中職雙線梯形螺紋加工及檢測(cè)教學(xué)探討
2017-01-11 00:12:48毛明劍毛明劍
廣東教育·職教版 2016年11期
關(guān)鍵詞:中職
毛明劍+毛明劍

雙線梯形螺紋具有參數(shù)多、精度高、加工耗時(shí)久等特點(diǎn),是普通車(chē)工加工訓(xùn)練中的重點(diǎn)和難點(diǎn)項(xiàng)目之一。雙線梯形螺紋的加工在中職普通車(chē)工中級(jí)考證中占有很重要的地位,是中級(jí)證重要考點(diǎn)之一,中職校備考,應(yīng)把雙線梯形螺紋的加工作為重點(diǎn)培訓(xùn)項(xiàng)目之一,而觀察近年考證情況,很多學(xué)生在梯形螺紋的加工中失分比較嚴(yán)重,導(dǎo)致整體成績(jī)不高,影響過(guò)級(jí)率。所以,如何快速讓學(xué)生認(rèn)識(shí)梯形螺紋的加工方法并熟練加工梯形螺紋是教師當(dāng)務(wù)之急。
本文主要以單線梯形螺紋的加工方法為基礎(chǔ),逐漸引入雙線梯形螺紋的加工,將參數(shù)的檢測(cè)與加工注意事項(xiàng)相結(jié)合,對(duì)加工中容易出現(xiàn)的問(wèn)題進(jìn)行分析,使中職學(xué)生更容易鞏固本項(xiàng)目學(xué)習(xí),提高考證過(guò)級(jí)率。
一、單線梯形螺紋的加工
單線梯形螺紋是雙線梯形螺紋的基礎(chǔ),它們有很多加工步驟和檢測(cè)參數(shù)是一樣的,所以,在認(rèn)識(shí)雙線梯形螺紋之前,先回顧一下單線梯形螺紋的加工步驟。
1.檢驗(yàn)螺距
有部分學(xué)生不習(xí)慣檢驗(yàn)螺距是否調(diào)整正確,待發(fā)現(xiàn)螺距不對(duì)時(shí)已不可挽回,所以我們要養(yǎng)成檢驗(yàn)螺距的好習(xí)慣。即調(diào)好螺距后,在外圓面輕車(chē)兩到三個(gè)螺距,然后用游標(biāo)卡尺檢驗(yàn)螺距是否正確。這一步操作起來(lái)很簡(jiǎn)單卻很重要,它是一個(gè)合格螺紋的基礎(chǔ)。
2.粗加工
螺距檢測(cè)正確以后進(jìn)入粗加工,以P=6mm為例。通常我們都是采用左右車(chē)削法加斜進(jìn)法進(jìn)行加工。初學(xué)者適宜利用車(chē)床最低轉(zhuǎn)速進(jìn)行加工,稍熟練的可以利用高一點(diǎn)的轉(zhuǎn)速,以提高加工速度,降低練習(xí)周期,充分利用設(shè)備。粗加工過(guò)程中,要注意兩個(gè)參數(shù):牙頂寬度f(wàn)和牙型高度h3,特別是牙型高度很容易被學(xué)生忽略。根據(jù)梯形螺紋中牙頂寬和牙型高度的參數(shù)要求,粗加工,牙頂寬度宜保留2.5mm,每牙側(cè)保留約0.15 mm的精車(chē)余量,牙型高度車(chē)到3.4mm,保留0.1mm精車(chē)余量。
