晉豫魯鐵路鋼軌焊接及應力放散技術研究
2017-01-12 02:44:46劉順景
石家莊鐵路職業技術學院學報 2016年4期
劉順景
(中鐵十六局集團鐵運工程有限公司 河北高碑店 072251)
晉豫魯鐵路鋼軌焊接及應力放散技術研究
劉順景
(中鐵十六局集團鐵運工程有限公司 河北高碑店 072251)
以晉豫魯鐵路土建18標鋪架工程為研究背景,對鋼軌的氣壓焊接技術進行全面而詳細的闡述,同時對鋼軌的應力放散和鎖定技術進行介紹,該標段鋪架工程采用以上施工技術取得了很好的效果,施工的各項指標均滿足規范和設計的要求,取得一定的經濟效益。
無縫線路 氣壓焊接 應力放散
1 工程概況
新建晉豫魯鐵路土建18標,新建線路起點(DK948+600)東距寧陽東車站(DK950+400)1.8 km,東經寧陽東車站,本標段終點(DK981+900)止于東距天寶站(DK982+900)1.0km處。正線鋪軌439.94公里,站線鋪軌32.209公里。
線路經山東省,穿行于魯西沖洪積平原,表層大部分為耕植土,總體上地勢較平坦開闊。線路途經地區屬暖溫帶亞濕潤區;四季分明,冬長夏短;春季干燥多風,夏季炎熱,雨量集中,秋季涼爽濕潤,冬季寒冷干燥,雨雪偏少。鋪架工程施工中的軌縫控制、機械養路整道、應力放散、焊接、鎖定等工作是保證無縫線路施工質量的重要環節,是施工過程中的控制重點。

圖1 錫烏鐵路現場氣壓焊施工
2 氣壓焊焊接技術
2.1 焊接原理
氣壓焊可分為塑性氣壓焊和熔化氣壓焊,我們所采用的是塑性氣壓焊。它是把鋼軌的兩清潔端面緊密結合,并對貼合面用氣體火焰加熱,待貼合面及附近被加熱至塑性狀態,這部分金屬原子具有足夠的“活化能”,并穿過界面互相急劇擴散時,即對貼合面加以頂鍛,以達到原子間的金屬鍵聯接,完成重新再結晶,而獲得焊接接頭的方法,現場氣壓焊施工如圖1所示。
2.2 焊接施工流程及施工工藝
2.2.1 氣壓焊施工流程如圖2所示。
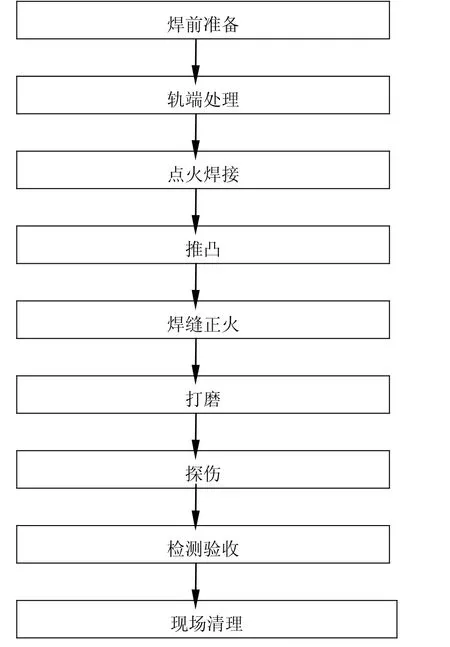
圖2 氣壓焊施工流程圖
2.2.2 氣壓焊主要施工工藝
(1)施工準備
檢查設備,啟動發電機組,檢查其運行狀態及供電情況,發現問題及時處理,一定要保證焊接過程的正常供電。檢查高壓電動泵站油箱內的液壓油,檢查氧、乙炔瓶的存氣量,不足焊一個接頭時,要及時更換。檢查并使所有氣路、水路、油路和電路等一律從線路鋼軌底部通過,發現問題及時處理。
(2)軌端處理
首先要鋼軌調直,焊前必須對鋼軌的垂直面和側面工作面進行調直,經調直的鋼軌用1m直尺檢查其矢度不得超過±0.5mm,現場調直檢查如圖3所示。
第二,端面打磨,用端面打磨機打磨鋼軌端面時應注意端面打磨機的兩個定位面必須與鋼軌接觸密貼。使用端面打磨機應做到輕拿輕放,以免破壞打磨機的精度。
第三,端面精銼,焊前精銼時,必須用四氯化碳或丙銅清洗銼刀。 銼削時不能帶手套操作,刃口面不準翻面。要保證銼削時銼刀面與鋼軌端面平行,銼削時先銼中間后銼兩角,絕對不能銼虧兩軌底角,銼后端面用角尺檢查符合要求。
(3)點火焊接
首先,安裝加熱器,將加熱器兩側分別從壓接機導桿鋼軌之間側向掐入后,旋轉90°置于導桿之上,并將其按要求正確連接。調整壓接機擺動機構的掛鉤長度,轉動加熱器支承小車的轉動軸,使加熱器的火孔面與焊接端平行最大偏差處≤1.0 mm,同時搖動加熱器2~3次,再檢查其火孔平面位置不變。調整加熱器支承塊小車構件,使用權加熱器火孔端面與鋼軌外廓周邊的距離為25±1mm。
第二,預頂,高壓泵站加油門使預頂力達到18~20 MPa。

圖3 錫烏鐵路現場調直測量
第三,點火焊接,將加熱器距焊縫距離為50 mm外用火槍點火,禁止用手直接點火。點火時間應在按要求供給氧氣、乙炔后,停3~4s點火,不能少于3s或時間過長,以免發生事故。擺動加熱器加熱,從0~3 min 30s至開始頂鍛前,擺動量為15~20 mm擺動頻率為每分鐘60次左右。
第四,降壓并保壓,點火加熱至鋼軌產生塑性變形時,焊縫處及其附近產生微微凸起(高度為1~3 mm),將頂鍛壓力降低到8~10 Mpa并保壓。
