運動間隙協(xié)調控制策略
2017-01-24 09:41:18張春亮
山東工業(yè)技術 2017年1期
張春亮
摘 要:通過機理和容差分析,研究影響收放裝置運動間隙的主要因素,建立收放裝置運動操縱模型,并通過仿真分析各因素對運動間隙影響的程度。基于前面的分析,提出一種以角度控制為主,外形控制為輔的協(xié)調控制策略,并利用標準工裝進行協(xié)調交點。最后通過仿真和生產實際驗證了有效性。
關鍵詞:運動間隙;協(xié)調控制;標準工裝
DOI:10.16640/j.cnki.37-1222/t.2017.01.242
0 引言
在飛機制造領域,為了保證系統(tǒng)工作的可靠性,保證作動筒驅動機構的工作性能,零部件間的運動間隙應至少保證4mm以上,一般為8mm。由于零件尺寸大、裝配關系復雜[1] 和裝配結構空間小,導致由多個零件裝配而成的部件之間的運動間隙經常超出設計容限。影響飛機制造質量和生產進度。本文結合實例,通過機理和容差分析,研究影響收放裝置運動間隙的主要因素,建立收放裝置運動操縱模型,并通過仿真分析各因素對運動間隙影響的程度。基于前面的分析,提出一種以角度控制為主,外形控制為輔的協(xié)調控制策略,并利用標準工裝進行協(xié)調交點。最后通過仿真和生產實際驗證了有效性。
1 問題描述
以下實例是在飛機系統(tǒng)安裝過程中出現(xiàn)的3個典型收放裝置間隙超差問題,通過分析歸納總結出造成運動間隙超差的原因和相應的解決方案。
(1)角度制造誤差影響實例:某組件在收回位置與結構件間隙小,設計要求最小間隙4mm,。通過運動仿真測量,理論最小間隙為4.5mm,得出角度偏差對運動間隙有影響。內筒零件角度制造精度較低,約±30′。解決方案:交點采用標準量規(guī)協(xié)調,內筒零件加工增加專用夾具加工,同時對內筒裝配孔留余量,增加組件裝配驗收夾具檢查和控制裝配后的內筒角度,在夾具上將裝配孔配鉆補償零件制造的角度公差。改進前裝配角度偏轉公差約±1°,裝機合格率80%,改進后裝配角度偏轉公差-33.5′~3.5′,裝配精度提高70%,合格率為100%。(2)零件尺寸大影響實例:某組件在收上過程中,左側與其他部件間隙小,通過三個交點鉸接在結構上,其中一個交點為萬向接頭。通過誤差計算,由于組件長度較長,約為1500mm,導致左右方向的偏擺對該間隙有影響。解決方案:部件狀態(tài)申請組件局部模型,局部模型不含萬向接頭交點,檢查并控制交點相對飛機軸線的左右方向的偏斜范圍。改進前合格率60%,改進后經過調整,合格率100%。(3)系統(tǒng)件與結構件定位基準不一致影響實例:某組件在作動筒的驅動下在收回位置,與結構件間隙小。在收回位置,作動筒有一定的剩余行程,因此可以認為將交點斷開,某組件仍在原位,組件按交點及結構內緣協(xié)調,結構件按結構件外緣進行控制。定位基準不統(tǒng)一。解決方案:在部件制造時裝配型架局部增加組件模型進行控制。改進前合格率75%,改進后產品一次性提交合格率95%,經過調整,合格率100%。