粗加工是為精加工做準(zhǔn)備的,也是為加工節(jié)省時(shí)間的關(guān)鍵,所以在加工的過(guò)程中,盡量加大背吃刀量,而加大背吃刀量的同時(shí)要保證工件的表面不能起太多的毛刺而影響后面的精加工難度,所以學(xué)生要多練習(xí),在練習(xí)的過(guò)程中發(fā)現(xiàn)問(wèn)題并解決問(wèn)題。
3.精加工
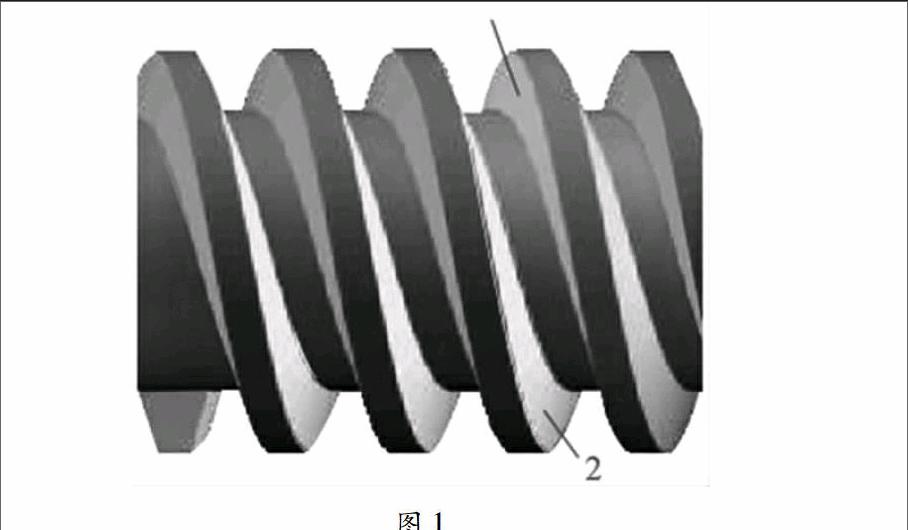
精加工既要保證尺寸精度,也要保證表面粗糙度。主要保證的尺寸精度有牙型高度和中徑,需在加工的過(guò)程中測(cè)量數(shù)值并得出。精加工第一步先要保證牙型高度為3.5mm,在這個(gè)基礎(chǔ)上進(jìn)行向牙側(cè)2進(jìn)行借刀(見(jiàn)圖1)。為了保證有較好的表面粗糙度,應(yīng)使用最低車(chē)床轉(zhuǎn)速進(jìn)行加工。當(dāng)其中一個(gè)牙側(cè)加工達(dá)到滿意的表面粗糙度后逐步向牙側(cè)1借刀,在加工牙側(cè)2的同時(shí),使用單針進(jìn)行檢測(cè)螺紋中徑。結(jié)合資料計(jì)算,使用3mm的量針,因?yàn)橹新殞W(xué)生很多對(duì)于計(jì)算不敏感,所以,在中徑的檢驗(yàn)中,宜給出固定的中徑公差值,讓學(xué)生熟練應(yīng)用的情況下再獨(dú)立進(jìn)行計(jì)算。經(jīng)計(jì)算,測(cè)量中徑的公差是d+0.35+0.25。
二、雙線梯形螺紋與單線梯形螺紋的異同
以上可見(jiàn),單線梯形螺紋加工檢驗(yàn)的項(xiàng)目主要有螺距、牙型高度、中徑及表面粗糙度;那么雙線梯形螺紋是不是也是檢驗(yàn)這些參數(shù)呢?在加工過(guò)程中與測(cè)量方面它們有哪些不同之處呢?下面就它們的異同作一個(gè)簡(jiǎn)單的介紹。
1.標(biāo)注方法(如圖2)
三、雙線梯形螺紋的加工
雙線梯形螺紋與單線梯形螺紋有著很多共同的參數(shù),所以基本加工方法是一樣的,比如左右車(chē)削法粗車(chē),精車(chē),單針測(cè)量中徑等。有單線梯形螺紋加工為基礎(chǔ),雙線梯形螺紋的加工相對(duì)就容易多了。因?yàn)槊鎸?duì)的是中職生,筆者采用最容易讓學(xué)生接受的方法進(jìn)行闡述,而這種方法不一定符合加工規(guī)律,只是起到一個(gè)拋磚引玉的作用,讓學(xué)生在熟悉的基礎(chǔ)上再深入去探究。下面就雙線梯形螺紋加工進(jìn)入分析(如圖5所示)。
1.粗車(chē)A槽
雙線梯形螺紋一共有兩條槽,按圖示我們把它們叫A槽和B槽。粗車(chē)時(shí),先選擇A槽進(jìn)行加工。粗加工與單線梯形螺紋相同,但要注意的是使用左右切削法進(jìn)行加工,粗車(chē)的槽寬要達(dá)到多少才算適合呢?根據(jù)單線梯形螺紋粗車(chē)所留的余量進(jìn)行計(jì)算,雙線梯形螺紋加工第一條槽時(shí),兩牙側(cè)所留的余量大概是8.9mm,如圖4所示。
