風電機組塔架門框的焊接變形控制及焊接工藝設計
2017-02-05 02:32:37賈勤飛郭文輝
風能 2017年11期
文 | 賈勤飛,郭文輝
風力發電是新能源領域中技術最成熟、最具規模、最具發展前景的發電方式之一。發展風電對調整能源結構,減輕環境污染,實現可持續發展等都具有非常重要的意義。塔架應具有足夠的剛度和強度,承受作用在風輪、機艙和塔架上的靜載荷和動載荷,滿足風力發電機組的設計壽命。因此,作為整個發電機組的重要部件,其質量至關重要,而門框與塔架之間的焊接是T形接頭連接,如圖1所示。門框是塔架筒節的薄弱環節、焊接過程中產生的變形會影響塔架筒節的直線度、筒節的橢圓度、塔架底法蘭的平面度、降低筒節的剛度、降低承載能力等,對整個塔架的質量影響很大。因此,對塔架門框焊接變形的控制及其焊接工藝的設計具有較重要的現實意義。
本文針對風電機組塔架門框焊接所涉及到的變形控制、坡口選擇、焊接工藝設計等問題,結合上海泰勝風能裝備股份有限公司十多年來大量的塔架生產經驗和驗證,提出了可行的方案,為風電機組塔架門框的焊接提供了參考。
風電機組塔架門框焊接變形的影響因素
風電機組塔架與門框的焊接是T形接頭連接,焊接過程中產生的變形主要是橫向收縮變形和縱向收縮變形。焊接變形主要是由焊接坡口形式、門框裝配方式、焊接順序、焊接方法、焊接參數等因素的綜合作用引起的。
不同的焊接坡口形式形成不同的焊縫截面,對焊接結構有不同程度的影響。同一個焊接構件采用不同的裝配方式、不同的焊接順序,焊后產生的變形也不一樣。不同的焊接順序和方向會使焊接過程中的熱量分布不同,引起焊縫不同程度的膨脹和收縮。不同的焊接方法如焊條電弧焊、埋弧自動焊、氣保焊,需要匹配的焊接參數如焊接電流、焊接電壓、焊接速度也不同。焊接參數不同,焊件受熱也就不同,焊件變形量也各不同,熱輸入越大,焊接變形量也越大。
為了確保風電機組塔架門框焊后筒節直線度、橢圓度、法蘭平面度等技術指標符合產品相關設計要求,根據上述塔架門框焊接變形的影響因素分析,對焊接坡口形式、門框裝配、焊接方法、焊接順序、焊接參數等方面進行了相關的設計和研究。

圖1 風電機組塔架結構示意圖
塔筒筒節與門框焊接的坡口形式
筒節與門框焊接的坡口形式和大小是控制門框焊后變形的主要因素之一。門框厚度t1范圍一般為40mm-100mm,筒體厚度t2范圍一般為30mm-50mm。在筒節的坡口設計上,經過大量生產試驗發現:采用火焰切割的方法預制單邊非對稱V形坡口(如圖2),內側坡口角度35°-40°,鈍邊2mm,間隙0mm-2mm,用CO2氣保焊在門框外側面連續焊定位,然后先焊接門框內側,再清根外側。這樣的坡口不僅好切割,而且通過碳弧氣刨的方法清根門框外側,獲得類似K形的焊縫截面,能較好地減少角變形,保證塔架底法蘭的平面度0mm-2mm的要求。
門框的開孔及裝配
底段筒體焊接結束檢查合格后,在筒體內部相應位置畫出門框的中心線,及最高、最低點,然后如圖3所示,叉車將門框送入筒體內部,使其中心線對準所畫中心線,調整最高、最低點,用石筆沿門框四周在筒體上畫出相貫線,然后采用氧乙炔火焰切割開孔。筒體開孔后檢查尺寸,去毛刺打磨后開坡口。
門框裝配前,按照圖紙要求的門框伸出筒體尺寸,在門框的兩端焊接定位板,以便于門框裝配時支撐門框對齊尺寸。焊接定位板后,調整好筒體開孔方位,將門框吊到筒體開孔上方,放入孔內,定位板與筒體內側接觸。裝配時,使用兩個液壓缸支撐門框,調整門框兩端高度(如圖4),直至達到要求的尺寸,再進行點焊固定。
門框的焊接工藝設計
門框焊接工藝的設計包括了焊接方法的選擇、焊接參數的匹配、焊接順序及焊后處理的設計。科學合理地設計焊接工藝,對控制焊接變形、保證焊接質量是至關重要的。
一、焊接方法的選擇
風電機組塔架的材質通常為低合金結構鋼,可供選擇的常用焊接方法為埋弧自動焊、CO2氣保焊和焊條電弧焊。對于塔架門框和筒體的焊接,考慮到該焊縫路徑為橢圓形,使用埋弧自動焊的方法較難實施。與焊條電弧焊相比,CO2氣保焊具有連續自動送絲、表面無熔渣、熔深大、焊接速度快、變形小等優點,因此針對塔架門框焊接的接頭形式、焊接位置的情況,選用操作靈活、效率高的CO2氣保焊較為合適。
二、焊接參數
為了減小焊接變形,盡量采用小線能量,多層多道焊進行焊接,焊接工藝參數及熱輸入見表1。

