某車輛控制臂與副車架連接處擰緊參數優化
2020-05-15 03:54:47劉曉卉裴金順彭馨瑤歐陽海張靜雯
汽車科技 2020年2期
劉曉卉 裴金順 彭馨瑤 歐陽海 張靜雯

摘要:汽車懸架系統中常見的焊接類傳力支架連接處,易于發生力矩松動異響故障,造成底盤松垮感嚴重、底盤異響,影響駕駛信心,影響此類結構連接穩定性的重要因素是螺栓的擰緊參數設置是否合理。結合某車型開發過程中出現的副車架與控制臂前鉸接點的力矩優化工作,對該類結構的擰緊參數設計方法進行說明,并形成通用化的設計流程圖,可用于類似結構的設計借鑒。
關鍵詞:傳力支架;擰緊參數;需求夾緊力;軸力;力矩
中圖分類號:U463.33 文獻標識碼:A 文章編號:i005-2550(2020)02-0026-06
劉曉卉
畢業于西南交通大學,碩士研究生。現就職于東風汽車集團有限公司技術中心底盤部,任主管工程師,主要研究方向為行走系統設計,已發表文章:《某型汽車擺臂鉸接異響成因分析與技術對策》等。
1前言
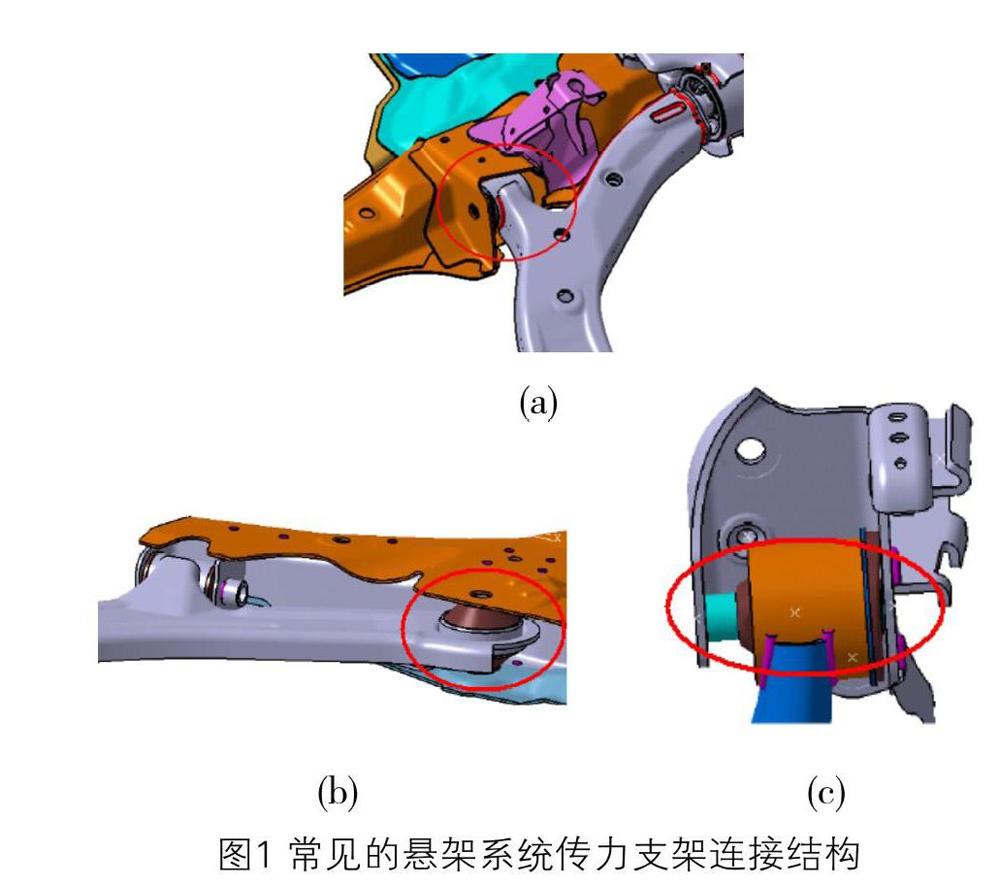
汽車懸架系統中,用于連接導向和傳力桿系的支架,統稱傳力支架,且最常見的為焊接類支架。車輛靜止或者運動時,車輪受到各種載荷經運動桿系及其襯套后,通過該類支架傳遞至車架上。常見的如副車架上的控制臂前鉸接連接支架(圖1a)、控制臂后鉸接連接支架(圖1b),扭力梁鉸接的連接支架(圖1c)等。
在車輛行駛時,由于懸架導向機構的運動,鉸接處的襯套橡膠處于不斷的擺動狀態,懸架傳力類連接結構處力矩過度衰減、甚至松動的問題頻發,造成底盤松垮感嚴重、底盤異響,影響駕駛信心。本文聚焦某車型控制臂與副車架焊接傳力支架連接處的頻繁力矩松動異響問題,以該處的擰緊參數優化為例,形成傳力類連接支架的擰緊參數設計方法,可作為類似結構設計的參考。
2問題簡介
某車型前懸架為麥弗遜式懸架,在試驗過程中出現副車架與控制臂前鉸接連接點處異響,通過優化零件尺寸及形位公差、零件制程管控改善了此問題。但隨著行駛里程增加異響再次出現,且逐漸加劇,測量各試驗車輛該處力矩值,相比定義力矩值135Nm衰減50%以上,已出現松動現象。重新打緊該處螺栓,異響消除。
對該連接結構進行異響FTA(故障樹分析法Fault Tree Analysis)分析,依次排查,在確認結構無運動干涉,裝配及擰緊工藝符合定義,螺栓、焊接支架、襯套定義合理及狀態符合定義的情況下,異響仍然發生,最終鎖定問題原因為連接結構處擰緊參數(即緊固件擰緊時規定的力矩或角度等參數)設計不合理,需進行優化工作。