2 原因歸納和對策
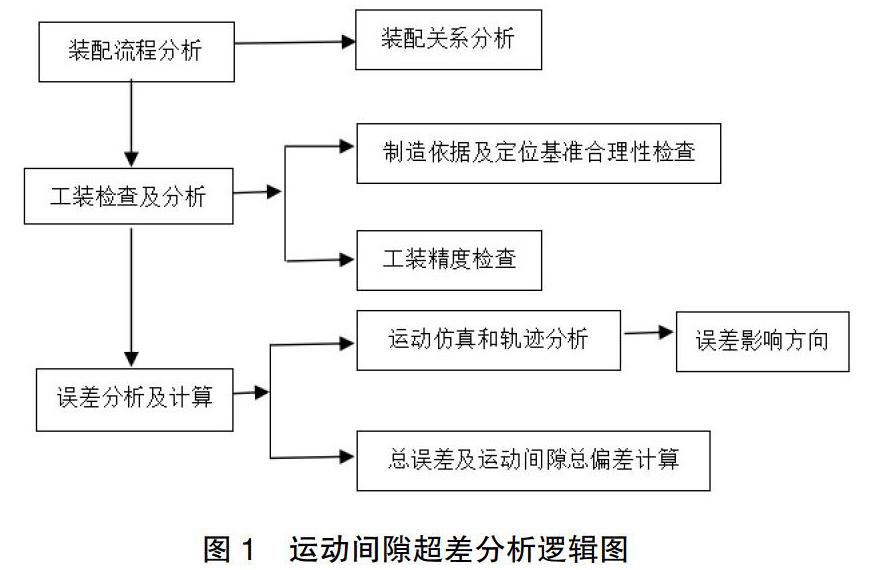
通過對以上3個典型實例的分析,總結出運動間隙超差的分析邏輯圖(圖1)。
2.1 引起運動間隙超差的原因
在飛機制造各環(huán)節(jié)中,引起運動間隙超差的原因有很多。從飛機設計到最后完成總裝的各個階段,均含有可能造成運動間隙超差的因素。具體有以下幾類:(1)零件制造偏差大;(2)結構部件裝配積累誤差;(3)系統(tǒng)件與結構件定位基準不統(tǒng)一;(4)設計容差不合理;(5)裝配協(xié)調工藝方案不合理;(6)檢驗工裝存在問題。
2.2 預防或解決運動間隙超差問題措施
分析解決運動間隙超差問題可參考圖1進行。對應造成運動間隙超差的主要原因,整理出避免和解決間隙超差類問題的幾個要點:
(1)提高零件制造精度。零件精度要求提高往往意味著制造成本的增加,因此提高裝配關鍵尺寸精度,可以達到事半功倍的效果。對于影響運動間隙的關鍵尺寸應采用專用工裝加工,盡量不使用拼裝夾具。(2)提高協(xié)調準確度。在極限位置運動間隙最小時,運動間隙對位置關系的準確度要求高,結構件與系統(tǒng)件應盡可能使用統(tǒng)一的裝配定位基準。在無法直接使用同一定位基準的情況下,再考慮通過使用工裝(模型)間接實現(xiàn)定位基準的統(tǒng)一。結構件應根據(jù)系統(tǒng)件的安裝需求,合理地調整定位基準。(3)優(yōu)化裝配容差。在系統(tǒng)裝配中,規(guī)劃零部件的制造容差[2]是關鍵,找到關鍵環(huán)節(jié),有的放矢采取增加標準量規(guī)、模型、裝配夾具等,使容差和產品質量在可控的范圍內。(4)檢修工裝。一些工裝在使用過程中會出現(xiàn)磨損,因此應定期檢查工裝的關鍵尺寸。(5)增加設計裕度或工藝裕度。對于不易滿足設計要求的零部件,必須有相應的措施,一般須進行設計更改增加工藝補償[3],當受空間及結構特點限制無法進行設計更改,可以增加檢驗夾具進行配鉆、調整來控制工藝偏差,避免容差不合理造成零件部件報廢。
3 結論
本文通過對飛機系統(tǒng)安裝中出現(xiàn)的典型運動間隙超差實例進行分析,總結了造成運動間隙超差的主要原因,并提出解決運動間隙超差的控制策略。隨著飛機制造技術的發(fā)展,把飛機生產中出現(xiàn)的問題進行總結、歸納、分類并深入研究,將成果應用到今后飛機的研制過程中,可以有效避免或減少諸如運動間隙超差問題的出現(xiàn),對提高產品質量和生產效率、減少飛機研制成本、縮短生產周期具有重要的促進作用。
作者簡介:
[1]杜鵑.飛機裝配不協(xié)調問題的原因分析及解決方法[J].中國高新技術企業(yè),2011(07):114,116.
[2]程寶蕖.飛機制造協(xié)調準確度與容差分配[J].北京:航空工業(yè)出版社,1987.
[3] 《航空制造工程手冊》總編委會.航空制造工程手冊[S].飛機裝配(2版),北京:航空工業(yè)出版社,2010.