第五,頂鍛,在保壓和繼續加熱的過程中,當發現軌底角上表面出現幾個面積約1.5~3 mm2的單個熔池,軌頭頂面出現有隨火焰而動的“鏡面熔池”便開始頂鍛。開始頂鍛時擺動量為30 mm左右,擺動頻率為每分鐘80次左右。
(4)推凸
當頂鍛完,加熱器熄火后,立即摘下加熱器上的掛鉤,將加熱器迅速推向壓機右側橫梁(搖火端)的極限位置。與此同時,泵站換向、松開左側橫梁(活動端)的軌頂螺栓后,泵站給油倒車,當左橫梁松動時,立即打松該端斜鐵繼續倒車,目測焊瘤與推刀墊間距能放下刀體時,停止推車,同時迅速放入前刀體,并推入腰刀裝上底刀,泵站換向給油開始推凸,當確認焊瘤推離焊逢,泵站換向給油倒車使兩橫梁距離拉至最大允許值后,關閉泵站,卸下推凸裝置,推凸結束。
(5)焊縫正火
焊后需正火鋼軌接頭的溫度,起始溫度為500℃~400℃,終了溫度850℃~900℃。從0 min至2 min時其擺動以焊縫為中心,總寬度40 mm每分鐘為50~60次,從2 min至3 min以焊縫為中心,在總寬度約為60~80 mm的范圍擺動,每分鐘35~40次。待被正火處降溫至全黑后再撤掉墊軌的枕木墩以免焊接處變形。
(6)焊后打磨及探傷
利用仿形打磨機打磨焊接接頭的軌頂面各側面且不使鋼軌表面“發藍”,打磨時若溫度過高,要適當暫停打磨,待溫度適宜時再進行打磨。焊縫打磨時應用一米直尺檢測,若焊縫變形彎曲,應先用彎軌機矯直焊縫。
探傷要待焊縫自然冷卻到50℃以下才能進行。焊縫內部任何部位發現有未焊透、裂紋、氣孔夾渣等缺陷時,該焊頭必須報廢重焊。
3 應力放散及鎖定技術
3.1 應力放散的原因
由于鋪設長鋼軌時的軌溫與單元軌設計鎖定軌溫并不一致,另外在補碴整道、動力穩定、焊軌等作業時,造成鋼軌溫度的變化,內部產生溫度拉或壓應力。因此,為了防止無縫線路的長軌條因氣溫變化和車輛運行等引起的折斷或脹軌跑道,必須對長軌條進行應力放散處理,并進行強有力的鎖定,以確保線路的高穩定性。
3.2 應力放散原理
采用低溫下拉伸放散為主,并輔助自然溫度放散,其原理是:在放散段自然溫度的條件下,軌下墊滾筒,松開全部扣件使其失效,使鋼軌能自由伸長或縮短,并使用一定的外力,讓放散軌節處于零應力狀態。根據設計鎖定軌溫和實際軌溫(低于或等于設計鎖定軌溫范圍)計算出零應力狀態下放散鋼軌的拉伸量,用拉軌器拉出該伸長量后即鎖定鋼軌。
3.3 應力放散施工工藝
(1)通過現場調查,了解近期軌溫的變化情況,決定應力放散與線路鎖定的作業時間。
(2)位移觀測樁必須在單元軌節應力放散前預先設置完畢。單元軌節起終點的位移觀測樁盡量與單元軌節焊接接頭對應。道岔區的位移觀測樁必須按要求位置設置準確,成對的位移觀測樁連線應垂直于線路。
(3)由于長軌鋪設時軌溫與正在進行的作業軌溫不一致,彈條卸除、鋼軌頂起后,鋼軌的束縛解除,鋼軌將產生位移,但由于鋼軌內部應力及滾輪摩擦阻力等影響,此時鋼軌內部應力不為零,記錄鋼軌臨時位移,作為以后施工放散的依據。
(4)記錄鋼軌應力放散為零時的軌溫,若此時軌溫正好符合設計鎖定軌溫,則鎖定鋼軌。若此時軌溫低于設計鎖定軌溫,記錄軌溫,按下列公式計算拉伸量進行拉軌,拉軌時,應用撞軌器進行撞軌,使應力放散均勻。并現場測量鋼軌的實際拉伸量,與計算拉伸量比較,若與計算拉伸量相符合,則鎖定鋼軌,若與計算拉伸量不符合,則要查找原因并采取相關措施,如應力放散不均勻滾輪卡死鋼軌等因素。
σl=α×L×(T鎖-t)
σl:各臨時位移觀測點的鋼軌計算拉伸量;
α:鋼軌的線膨脹系數:取0.0000118m/℃;
T鎖:施工控制鎖定軌溫;
t:拉伸鋼軌時鋼軌的平均軌溫;
L:各位移觀測點至上次放散單元軌伸縮區起點的距離;
(5)軌溫合適或鋼軌拉伸到位時,依次去除支墊在鋼軌下的滾輪,將鋼軌落到軌枕上,上好扣件,緊固鋼軌,在拉軌器前后各50 m范圍內的鋼軌鎖定完成后,方可松掉拉軌器的液壓油門,拆除拉軌器。
(6)對本次放散單元軌與上一次放散單元軌的接頭采用撥S彎的方式進行移動氣壓鎖定焊接。