3擰緊參數優化
該連接處結構示意如圖4,連接螺栓將擺臂襯套與托架支架擰緊后,支架產生變形夾緊襯套套筒,在擺臂擺動過程中,襯套橡膠產生相應變形以允許擺臂運動,從而改變車輪的運動軌跡。該連接結構不松動的重點是需要傳力支架將襯套套筒夾緊,即螺栓需提供足夠的夾緊力。
3.1需求夾緊力分析
連接點系統受外力作用有產生連接失效的趨勢,為保證不產生連接失效而需求的最小軸力,即為最小需求夾緊力。最小需求夾緊力的重點組成部分是抗滑移力及傳力支架的貼合力。
抗滑移力的確定需獲知該連接點處在車輛不同工況下沿螺栓軸向及徑向的節點力及滑移方向上的表面摩擦系數。根據懸架系統硬點及連接點零部件3D數據進行動力學模型建模,如圖5,并進行車輛不同工況下的仿真分析,提取連接點節點力見表1。
連接件的表面摩擦系數u,需要根據連接點的配合件滑移試驗獲知。該試驗采用實車的焊接支架或與焊接支架相同材料及表面處理形式的鈑金進行,如圖6,在拉伸試驗機上以經驗u值(一般取0.2)計算得來的需求夾緊力Fmino夾緊襯套套筒,拉伸試驗機對被夾緊零件進行徑向加載,直至其產生滑動,記錄力一位移關系曲線,讀取切點正壓力值N,根據公式(1)計算出被連接件端面的實際摩擦系數。
抗滑移力最終由極限工況下的軸向節點力、側向節點力在u影響下產生的軸向力、垂向節點力在u影響下產生的軸向力的對比獲知。
焊接類傳力支架的貼合力即為消除焊接支架與襯套套筒間隙的力,該力的大小由支架的貼合剛度直接影響,見圖7。支架在設計時應秉承貼合剛度要求的原則,遵循在無需很大軸力的情況下,把相關零件貼合在一起,保證最終消除開檔間隙所需的扭矩不大于20%的擰緊扭矩。粗略計算貼合力時,可根據支架結構剛度值及支架與襯套的間隙值獲得,用于結構合理性的評估,精確的貼合力則需要通過仿真或多樣本的貼合試驗獲得。
3.2擰緊參數確定
依據需求夾緊力及螺栓規格初步確定擰緊扭矩值,對于緊固扭矩T,下列公式(2)建立在Kellermann和Klein公式的基礎上:
式中:T——擰緊力矩;F——軸向預緊力;P——螺栓螺距;uth——螺紋摩擦系數;d2——螺紋中徑;ub一螺母或螺栓頭部底下的支撐面摩擦系數;Do——支撐面外徑dwmin或dkmin(見產品標準);dh——螺栓通過的墊圈或支撐零件的孔徑。