圖2 坡口形式示意圖

圖3 叉車將門框送入筒體示意圖
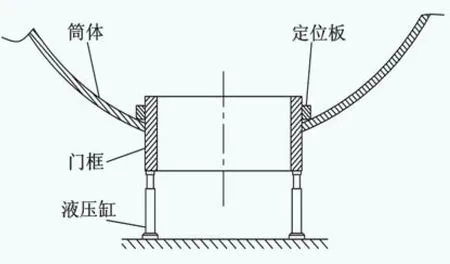
圖4 門框裝配示意圖
三、焊接順序
合理的焊接順序可以有效降低焊接變形,對于塔架門框的焊接采用對稱交叉退焊法可以較好地控制焊接變形。兩名焊工采用相同的焊接參數按照圖5焊接順序進行焊接,先焊接直線焊縫,再焊接曲線焊縫,可以有效減小焊縫縱向收縮引起的變形。內側坡口焊到2/3的深度后,門框外側用碳弧氣刨進行清根,將外側坡口填滿,最后將內側坡口剩余深度焊滿,這樣可以進一步較好地減少焊接變形。為了提高焊接可操作性,保證焊接質量,門框外側需進行平焊位置焊接。為此,專門設計了門框焊接操作平臺(如圖6),操作平臺是一個以中間開方孔的花紋板為底,四面護欄由方管焊接而成的框式鋼結構。操作平臺位于塔架門框正上方,門框穿過平臺中間位置,平臺吊裝固定后,兩名焊工在平臺上進行門框外側焊縫的焊接作業。

表1 門框焊接工藝參數

圖5 門框焊接順序示意圖
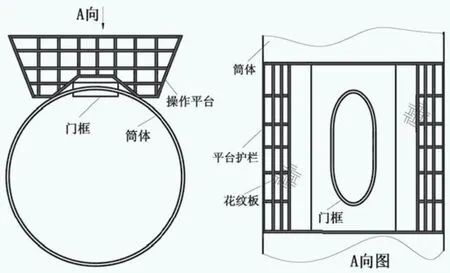
圖6 門框焊接操作平臺
四、焊前預熱及焊后消應力
塔架門框厚度較大,焊接時較容易出現焊接應力、焊接拘束度和焊接裂紋等危害,這些危害會造成塔架結構的形狀變形、尺寸精度降低、承載強度減弱,進而會較大地縮短塔架服役壽命、危及生命安全,存在造成重大經濟損失的隱患。為了避免以上隱患的產生,控制焊接結構變形,保證焊接質量是非常重要的。因此,塔架門框焊接前進行預熱可以較好地降低焊接應力、焊接結構的拘束度,有利于焊縫金屬中擴散氫的溢出,避免焊接裂紋。
同時,焊接厚度越厚,焊后殘余應力值就越大,焊后殘余應力將會影響到焊件的抗腐蝕、抗開裂、抗疲勞等機械性能以及焊接結構和尺寸。所以塔架門框焊接結束后需進行熱處理消應力,但從實際情況出發,門框焊接在大型風電機組塔架上后,由于尺寸較大不適合進行熱處理消應力。從可實施性和高效低能耗的角度考慮,采用振動時效加超聲波沖擊時效的方法可以較好地達到消除和均勻化塔架門框焊后殘余應力的目的。
風電機組塔架門框的焊接實例
上海泰勝風能裝備股份有限公司制造風電機組塔架已有十多年的歷史,有著成熟的風電機組塔架焊接經驗和技術。公司為某項目生產的風電機組塔架設備部分實景圖,如圖7-圖10所示。圖7和圖8分別是塔架門框焊接結束后的內、外側實圖,風電機組塔架的所有焊縫無損檢驗合格后進行防腐處理。圖9和圖10分別是現場服役的風電機組塔架門框圖和風電機組主體外觀圖。

圖7 塔架門框內側實景圖

圖8 塔架門框外側實景圖

圖9 某服役的風電機組塔架門框圖

圖10 風電機組主體外觀圖
結語
通過設計合理的坡口形式、塔筒門框裝配方式,選用合理的焊接方法、焊接順序、焊接工藝參數等綜合措施,并且在塔架門框焊接結束后進行熱處理或振動時效加超聲波時效可以較好地消除焊接應力,有效地控制了塔架門框的焊接變形,保證塔架門框焊接的設計和質量要求,同時提高生產效率,降低生產成本,并取得良好的經濟效益。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36