(7)線路鎖定后,應在埋設有鋼軌永久位移觀測樁位置的垂直線上鋼軌軌頭外側面標記鋼軌位移零點。并定期對鋼軌的位移進行觀測,放散之后第一個月內每一星期觀測一次,以后每一個月觀測一次。位移觀測樁處換算200 m范圍內的相對位移量不得大于10 mm,任何一個位移觀測樁處位移量不得超過20 mm,發現位移量超標者,應迅速查找原因,并對該單元軌重新進行應力放散及鎖定。
4 質量控制
(1)鎖定軌溫
單元軌節實際鎖定軌溫要在設計鎖定軌溫范圍內,左右股單元軌節鎖定軌溫之差不大于3℃,前后單元軌節鎖定軌溫之差不大于5℃,同段無縫線路各單元軌節實際最高與最低鎖定軌溫相差不超過10℃。
(2)無縫線路位移檢測
在無縫線路試運營前,應對無縫線路中單元軌的位移進行定期觀測分析,這也是衡量應力放散是否均勻、無縫線路鋪設成功與否的重要指標。必須滿足任何一個位移觀測樁位移量不得超過20 mm、位移觀測樁處換算200m范圍內的相對位移量均不大于10 mm的技術要求。
(3)其他質量控制措施
鋼軌應力放散與線路鎖定前,一定按照規范和設計文件要求,對道床橫向阻力、枕下道床剛度、軌道幾何尺寸等項目進行檢測,確認線路達到初期穩定狀態后方可進行鎖定施工。
鋼軌扣件卸除頂起在滾筒上,滾筒放置的位置要基本一致,頂起的鋼軌在平面、縱面內均要基本平順,不可高高低低、左右彎曲等。鋼軌內部應力為零,鎖定落軌上扣件鎖定要迅速,時間控制在15min以內。
5 結語
新建晉豫魯鐵路土建18標正線鋪軌439.94公里,站線鋪軌32.209公里,采用上述的氣壓焊接施工技術和應力放散與鎖定技術進行施工,取得了比較好的效果。克服了由于自然環境惡劣,晝夜溫差大、天氣變化無常等等施工困難,施工技術成熟可行,在施工中進一步取得寶貴經驗,可為類似的鋪架工程焊接施工和應力放散與鎖定施工提供借鑒。
[1]劉雄義.鋼軌氣壓焊焊后正火處理工藝的探討[J].鐵道標準設計,2006(05)
[2]于國英.鋼軌焊后熱處理工藝及設備的研制[J].鐵道標準設計,2000(12)
[3]田承禎,程永威.無縫線路應力放散和調整方法[J].鐵道建筑,1999(09)
[4]崔學峰,陳玲玲.無縫線路應力放散作業標準化研究[J].鐵道標準設計,2003(02)
On Rail Welding and Distressing Technology of the Shanxi-Henan-Shangdong Railway
LIU Shun-jing
(China Railway 16th Bureau Group Railway Transportation Engineering Co.,Ltd Gaobeidian Hebei 072251 China)
With No. 18 standard framing engineering in the Shanxi-Henan-Shangdong Railway as the research background, the technology of rail gas pressure welding is comprehensively illustrated in details, meanwhile the stress dispersion and locking rail technology are introduced. the section of construction achieved good results with the above-mentioned technology, and all the indicators meet the design specifications and requirements. It achieved a certain amount of economic benefit.
seamless tracks pressure welding stress dispersion
A
1673-1816(2016)04-0057-05
2016-04-17
劉順景(1978-),男,學士,河北順平人,工程師,研究方向施工技術與施工管理。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
