對預埋件的不利影響。澆筑混凝土時,需要避免傾倒混凝土對預埋件所造成的沖擊,傾倒混凝土時,應在未安裝埋件處傾倒,并迅速向四周攤開。在振搗過程中,需特別注意成品保護,預埋件、貫穿件附近混凝土澆筑必須緩慢,預埋件每邊的混凝土應均勻,防止發生側向位移。避免振搗棒碰擊預埋件、貫穿件,以防其變形和移位。
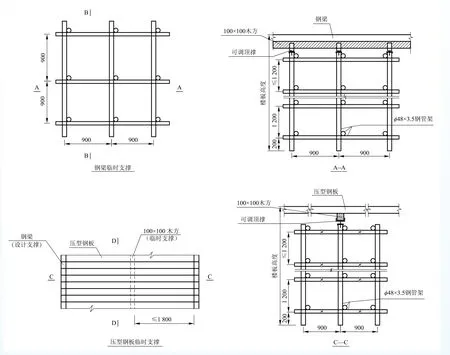
圖7 腳手架支撐示意圖Fig.7 Sketch of scaffold support
3 結束語
電氣高精度埋件若按照普通埋件進行加固安裝,施工結束后埋件超差嚴重,影響后續電氣盤柜的安裝以及施工節點的完成。海陽AP1000核島項目對于電氣高精度埋件從預制、加工、運輸到安裝均進行嚴格的控制來滿足設計公差的要求。通過以上加固措施,僅有極個別埋件超差,大大降低了此類埋件的超差現象。為電氣設備的安裝奠定了基礎,同時也保障了核島倒送電節點的實現。現電氣高精度埋件的安裝為一次預埋,可否考慮改進設計,采用二次灌漿技術,在滿足使用安全性可靠性的前提下以達到降本增效的目的。
[1] 孫漢虹等.第三代核電技術AP1000[M]. 北京:中國電力出版社,2010:1-78.
SUN Han-hong et. al. The Third Generation Technology AP1000 [M]. Beijing:China Electric Power Press, 2010:1-78.
[2] 林誠格. 非能動安全先進核電廠AP1000[M]. 北京:原子能出版社,2008:348-373.
LIN Cheng-ge. Passive Safety Advanced Nuclear Power Plant AP1000 [M]. Beijing: Atomic Energy Press, 2008:348-373.
[3] 李乾南; 張忠杰. 自流無收縮灌漿料在設備基礎二次灌漿中的應用[J]. 土工基礎,1995(2).
LI Qian-nan, ZHANG Zhong-jie. Application of Self-flowing and Non-shrinkage Grouting Material in the Second Grouting for Equipment Foundation [J]. Geotechnical Engineering Foundation, 1995 (2).
High Accuracy Embedment Installation Control Technique for AP1000 Electric Machine
LIU Xiao
(State Nuclear Power Engineering Co., Ltd., Shanghai 200233, China)
There is plenty of embedment for the electric cabinet in AP1000 PWR nuclear power plant. The embedment is cast-in-place, and the length of embedment is longer as compared with the width and thickness, with high installation accuracy, which is hard to meet the specific tolerance when transport and install the embedment. In order to install the electric cabinet smoothly and achieve the milestone of initial-energization, the control measure for the embedment from fabrication to installation is taken to make sure the installation accuracy.
AP1000;electric embedment;high accuracy;control measure
TL416 Article character:A Article ID: 1674-1617(2016)04-0323-06
TL416
A
1674-1617(2016)04-0323-06
2016-10-20
劉 曉(1982—),男,山東招遠人,碩士,從事核電項目設計管理工作。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36