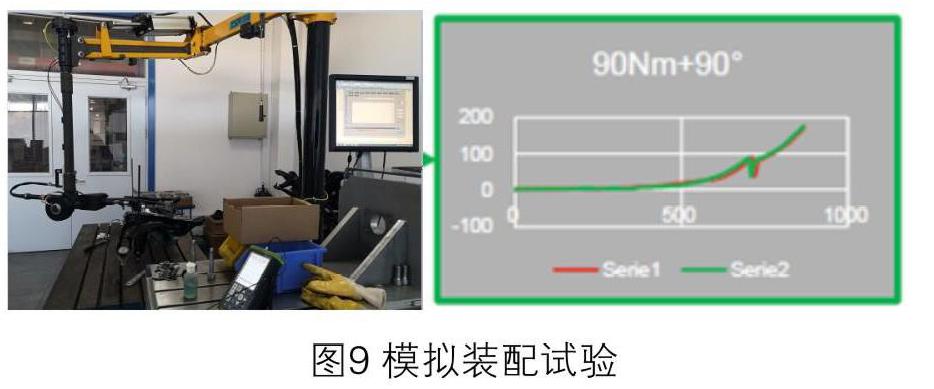
據以上公式計算得出初步的最小擰緊力矩為141.7Nm,在該參數的基礎上,進行模擬裝配試驗,并根據扭矩/軸力-轉角曲線的情況進行修正,確定擰緊參數值。
3.2.1擰緊方法選擇
一般最常用的擰緊方法是扭矩法和扭矩+轉角法(簡稱轉角法),兩種方法簡單介紹如下:
扭矩法是一種常見的裝配控制方法,即擰緊螺栓至設定扭矩后,擰緊控制機構停止動作以完成裝配。實現方式簡單、所需擰緊工具成本較低、對操作工技術要求低,但該擰緊方法的精度相對不高,所產生的軸力準確度±25%,需要較高設計余量進行彌補,因此適用于精度不高的非關鍵的螺栓裝配位置。
轉角法是將角度作為設計軸力的變量,先將螺栓擰緊至一相對較小的起始扭矩,使被連接結構件有一個初始貼合過程,再轉過設定角度,擰緊工具停止動作完成裝配。該方法裝配工具相對復雜,價格較高,但通過轉角值控制螺栓伸長量來確定最終軸力,可以保證被連接件表面狀態對最終效果產生較小的影響,因此軸力精度較高,達±15%,對螺栓的利用率也較高,相對扭矩法可獲得較大預緊力。該方法適用于對軸力要求較高的裝配位置,如關鍵底盤緊固位置和發動機缸蓋等位置。
綜上,由于力矩法引起的軸力受螺紋連接件的特性(主要是摩擦系數)影響較為明顯,而轉角法所引起的軸向力散差較為穩定,因此對于該重要的、異響問題多發的連接點,建議采用轉角法進行緊固。
3.2 2主要試驗說明
確定擰緊方法后,進行模擬裝配試驗,在擰緊試驗機上采用進行過軸力一伸長量標定螺栓對連接件進行緊固,模擬實際的裝車狀態,以檢測擰緊過程及擰緊結束后各相關參數是否滿足設計要求,包括擰緊曲線形狀、緊固件軸力大小、被連接件接觸面狀態檢測等。
此外,擰緊參數設計時,還需要進行連接系統破壞試驗,檢測連接失效軸力、破壞點位置,避免在實車擰緊時出現螺栓斷裂、螺母滑絲、連接接觸面黏滑或壓潰。
通過以上試驗對擰緊參數進行反復的校正,若最終產生的夾緊力滿足最小需求夾緊力要求,且擰緊曲線形狀、連接件狀態、被連接件接觸面狀態檢測等其它校核項目都滿足要求,即可輸出初版的擰緊參數用于后續工作,見表2。
3.3擰緊工藝開發
初版擰緊參數在導入至生產線之前,需要進行擰緊工藝的開發,包括被連接件夾緊工裝、擰緊工具、擰緊速度、擰緊步驟以及監控角度、監控力矩等參數的設計制定,并在生產線上進行預批量的實施驗證。