精車(chē)A槽的1、2兩牙側(cè),精車(chē)的方法和過(guò)程跟單線梯形螺紋一樣,測(cè)量的方法也一樣,都是用單針測(cè)量梯形螺紋的中徑,除了中徑要符合要求(d+0.35+0.25)外,還要用齒厚游標(biāo)卡尺保證P2=9mm,這兩個(gè)參數(shù)確定后,A槽精加工完畢。
3.粗車(chē)B槽(如圖5)
A槽加工完后,通常用小拖板把車(chē)刀移動(dòng)到S面中間(如圖4)加工第二條槽。粗車(chē)第二條槽與粗車(chē)第一條槽方法一樣,但粗車(chē)的過(guò)程要注意二槽兩牙頂厚度不能過(guò)小,宜保持在2.35mm,留0.15精車(chē)余量。牙深車(chē)至3.4mm,留0.1mm精車(chē)余量。
4.精車(chē)B槽
B槽精加工和A槽精加工是一樣的,除了要保證B槽中徑參數(shù)正確,還要保證P1=9mm。雙線梯形螺紋的加工方法其實(shí)與單線一樣,只是要保證齒厚的正確性,所以難度稍有提高,加上要合理使用齒厚卡尺,保證P1與P2一致,這個(gè)對(duì)于大多數(shù)中職生來(lái)說(shuō)是一個(gè)難點(diǎn)。B槽完成加工后,至此,雙線梯形螺紋加工完畢。
四、結(jié)束語(yǔ)
雙線梯形螺紋與其它加工項(xiàng)目不一樣,要花的時(shí)間比較多,測(cè)量的參數(shù)多,表面粗糙度要求比較高,所以學(xué)習(xí)的過(guò)程也是要按部就班,特別是中職學(xué)生,缺乏耐性及對(duì)復(fù)雜數(shù)字的計(jì)算,更要一步一個(gè)腳印去學(xué)習(xí)。方法是簡(jiǎn)單的,但要練就過(guò)硬的加工本領(lǐng)還需要不斷訓(xùn)練,要有不怕苦不怕累的精神,加上理論知識(shí)為指導(dǎo),才能成為一個(gè)優(yōu)秀的技術(shù)人員。
責(zé)任編輯陳春陽(yáng)
猜你喜歡
甘肅教育(2020年21期)2020-04-13 08:09:38
新課程研究(2016年3期)2016-12-01 05:54:21
工業(yè)設(shè)計(jì)(2016年4期)2016-05-04 04:00:25
散文百家(2014年11期)2014-08-21 07:17:08
衛(wèi)生職業(yè)教育(2014年14期)2014-05-16 05:43:02
教育與職業(yè)(2014年10期)2014-04-17 19:01:05
河南科技(2014年11期)2014-02-27 14:17:57
衛(wèi)生職業(yè)教育(2014年8期)2014-02-16 08:00:00
衛(wèi)生職業(yè)教育(2014年9期)2014-02-16 07:23:18
衛(wèi)生職業(yè)教育(2014年9期)2014-02-16 07:22:14
