淺談改進大型千分尺平行性研磨工具
2017-01-17 21:39:50張明亮耿愛存
東方教育 2016年7期
張明亮++耿愛存
摘要:根據我的實際教學工作經驗,對300mm 以上的大型外徑千分尺平行性研磨工具進行改良。通過改良附件縮短研磨時間、精度,更有效快速達到其技術要求。適用于300mm 以上的大型外徑千分尺。
關鍵詞:外徑千分尺;平行性;研磨工具
外徑千分尺是符合阿貝原理的一種測微量具,據測量范圍不同可分固定式和可調式。在研修外徑千分尺中,平行性是一道重要的研修工序,是保證外徑千分尺測量精度的重要技術要求,研磨工具要求高精準性好才能達到平行性要求。
一、測微量具原理
外徑千分尺的原理是應用精密螺旋副變絲桿的角度旋轉為測量桿的直線位移,讀取長度尺寸。外徑千分尺的測微螺桿的螺距一般制成0.5mm,即測微螺桿旋轉一周,沿其軸線方向移動0.5mm。微分筒圓周有50 個分度,所以微分筒最小分度值為0.01mm。L 是測桿軸向位移量(mm)、a 是絲桿旋轉角度(rad)、t 是絲桿的 螺距(mm)
二、改進前的大型外徑千分尺研磨工具
以往我們公司研磨大型外徑千分尺平行性方法有2 種,對于以前的研磨方法個人認為在使用過程中都會出現各種各樣的問題,從而會影響修理人員的耐性,不能有效的達到研磨要求,使工作效率降低。第一種研磨工具:一般采用輾轉法、推拉法。使用方法是將300mm 以上規格的外徑千分尺的絲桿與可換測砧取出分別安裝在一把固定測姑經過重新改造的專用千分尺尺架和絲桿套上,無論多大規格的外徑千分尺都可縮小到0~25mm 或25~50mm 測量范圍的專用千分尺上進行對研修理。其缺點是:通過新購進的量具各商家生產的都有各異,更新換代快,外徑千分尺絲桿、測砧都有了外形、直徑、長度的變化,加上以前改裝的專用千分尺就存在裝夾可換測砧處尺架 強度不夠,已經滿足不了新購進的量具外形等各方面要求。第二種研磨工具:是用灰鑄鐵自制的內孔按外徑千分尺測桿直徑加工的專用測桿粗、精研磨工具中間處以螺釘鎖緊,研磨端面與測桿孔套垂直,固定測砧與可調測砧都是分開研磨的。把需研修的測桿裝在專用測桿研磨工具上,置于開好研磨砂的平板上,稍施加向下的力使研磨端面貼平平板后用螺釘調整好測桿和研磨套的配合間隙,調整后用雙手捉住專用測桿研磨工具在平板上往復以螺旋 形、直線軌跡有序移動,每移動一個周期后要將測桿研磨工具和平板旋轉90°,只有有效正確研磨才保證測桿平面性。其缺點是:由于與平板接觸面不多,很容易因為操作者的施加壓力、時間不同、平板的干凈度,研磨砂容易嵌于孔套內不利清洗。操作者很容易出現耐心 不足而隨意無規則研磨很容易導致研磨端面傾斜影響絲桿測量面平面性,導致效率低下.
三、改良后的研磨工具
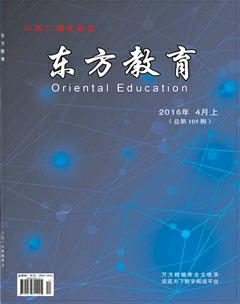
如圖1所示,平行性研磨工具主要由平行傳遞桿、v 形靠鐵和帶有 可移動螺母的固定支架構成。
V 形靠鐵是按外徑千分尺平行性專用檢具技術要求加工,作為檢 查校準外徑千分尺測量面平行性的基準。與之配合的擋板,用螺釘上下固緊可換測桿與平行傳遞桿。平行傳遞桿是按可調測砧直徑加工,長度可達300mm,作用是縮短兩測量面的距離。各附件配合后都能達 到剛性與同軸度,不會因研磨力或尺架材料的內應力引起變形,承高臺加強支撐和減震作用。
四、操作方法
現以需修磨平行性的300~400mm 外徑千分尺(下稱千分尺)作示范,將千分尺于虎鉗中固定,可換測砧處的尺架置于承高臺邊,將平行傳遞桿⑥一端裝于千分尺尺架可調測砧上鎖緊,一端和可調測砧③ 置于V 形靠鐵④中以擋板固定,并以固定支架⑤在千分尺架中找好位 置用可移動螺母鎖緊,用平行平晶檢查并不斷調整各部件,畢后,即 可用25~50mm 規格一組四個的研磨棒以采用輾轉法或推拉法修研。
五、修理方法
現以一把需研修平行性的300~400mm 的千分尺,經過用各附件的配合,現使用千分尺25~50mm 圓規格的研磨棒修研,研修前要修理好各部分的相互作用,使活動測桿轉動達到無阻滯的狀態,檢查尺架無變形,檢查平行性失準的原因,兩測量面都應垂直于活動測桿的旋轉軸線,才能保證平行度。總體來講千分尺不平行大致有四種情況:A:可換測砧與活動測砧均不與旋轉軸線垂直,但具有相同的傾斜角。B:可換測砧與活動測砧均不與旋轉軸線垂直,但兩測量面的傾斜角不同。C:可換測砧與軸線垂直,活動測砧與旋轉軸心線不垂直。D:可換測砧與軸心線不垂直,活動測砧與旋轉軸心線垂直。現以B 作解說(對于出現A 情況時,應將測桿置于B 中的位置進行研磨,以盡快磨去高點),千分尺兩測量面不平行度的影響 為△L1,如果兩測量面的不平行度為△行(包括測桿在導向孔內的徑向擺動因素在內),則△L1=△行=X1-X2。千分尺兩測量面不平行度的影響△L2,如兩測量面不平度分別為△面,則△L2=2△面。修理千分尺用的研磨棒100mm 以下規格都有四個,長度都相隔0.12 或0.13mm,使測量桿轉向1/4 螺距方向后仍能保持平行,研磨棒工作面平面性與平行性都不大于0.002mm,采用四塊研磨棒輪換研磨時,應考慮磨削的有效性,不管研磨時間長短,盲目研磨,不但工作效率低,而操作不當會造成惡性循環,越修越壞。如B 中高點在整數部位時,使用推拉法研磨,使切削力作用于高點上,效果更顯著。用最短尺寸的研磨棒研磨,然后依次用中間兩個相應尺寸的研磨棒研磨,研磨時間為第一個研磨棒的一半,再用最長尺寸的研磨棒研磨,研磨時間為第一個研磨棒的1/4。
六、結束語
以上修理方法,對于有一般研磨技術的工人,安裝好各附件,就能像縮小到0~25 或25~50mm 規格的千分尺似的研磨,附件都能自己制造,成本低,研磨時間大大縮短,減少研磨工具的修整工時。
參考文獻:
[1]萬能量具的修理.機械工業出版社.1976(23):22.
[2]外徑千分尺計量檢定規程.JJG21-2008(12):35.
[3]計量工作.技術標準出版社.1975(44):21.