本文僅對該部分的重點工作一一監控窗口的設定進行簡要說明。伺服機以擰緊角度作為主要控制參數,輸出最終力矩作為輔助監控,即在螺栓與擰緊面貼合后,以擰緊角度作為主要控制手段,工具帶動螺栓轉過預先設定的角度,同時記錄力矩值,當角度達到目標值時,力矩在預先設定的監控窗口范圍內則視為擰緊工作合格。監控窗口的確定是至少50~100組擰緊數據的正態分布曲線確定的,一般取u±2σ或u±3σ的區間作為監控窗口。
4實車驗證
優化后的擰緊參數除了進行模擬裝配臺架試驗外,還要驗證在車輛上的實施效果,對擰緊后的軸力進行測量,還需要通過整車試驗驗證,如果在試驗過程中連接點未出現異響、緊固件脫落、斷裂等連接失效故障,則可說明此處設計的擰緊方法有效,如果不能通過整車驗證,則需要重新返回確認需求夾緊力的選取是否合理,再重新修正驗證,直至通過整車檢驗。
4.1實車軸力測試
生產線裝配后,采用超聲波設備對20臺車的連接點軸力進行了測試,見圖12,判斷在既定的擰緊參數及工藝實施辦法下,軸力是否可符合設計要求。數據處理見表3,需保證結果滿足軸力大于最小需求夾緊力而遠小于系統破壞軸力的要求,終扭數據也均位于監控窗口內部。
4.2整車驗證
對20余臺試驗車進行跟蹤,該處無異響及其他故障發生。對其中的數臺車進行了定期軸力測試,發現在試驗結束后軸力衰減均處于30%以內。此外,對車輛上市1年多的數據進行統計,該處的異響故障數為零。由此整車驗證結果論證,擰緊參數設計合理,可正式固化。
5設計流程
通過對某車型副車架與控制臂前鉸接處擰緊參數的優化工作,形成了焊接類傳力支架連接結構的擰緊參數設計流程圖。該流程大致分為仿真計算、螺栓選型、擰緊參數設計、擰緊工藝開發、擰緊參數驗證、擰緊參數固化幾個階段,各階段相互關聯,不斷調整校核,最終得到合適的擰緊值。
6總結
影響傳力支架連接結構穩定性的因素有多方面,常見的有連接處運動是否有干涉、連接零件定義是否合理、零件狀態符合性是否良好等,此外,連接處緊同件擰緊參數的設計是否合理,是連接結構保持正常狀態的最重要因素。本文以某車型副車架與控制臂連接處的異響問題為切入點,對連接點處的擰緊參數進行了優化設計,形成了擰緊參數設計流程,該流程大致分為連接結構設計、仿真計算、螺栓選型、擰緊參數設計、擰緊工藝開發、擰緊參數驗證、擰緊參數固化幾個階段,各階段相互關聯,不斷調整校核,最終得到合適的擰緊值,并得到相關試驗驗證。汽車懸架或其他系統中的類似結構均可參照該流程進行結構設計及問題解析。
